Author / xyz_md
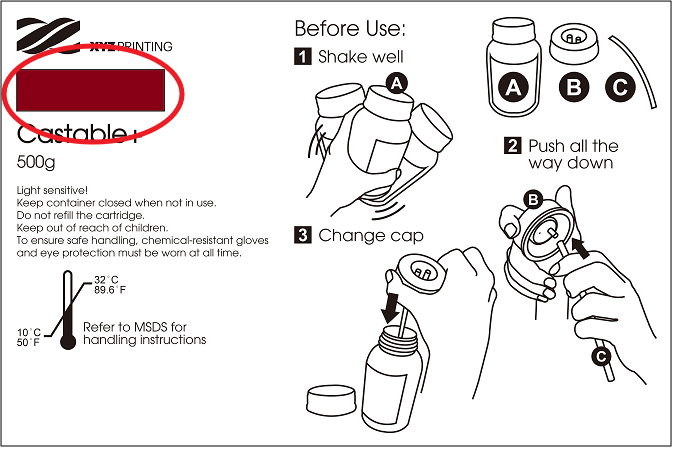
Moldeable+ (F2)
La impresora compatible: Nobel Superfine
La resina Moldeable+, desarrollada mediante una fórmula especial, goza de una combustión muy limpia que no deja residuo, lo que incrementa la eficiencia en el diseño y la creación de joyas. El material capta detalles precisos y superficies lisas, por lo que es ideal para la fabricación de piezas de joyería fina.
Sugerencias de diseño de modelos
Las propiedades de la resina Moldeable+ son similares a las de la cera en cuanto que ambas son estructuralmente blandas y frágiles, y la impresión puede romperse fácilmente debido a la fuerza de tracción durante el proceso de impresión. Por favor, siga estos consejos de diseño para optimizar la impresión.
» Diámetro de orificio ≥0,5mm
» Para ver las especificaciones de otras características, consulte aquí las especificaciones generales de diseño.
Nota » Evite arañar la parte inferior del depósito con cualquier herramienta afilada, ya que el recubrimiento podría dañarse. Un depósito con la superficie dañada puede afectar a la calidad de impresión.
Instrucciones de uso
Para asegurar un buen rendimiento de la resina, se requiere una mezcla homogénea de la resina antes de comenzar cada trabajo de impresión. Por favor, siga los pasos descritos a continuación antes de empezar a imprimir.
Antes de instalar un frasco nuevo
Siga estas instrucciones para garantizar la uniformidad del color del material de resina:
Apriete bien la tapa original, coloque el frasco boca abajo durante 5 minutos y agítelo durante unos 5 minutos.

Antes de cada trabajo de impresión
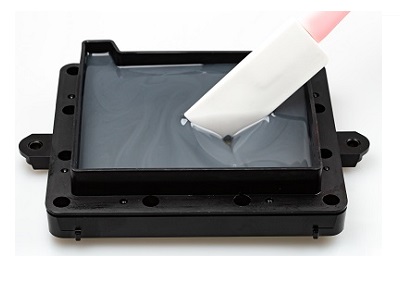
Remueva la resina que queda en el depósito antes de comenzar cada impresión.
Tenga en cuenta que las herramientas afiladas o duras podrían dañar el recubrimiento de la superficie del fondo del depósito de resina.
Compruebe el color de la resina
Compare el color de la resina con el bloque de color de la etiqueta adosada al frasco de resina. Si la resina se ve translúcida o luce un color más claro que el del bloque del color, es posible que los componentes estén distribuidos de forma irregular y que, en estas condiciones, la calidad de la impresión se vea mermada.
Configuración del software
Recomendaciones sobre la configuración de impresión
Como con el uso de la resina para uso general, cuando hay salientes en el modelo o cuando el área de contacto con la plataforma es pequeño, se necesitan estructuras de soporte adicionales para garantizar que el objeto se puede imprimir completamente.
El software de impresión tiene una función de “soporte automático” que se puede utilizar para analizar la estructura del modelo y generar automáticamente estructuras de apuntalamiento. Algunas veces puede que necesite utilizar el modo “manual” para agregar más soportes para garantizar la adhesión del objeto.
