Anwendbarer Drucker: Nobel Superfine
Harzmodell: F1
Die Eigenschaften von gussfähigem Kunstharz ähneln denen von Wachs. Es gibt nach dem Erhitzen keine Ascherückstände und es eignet sich für Wachsausschmelzverfahren, Aufbewahrungsverfahren, d. h. im konventionellen Produktionsprozess verwendetes Wachs-Carving.
Modelldesigntipps
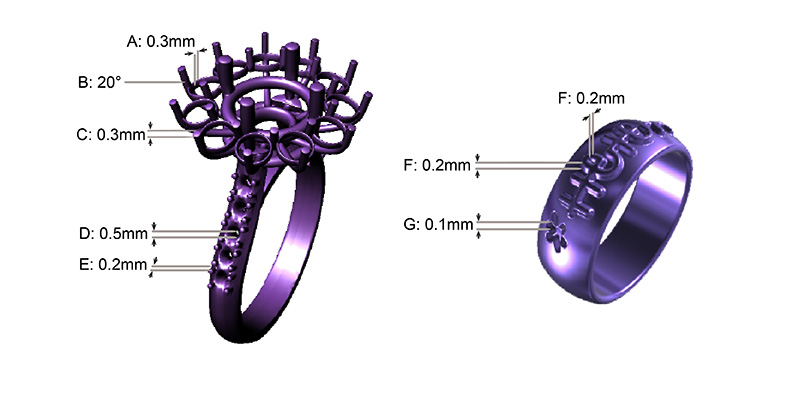
Die Eigenschaften von gussfähigem Harz ähneln denen von Wachs; beide sind strukturell weich und spröde und der Ausdruck kann aufgrund der Zugkraft während des Drucks leicht brechen. Bitte befolgen Sie die nachstehenden Designtipps für optimierten Druck.
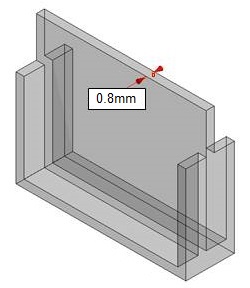
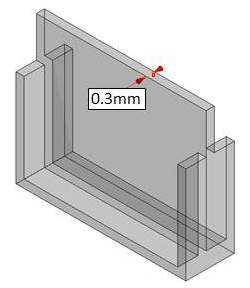
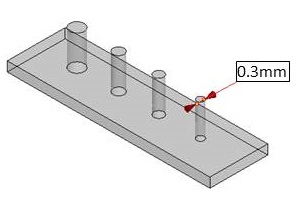
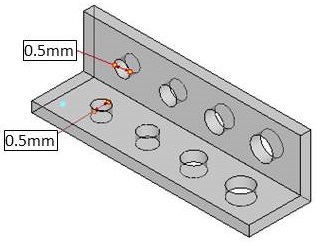
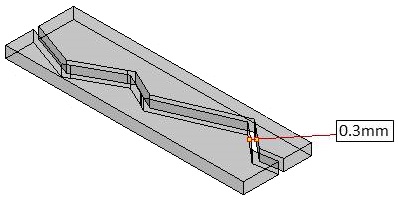
» Wandstärke ≥0,4mm
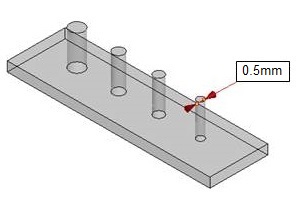
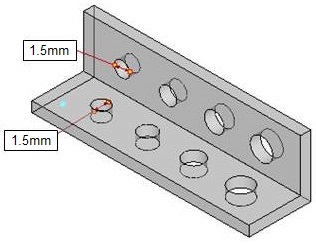
» Lochdurchmesser ≥1,0mm
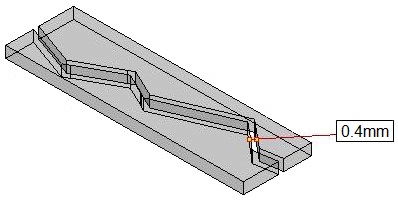
» Abstand ≥0,4mm
» Für die Spezifikationen für andere Merkmale, befolgen Sie bitte die allgemeinen Designvorgaben hier.
