Applicable printer: Nobel Superfine
The dark and opaque color shows the details easily. The material is ideal for general purpose prototyping.
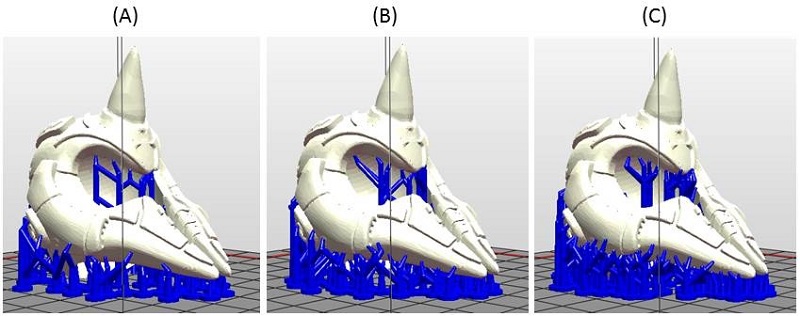
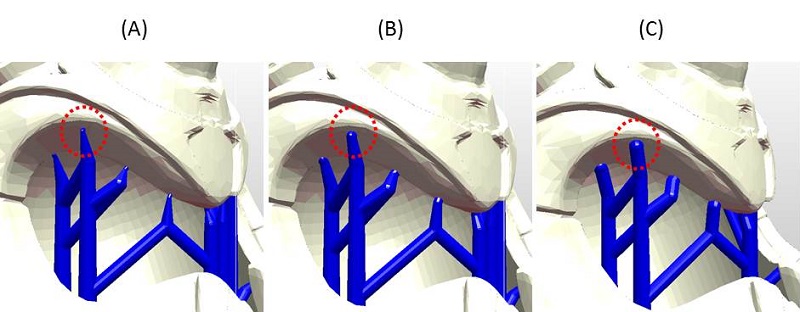
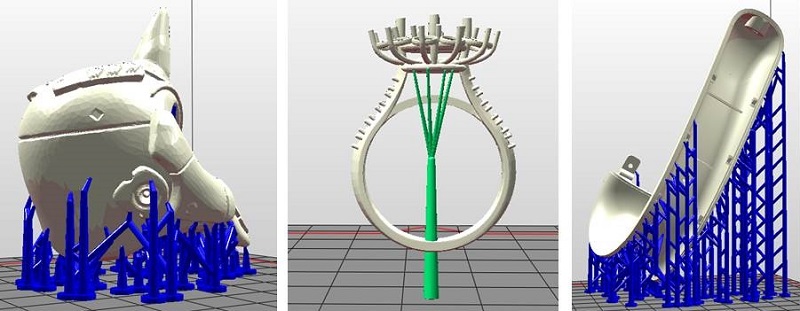
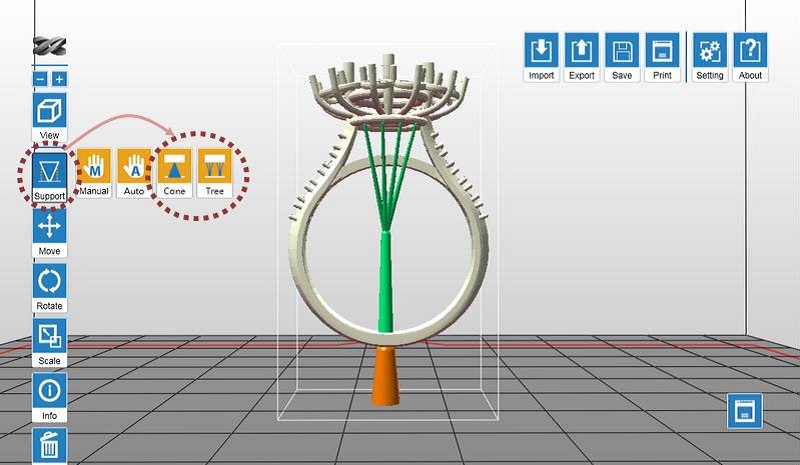
