Last updated on October 2nd, 2019 at 05:15 pm
適用機種コード:CastPro100 xP
レジンモデル: F2
EeezCast+は特別配合で開発されたレジンで、鋳造過程中にカスが残らずジュエリーのデザインにより高い効率性を提供します。本材料は正確に細部、滑らかな表面を表現でき、ジュエリー造形に最適です。
モデリング時のヒント
EeezCast+の性質は蝋に近いため、造形中、変形または断裂する場合があります。最適なプリント効果を得るためには、以下の設計原則を考慮することを推奨します。
» 穴のサイズ ≥0.5mm
» モデル構造の推奨設計ポイントはここをご参照ください。
ご注意 レジンタンクの劣化も印刷品質を影響します。
使用の注意事項
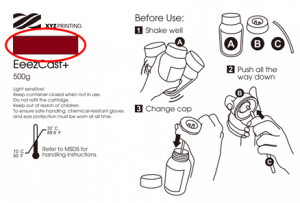
材料の均一性と安定性を保つため、印刷前に必ずレジンを均一になるように振ってから使用してください。
レジンボトル装着前の手順
下記の説明に従いレジンを振ってから使用してください。
キャップをしっかりと閉め、ボトルを5分間逆さまに放置してからボトルを5分間振ってください。

印刷前の手順
毎回印刷前、レジンタンクにあるレジンを均一になるように撹拌してからご使用ください。
レジンタンク内のレジンを撹拌する際、底部のシリコンの損傷を防ぐため、尖ったもの又は固いものを使用しないでください。
レジンの色の確認
レジン自体の色がレジンボトルラベルに記載している色より薄い場合、レジンが沈殿していることを意味します。よく混ぜってから使用しなければ造形品質に影響する可能性がありますので、ご注意ください。
ソフトウェア設定
印刷設定に関する推奨事項
一般のレジンの注意事項と同様に、オブジェクトが宙に浮く構造やプラットフォームとの接触面積が小さい場合、オブジェクトにサポート構造を加える必要があります。
ソフトウェアは「自動サポート」の機能があり、オブジェクトの形に添って自動的にサポート構造を加えることができます。ただし、場合によっては、オブジェクトを完全に印刷するため、「手動モード」でサポートを追加する必要があります。
ジュエリーを造形時、錐体やツリー状サポートを運用することを推奨します。モデルの底に追加された椎体サポートは鋳造口にもなります。
ツリー状サポートはモデルとの接触面積が小さいため、ジュエリーの細かい構造に使用することを推奨します。
造形がうまくできない場合、配置位置の変更、角度の調整およびサポート構造の設定を行ってください。
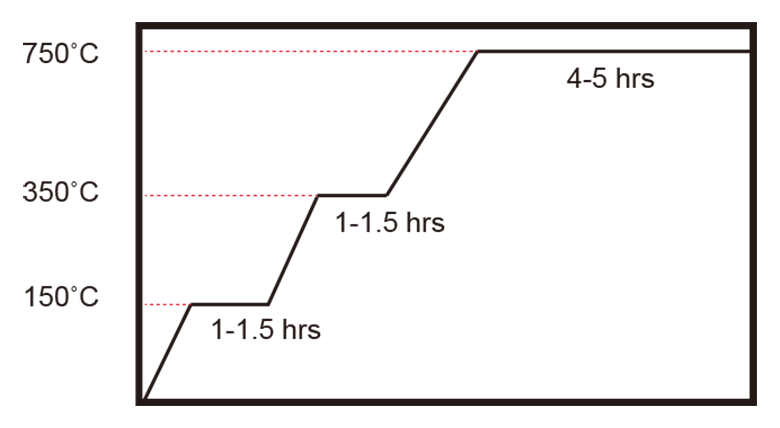
ロストワックス鋳造時の温度管理
本キャスタブルレジンでロストワックス鋳造を行う際、下図の推奨温度管理に従う操作を行うと、レジンを確実に型取りができ、完成品はより滑らかに仕上がります。
後処理に関する推奨事項
洗浄
本材料や比較的に柔らかいため、洗浄時表面の摩擦などを控えてください。
プラットフォームから造形物を取り出す際、まずアルコール (95%アルコールと5%プロパノールの混合溶液を推奨します) に五分間浸けてから2~3分間洗浄することを推奨します。ピンセットでサポートをつかみながら洗浄することはより操作しやすくなります。
次は、造形物の表面にアルコールを噴いて細部に残留するレジンを取り除きましょう。

未硬化のレジンを除去した後、造形物を乾燥させます。
ご注意 » 造形物を洗剤に入れる時間は5分以内にしてください。長期間洗剤に浸けると、造形物の表面が浸食され、破損する恐れがあります。