Hinweis
» Die Empfehlungen basieren auf dem Druckergebnis mit Gussfähiges Kunstharz von XYZprinting mit einer Schichthöhe von 0,025 mm.
» Größere Objekte mit Abmessungen von mehr als 40x30x40 mm oder einem Gewicht von mehr als 6g erfordern möglicherweise Stützen zur Haftung an der Plattform.
» Achten Sie darauf, die Unterseite des Tanks sowie dessen Beschichtung nicht mit scharfkantigen Werkzeugen zu verkratzen oder zu beschädigen. Eine beschädigte Tankoberfläche kann sich auf die Druckqualität auswirken.
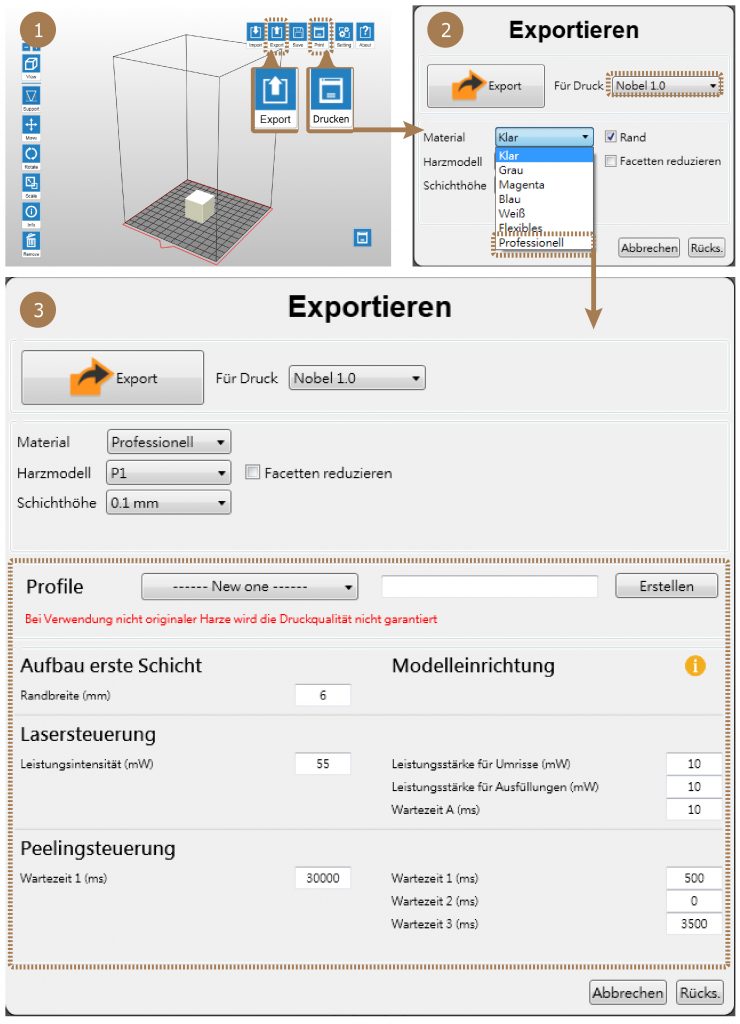
Empfehlungen zur Druckeinrichtung
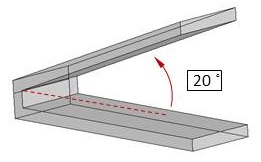
Wie beim Einsatz von Harz für allgemeine Zwecke gewährleisten zusätzliche Stützstrukuren, dass das Objekt vollständig ausgedruckt werden kann, wenn das Modell Überstände oder eine eher kleine Kontaktfläche mit der Plattform aufweist.