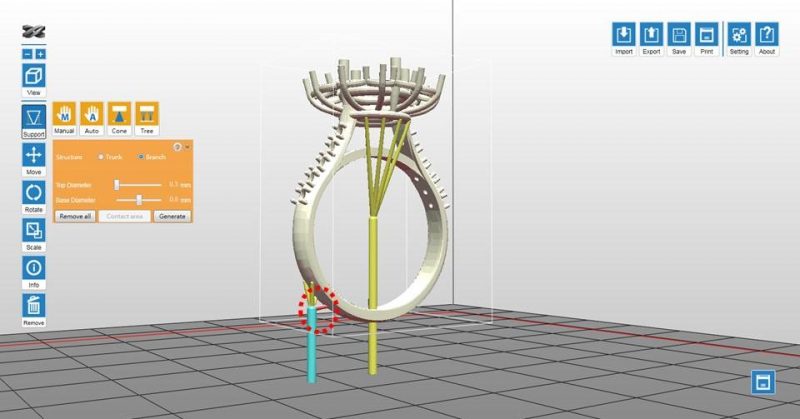
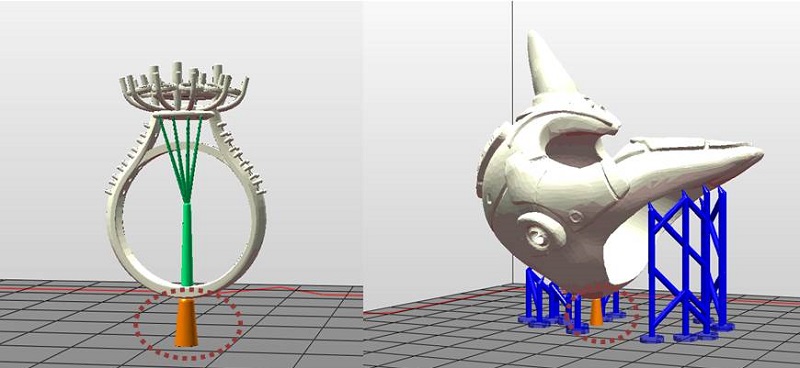
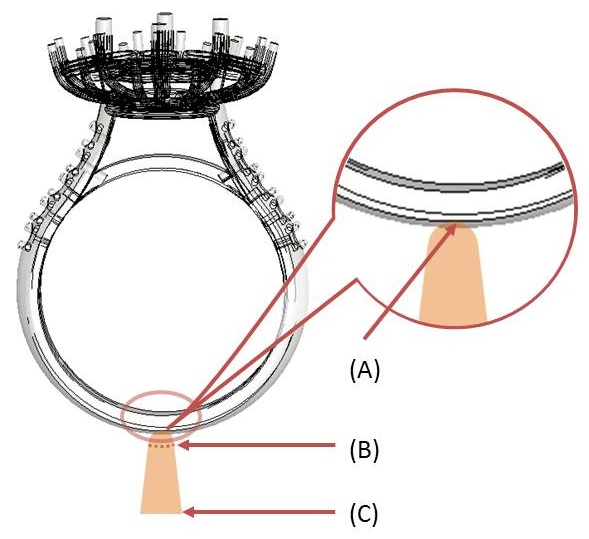
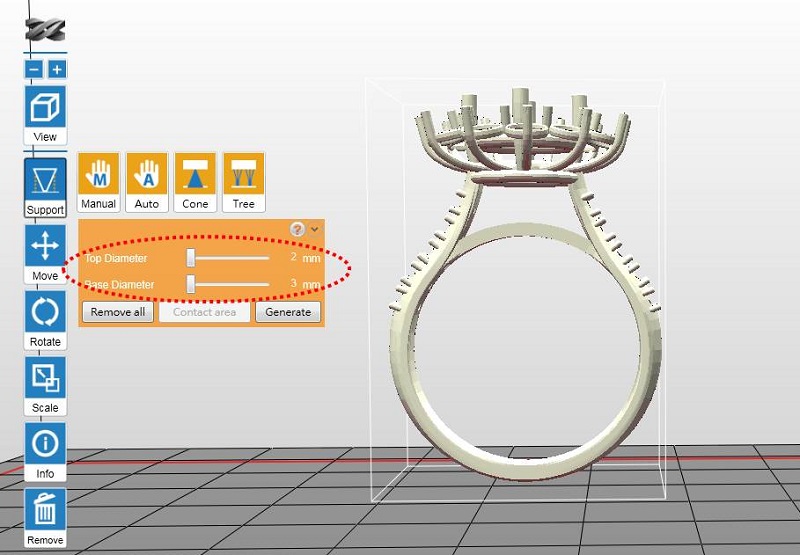
Model Design Tips
For the ideal printing result and the complete output of design details, please follow the design specifications here when designing the models.