Si va a imprimir piezas de joyería, puede que desee usar el soporte cónico de árbol. La estructura cónica se suele colocar en la parte más baja del objeto, y puede dejarse para el moldeo, al igual que las uniones. Los soportes de árbol tienen unas superficies de contacto muy pequeñas con sus objetos. Se trata de una opción ideal para imprimir detalles en los diseños de joyería.
Haga clic aquí para consultar las instrucciones de las funciones de soporte.
Si la impresión no se puede realizar, cambie la posición del objeto y ajuste la configuración del ángulo y de las estructuras de apuntalamiento.
Proceso de desgaste recomendado
Cuando realice la fundición de las copias impresas, puede trabajar basándose en la sugerencia de control de temperatura descrita en el siguiente diagrama para garantizar que la resina se consume por completo y que se obtiene una superficie suave y perfecta del objeto fundido.

Recomendaciones sobre el acabado
Limpieza
El material es blando, por lo que las instrucciones de limpieza son ligeramente diferentes de las de otras resinas. Evite cepillar o frotar los objetos durante la limpieza, ya que causaría arañazos en la superficie de las partes pintadas.
Tras eliminar los objetos impresos de la plataforma, empape los objetos en Eta Cohol (95 % alcohol + 5 % alcohol isopropílico) y aclare durante 2 o 3 minutos. Para el aclarado, puede sujetar los soportes de los objetos con unas pinzas.
Posteriormente, enjuague la resina no curada atrapada entre los detalles delicados de los objetos pulverizando Eta Cohol sobre ellos.

Tras la limpieza, espere a que el líquido sobre la superficie se seque.
Nota » No sumerja el objeto impreso en Eta Cohol durante más de 5 minutos, ya que el líquido podría erosionar la estructura del objeto y dañarlo.
Deje que el alcohol de la superficie se seque al aire
Habrá residuos de alcohol en la superficie del elemento impreso después de lavarlo.
Mantenga el elemento impreso estático después de lavarlo y no realice el fraguado posterior hasta que haya confirmado que el alcohol se ha volatilizado por completo. Después de que el alcohol se haya secado al aire, compruebe con cuidado si queda algún residuo de resina. Asegúrese de quitar la resina que no haya fraguado para evitar que bloquee los detalles de diseño del modelo original.
Nota » Si el fraguado se realiza cuando todavía quedan residuos de alcohol en la superficie del elemento impreso, dicha superficie aparecerá blanca y empañada, lo que posiblemente afecte al resultado de la fundición.
Quitar el soporte
Utilice las herramientas para recortar el soporte en lugar de tirar directamente (si tira, la superficie del elemento se puede dañar fácilmente).
Fraguado posterior
El elemento impreso generado a partir de la resina moldeable se debe fraguar posteriormente mediante luz UV para garantizar la dureza de la fundición a la cera perdida.
Para conseguir las máximas propiedades del material, realice un fraguado posterior con UV en agua de las piezas impresas durante 30 minutos.
Recomendación » Lea los perfiles de curado completos de las resinas de XYZprinting en nuestras unidades de curado.
Conservación de la resina sin fraguar
La resina no curada que hay en el depósito no debe exponerse a la luz. Si la resina del depósito no se va a utilizar en más de 24 horas, fíltrela y guárdela en un recipiente limpio. Evite la exposición a la luz solar o a los rayos UV. Antes de la siguiente impresión, vuelva a verter la resina en el depósito.
Nota » Se recomienda utilizar recipientes de polipropileno opacos para guardar las resinas.
Resina Resistente al Calor (K1)
La impresora compatible: Nobel Superfine
Modelo de resina: K1
Este material es una resina resistente al calor, que aguanta temperaturas de desviación del calor de hasta 140 grados Celsius. Para aplicaciones de joyería, es ideal para imprimir los modelos maestros para hacer moldes de goma. En aplicaciones de ingeniería, es ideal para la producción de moldes temporales.
Sugerencias de diseño de modelos
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican aquí cuando diseñe los modelos.