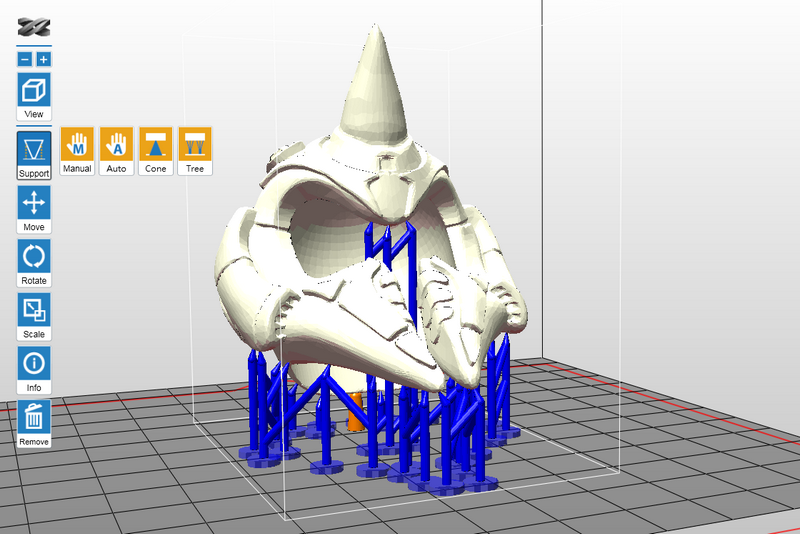
Die Drucksoftware XYZware_Nobel hat eine Funktion zum automatischen Zufügen von Stützen, mit der die Modellstruktur analysiert und automatisch Versteifungsstrukturen generiert werden. Manchmal müssen Sie zur Gewährleistung der Objekthaftung weitere Stützen im manuellen Modus zufügen.
Klicken Sie hier für die Anweisungen für Support-Funktionen.
Falls der Druck fehlschlägt, ändern Sie bitte die Objektposition und passen Sie Winkel und Versteifungsstrukturen an.
Empfohlener Ausbrennprozess
Beim Gießen von Ausdrucken können Sie basierend auf der in folgendem Diagramm beschriebenen Temperatursteuerungsempfehlung arbeiten und so das vollständige Abbrennen von Harz und eine glatte, makellose Oberfläche des Gussobjekts gewährleisten.

Empfehlung zur Veredelung
Reinigung
Bitte reinigen Sie das Druckobjekt nach Entfernen von der Plattform mit Ethylalkohol in einer Konzentration von mehr als 75 %. Während der Reinigung sollten Sie das Druckobjekt mit einem Streichnetz halten und das Streichnetz zur Beseitigung von Harzresten von der Oberfläche des Druckobjekts im Alkohol schwenken.
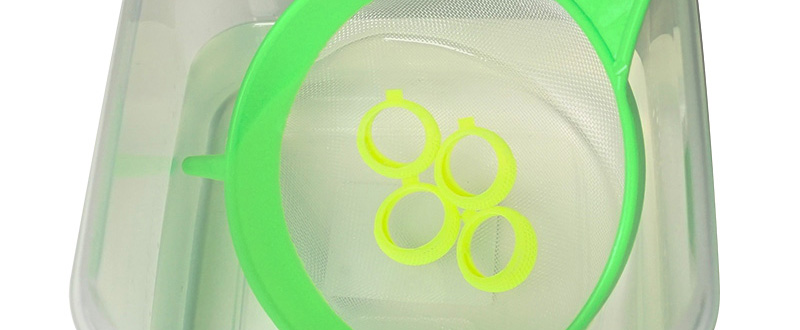
Spritzen Sie mit einer Sprühflasche Alkohol auf die detaillierten Strukturen, um nicht ausgehärtetes Harz zu entfernen.
Schwenken Sie das Druckobjekt nach der Reinigung aus dem Alkohol und warten Sie, bis sich der Alkohol auf der Oberfläche verflüchtigt hat.
Hinweis
» Aufgrund der Sprödigkeit dieses Harzes dürfen Sie das Druckobjekt nicht mit einer Bürste abschrubben. Andernfalls könnte die Oberfläche des Druckobjekts verkratzt werden.
» Tauchen Sie das Druckobjekt nicht länger als 10 Minuten in Alkohol; andernfalls kann der Alkohol die Struktur des Objekts angreifen und das Objekt schädigen.
» Es ist normal, dass die Farbe nach Eintauchen des Druckobjekts in Alkohol verblasst. Dies wirkt sich nicht auf das Gussergebnis aus.
Alkohol auf der Oberfläche des Druckobjekts an der Luft trocknen lassen
Nach der Reinigung befinden sich Alkoholreste auf der Oberfläche des Druckobjekts.