Instructions for Use
To ensure the performance of the resin, a homogeneous mixture of the resin is required before starting every print job. Please follow below steps closely before start printing.
Before Installing a New Bottle
Follow below instruction to ensure the color uniformity of the resin material:
Tighten the original cap closely, place the bottle upside down for 5 minutes, and shake the bottles for around 5 minutes.

Before Every Print Job
Stir the resin left in the tank before starting every print.
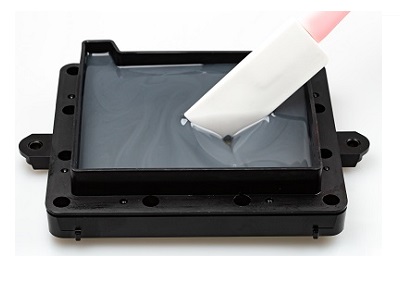
Please note that the surface coating on the bottom of the resin tank may be damaged when contacting with sharp or hard tools. Follow below methods to stir the resin.
Method 1: Stir the resin with a silicon scraper.
Method 2: Wear impervious gloves and stir the resin with fingers.

When the resin is mixed thoroughly, it should look like below image:
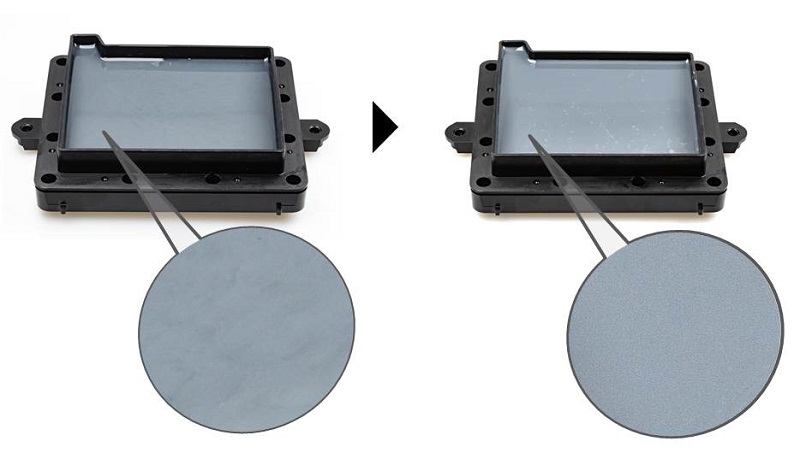
Note » Pay special attention when stirring the resin. Avoid scratching the coating on the bottom of the tank. » Check the resin level in the tank before printing. Fill the resin until the material reaches the "Max" mark on the tank.» If the resin in the bottle has been left used for more than 24 hours, please change to the original cap and overturn the bottle and shake the bottle for approx. 5 minutes respectively before printing.
Preservation of the Uncured Resin
Uncured resin inside of the resin tank should not be exposed to light. If the resin in tank will be left unused for more than 24 hours, store it in a clean container after it is filtered. Avoid sunlight or UV light exposure.

Pour the resin back into the resin tank prior to the next printing.
Note » Opaque polypropylene containers are recommended for storing the resins. » Overturn and shake the container of unused resin for approx. 5 minutes before pouring it back to the tank right before the next print.
Recommendation on Finishing
Please refer to the complete guide here for post-processing.