Recomendaciones sobre el acabado
Consulte aquí la guía completa de postprocesamiento.
General Post Processing
Para lograr el mejor rendimiento de los materiales, siga estos pasos durante el postprocesamiento de impresiones a base de resina.
Recomendaciones sobre el acabado
1. Limpieza
Después de quitar el objeto impreso de la plataforma, límpielo con alcohol etílico con una concentración superior al 95 %.
Risciacquare accuratamente gli oggetti con alcol puro, strofinando delicatamente la superficie.
Nota » No sumerja el elemento impreso en alcohol durante más de 10 minutos, ya que el alcohol erosionará la estructura del elemento y dañará este.
2. Deje que el alcohol de la superficie se seque al aire
Habrá residuos de alcohol en la superficie del elemento impreso después de lavarlo.
Mantenga el elemento impreso estático después de lavarlo y no realice el fraguado posterior hasta que haya confirmado que el alcohol se ha volatilizado por completo. Después de que el alcohol se haya secado al aire, compruebe con cuidado si queda algún residuo de resina. Asegúrese de quitar la resina que no haya fraguado para evitar que bloquee los detalles de diseño del modelo original.
3. Quitar el soporte
Utilice las herramientas para recortar el soporte en lugar de tirar directamente (si tira, la superficie del elemento se puede dañar fácilmente).
4. Fraguado posterior
El objeto impreso generado con la resina se debe fraguar posteriormente mediante luz ultravioleta para garantizar que el material está completamente polimerizado para lograr las mejores propiedades en el mismo.
Haga clic aquí para leer el perfil de curado para la cámara de curado UV de XYZprinting.
Conservación de la resina sin fraguar
La resina sin fraguar dentro del depósito de resina no se debe exponer a la luz. La resina sin fraguar se puede almacenar en un contenedor opaco una vez filtrada. Vuelva a verter la resina en el depósito de resina antes de la siguiente impresión.
Nota » Se recomienda utilizar recipientes de polipropileno opacos para guardar las resinas.
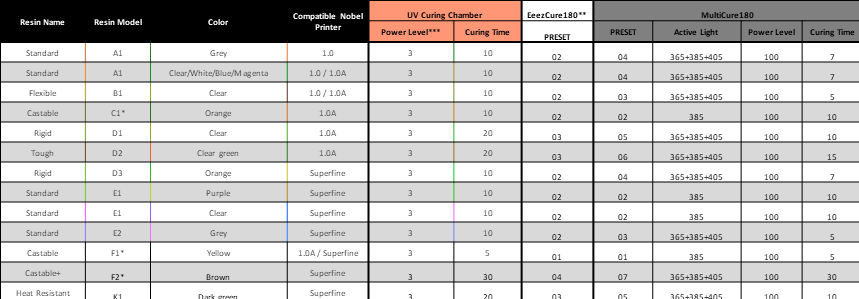
Perfil de curado posterior
Los objetos impresos con resina deben curarse posteriormente para que el material polimerice por completo y lograr sus mejores propiedades. Esto es especialmente importante en el caso de las resinas funcionales, como las resinas de moldeado y las resinas de ingeniería.
Cuando utilice la cámara de curado UV XYZprinting para resinas de XYZprinting, siga este perfil de curado para el postprocesamiento:
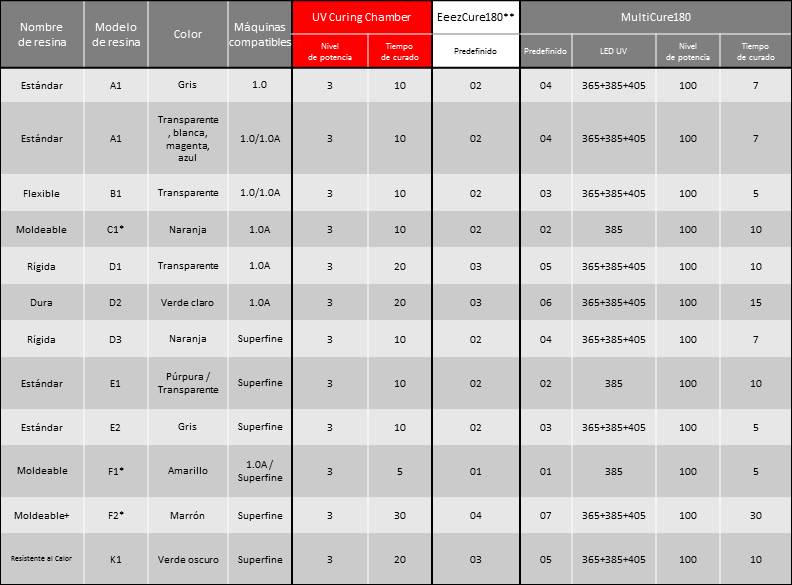
Nota *La resina de moldeado con curado posterior se imprime en agua para obtener el mejor rendimiento.** Los parámetros de curado son los mismos para la EeezCure180 y para la cámara de curado por UV. Cuando use la EeezCure180, basta con alternar entre los diferentes preajustes para aplicar los parámetros de curado sugeridos.