Bitte halten Sie das Druckobjekt nach der Reinigung still und führen Sie keine Nachhärtung aus, bis Sie sichergestellt haben, dass sich der Alkohol vollständig verflüchtigt hat. Prüfen Sie nach Trocknung des Alkohols sorgfältig, ob sich noch Harzreste in den Merkmalen befinden. Bitte achten Sie darauf, nicht ausgehärtetes Harz zu entfernen, damit die Designdetails des Originalmodells nicht blockiert werden.
Hinweis
» Falls die Aushärtung durchgeführt wird, während sich noch Alkoholreste auf der Oberfläche des Druckobjekts befinden, kann die Oberfläche des Druckobjekts weiß und dunstig wirken, was sich möglicherweise auch auf das Gussergebnis auswirkt.
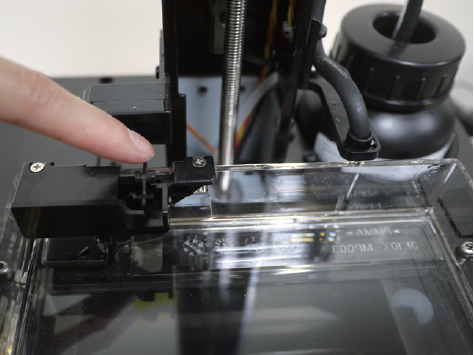
Stützen entfernen
Bitte schneiden Sie Stützen mit Werkzeugen ab, anstatt sie abzuziehen (durch Abziehen kann die Oberfläche des Objekts leicht beschädigt werden).
Nachhärtung
Das vom gussfähigen Kunstharz produzierte Druckobjekt muss zur Gewährleistung der Festigkeit beim Wachsausschmelzverfahren mittels UV-Licht nachgehärtet werden.
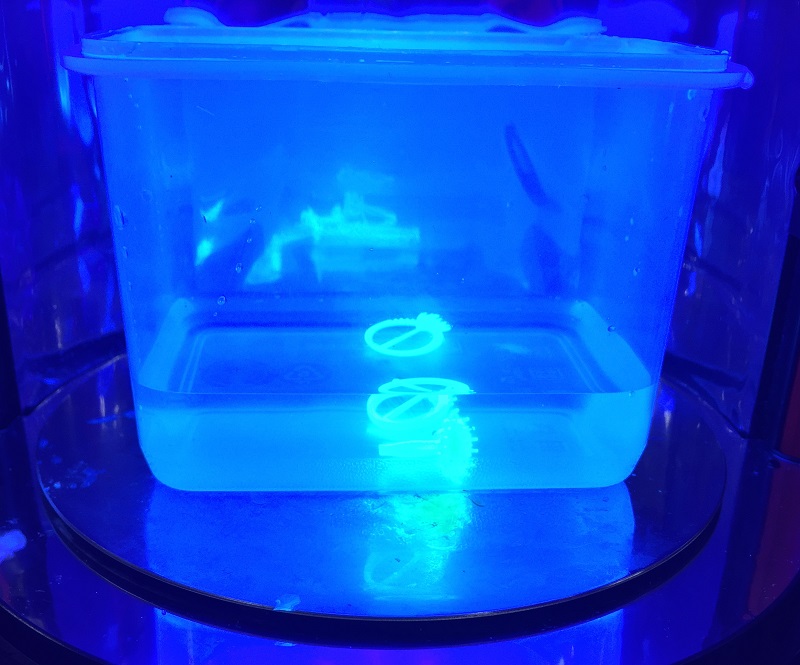
Für optimale Materialeigenschaften sollten Sie die gedruckten Teile 5 Minuten lang in Wasser nachträglich mittels UV-Licht aushärten.
Empfehlung
» Bei Verwendung der UV-Aushärtungskammer von XYZprinting können Sie die gedruckten Teile 5 Minuten lang in Wasser nachträglich aushärten.
» Bei einer UV-Wellenlänge von 375~405 nm und einer Strahlungsintensität von 14 mW/cm² sollten Sie das Objekt 5 Minuten nachhärten, wenn die Stärke der Objektstruktur 7 mm übersteigt.