Sugerencias de diseño de modelos
La impresora compatible: Nobel 1.0A
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican a continuación cuando diseñe los modelos.
Grosor de la pared ≥ 0,8mm
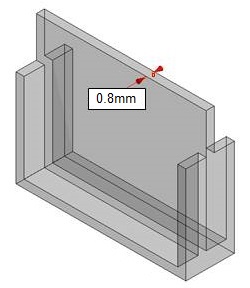
Las paredes cuyo grosor sea inferior al recomendado es posible que se deformen o rompan durante el proceso de pelado.
Ángulo de la parte saliente ≥20°
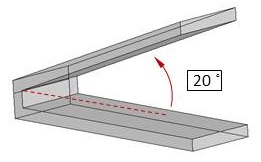
Las estructuras de soporte son necesarias para las partes salientes pronunciadas con un ángulo superior a los límites recomendados. De lo contrario, las partes salientes pueden deformarse o romperse.
Diámetro mínimo de cable vertical ≥0,5mm
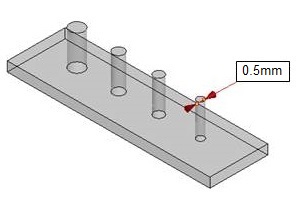
Las redes o cables cuyo grosor sea inferior al recomendado es posible que se rompan o deformen durante el proceso de pelado.
Diámetro de orificio ≥1,5mm
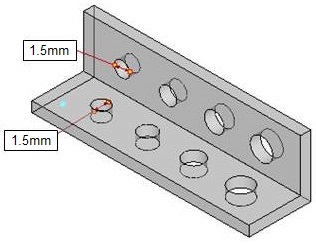
Los orificios cuyo tamaño sea inferior al recomendado pueden retener resina en el objeto o quedar bloqueados durante el proceso de impresión.
Distancia ≥0,4mm
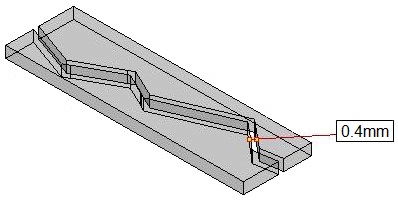
Una distancia menor a la recomendada puede dar lugar a fusión durante el proceso de impresión. Por consiguiente, es posible que las partes movibles no funcionen.
Nota » La recomendación se basa en el resultado de la impresión con una altura de capa de 0,1 mm. » Evite arañar la parte inferior del depósito con cualquier herramienta afilada, ya que el recubrimiento podría dañarse. Un depósito con la superficie dañada puede afectar a la calidad de impresión. » Las especificaciones de algunas características son diferentes para ciertas resinas. Por favor, consulte las especificaciones de diseño en la página wiki de cada resina, si está disponible.
Sugerencias de diseño de modelos
La impresora compatible: Nobel Superfine
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican a continuación cuando diseñe los modelos.
Grosor de la pared ≥ 0,3mm
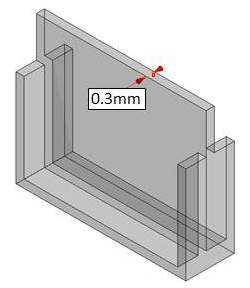
Las paredes cuyo grosor sea inferior al recomendado es posible que se deformen o rompan durante el proceso de pelado.
Ángulo de la parte saliente ≥20°
Las estructuras de soporte son necesarias para las partes salientes pronunciadas con un ángulo superior a los límites recomendados. De lo contrario, las partes salientes pueden deformarse o romperse.
Diámetro mínimo de cable vertical ≥0,3mm
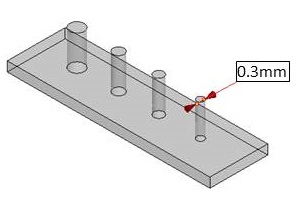
Las redes o cables cuyo grosor sea inferior al recomendado es posible que se rompan o deformen durante el proceso de pelado.
Diámetro de orificio ≥0,5mm
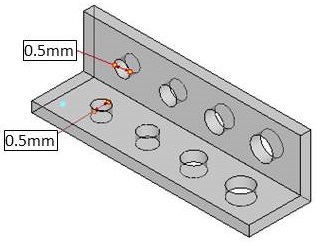
Los orificios cuyo tamaño sea inferior al recomendado pueden retener resina en el objeto o quedar bloqueados durante el proceso de impresión.
Distancia ≥0,3mm
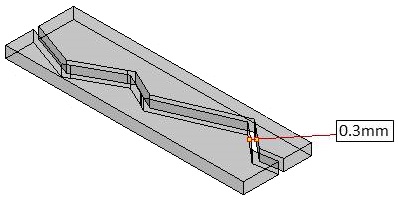
Una distancia menor a la recomendada puede dar lugar a fusión durante el proceso de impresión. Por consiguiente, es posible que las partes movibles no funcionen.
Nota » La recomendación se basa en el resultado de la impresión con una altura de capa de 0,025 mm. » Evite arañar la parte inferior del depósito con cualquier herramienta afilada, ya que el recubrimiento podría dañarse. Un depósito con la superficie dañada puede afectar a la calidad de impresión. » Las especificaciones de algunas características son diferentes para ciertas resinas. Por favor, consulte las especificaciones de diseño en la página wiki de cada resina, si está disponible.
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
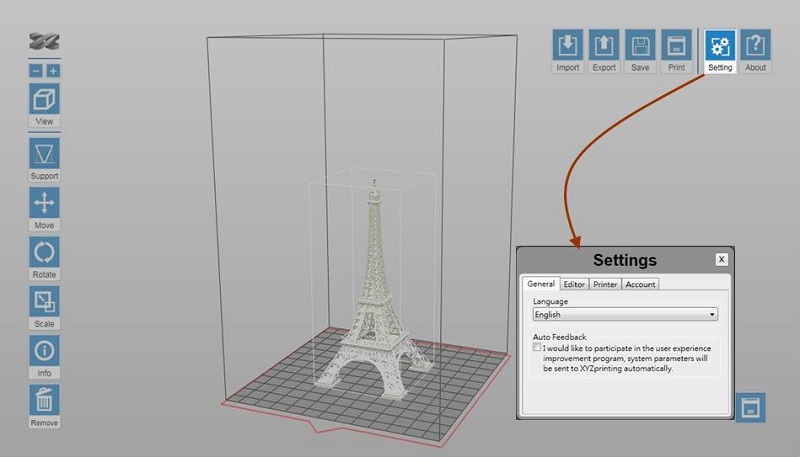
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
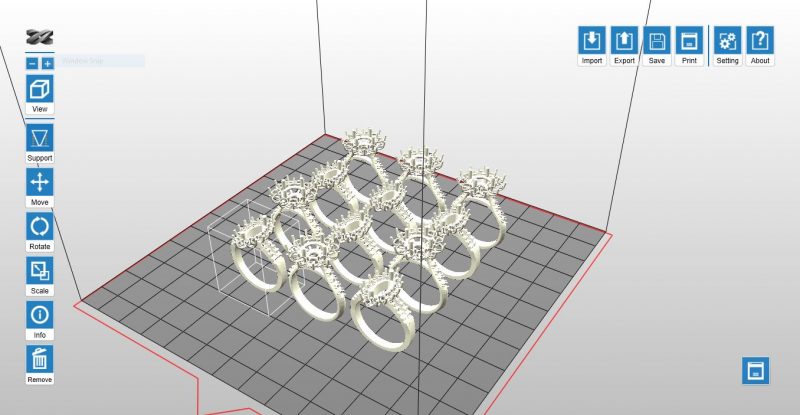
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
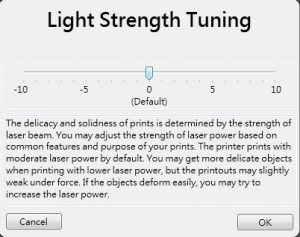
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
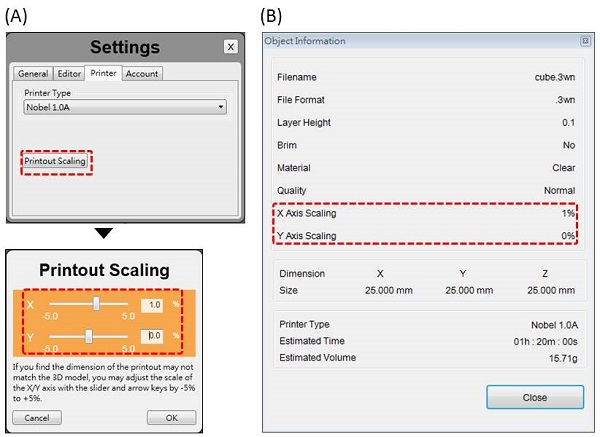