Aufbewahrung von nicht ausgehärtetem Harz
Nicht ausgehärtetes Harz im Harztank sollte keinem Licht ausgesetzt werden. Das nicht ausgehärtete Harz kann nach dem Filtern in einem opaken Behälter aufbewahrt werden. Gießen Sie das Harz vor dem nächsten Druck wieder in den Harztank.
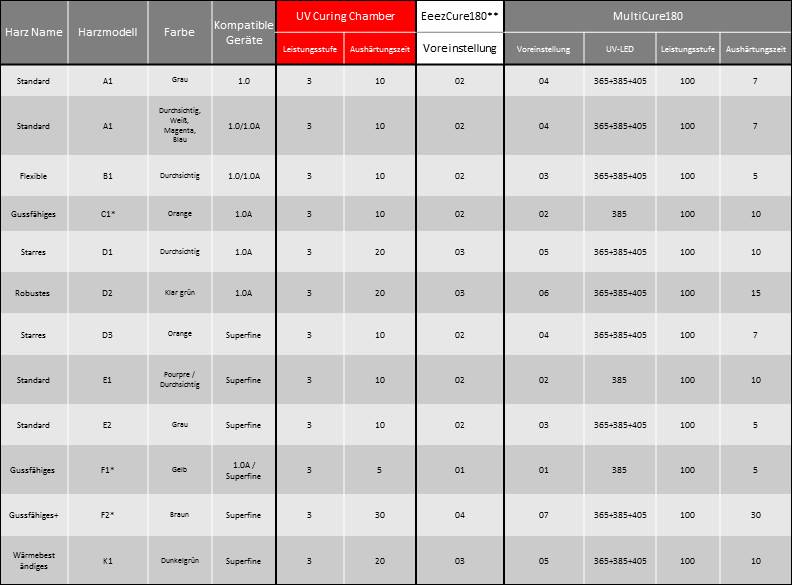
** Aushärtungsparameter sind für EeezCure180 und die UV-Härtekammer gleich. Wechseln Sie bei Verwendung von EeezCure180 einfach zwischen verschiedenen Voreinstellungen, um die vorgeschlagenen Aushärtungseinstellungen anzuwenden.

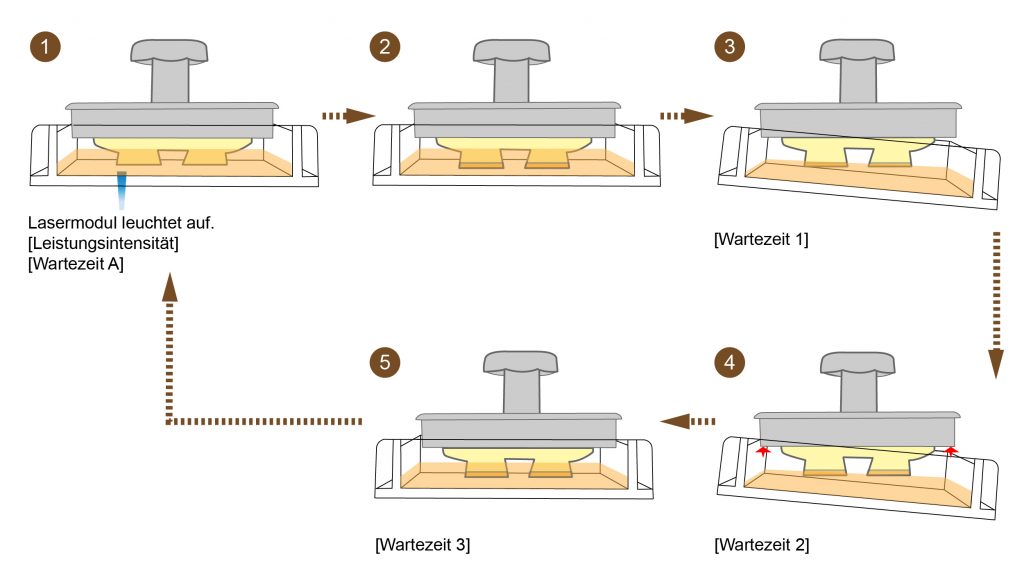
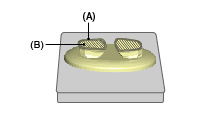 (A) Umrisse
(B) Ausfüllungen
(A) Umrisse
(B) Ausfüllungen