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
Resina Gris (E2)
La impresora compatible: Nobel Superfine
El color oscuro y opaco muestra los detalles fácilmente. El material es ideal para la creación de prototipos genéricos.
Sugerencias de diseño de modelos
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican aquí cuando diseñe los modelos.
Instrucciones de uso
Para asegurar un buen rendimiento de la resina, se requiere una mezcla homogénea de la resina antes de comenzar cada trabajo de impresión. Por favor, siga los pasos descritos a continuación antes de empezar a imprimir.
Antes de instalar un frasco nuevo
Siga estas instrucciones para garantizar la uniformidad del color del material de resina:
Apriete bien la tapa original, coloque el frasco boca abajo durante 5 minutos y agítelo durante unos 5 minutos.
Antes de cada trabajo de impresión
Remueva la resina que queda en el depósito antes de comenzar cada impresión.
Tenga en cuenta que las herramientas afiladas o duras podrían dañar el recubrimiento de la superficie del fondo del depósito de resina.
Método 1: Remover la resina con un raspador de silicona.
Método 2: Usar guantes impermeables y remover la resina con los dedos.

Cuando la resina esté bien mezclada, tendrá el aspecto siguiente:
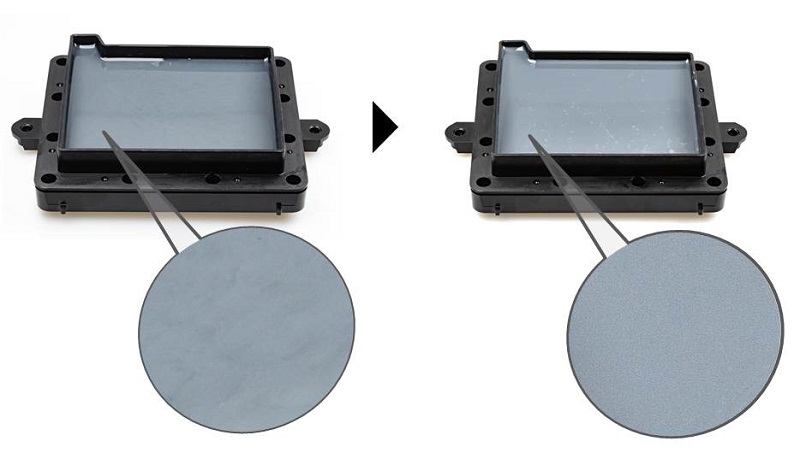
Nota » Preste especial atención al remover la resina. Evite rayar el revestimiento del fondo del depósito. » Compruebe el nivel de resina en el depósito antes de imprimir. Añada más resina hasta que el material alcance la marca "Max" del depósito.» Si hace más de 24 horas que no se ha utilizado la resina del frasco, cambie al tapón original, ponga el frasco boca abajo y agítelo durante unos 5 minutos antes de imprimir.
Conservación de la resina sin fraguar
La resina no curada que hay en el depósito no debe exponerse a la luz. Si la resina del depósito no se va a utilizar en más de 24 horas, fíltrela y guárdela en un recipiente limpio. Evite la exposición a la luz solar o a los rayos UV.

Antes de la siguiente impresión, vuelva a verter la resina en el depósito.
Nota » Se recomienda utilizar recipientes de polipropileno opacos para guardar las resinas. » Antes de verter la resina de nuevo en el depósito justo antes de la siguiente impresión, ponga el recipiente de resina no utilizada boca abajo y agítelo durante unos 5 minutos.
Recomendaciones sobre el acabado
Consulte aquí la guía completa de postprocesamiento.
Modo Manual
Puede construir los soportes desde cero con el modo manual, o utilizarlo para ajustar los soportes generados en el modo automático.
En el modo automático, todos los soportes tienen el mismo tamaño en los puntos de contacto. Sin embargo, puede que deba cambiar el tamaño del contacto en función de las características del objeto.
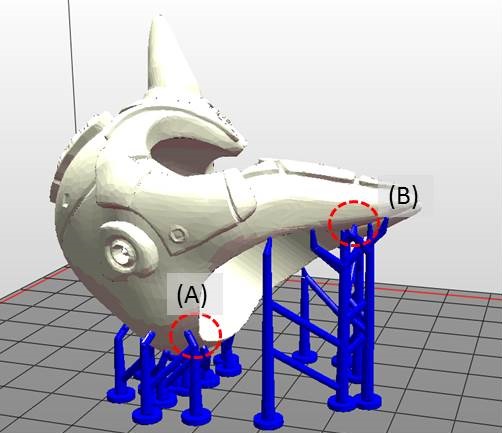
(A) Los objetos pesados necesitarán un área de contacto mayor.
(B) Un contacto más pequeño es suficiente para sostener una estructura más ligera y es más fácil para el postprocesamiento.
Para editar soportes manualmente
Paso 1: Ajuste el tamaño, gire o mueva el objeto tal y como quiera imprimirlo.
Sin embargo, si ya ha generado soportes con el modo automático, solo puede mover el objeto horizontalmente. Si realiza otros ajustes en el objeto, se restablecerán los soportes.
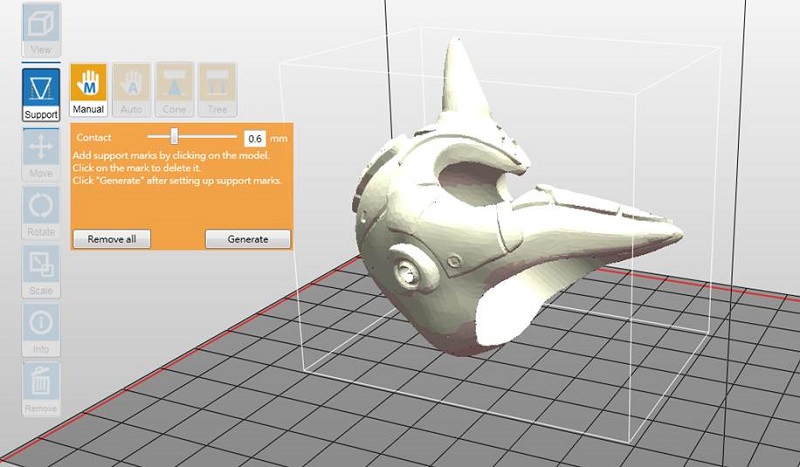
Paso 2: Configure las siguientes opciones según las características de su objeto.
Si los soportes se añadieron en el modo automático, se mostrarán como puntos azules en el modo de edición manual.
Para añadir un soporte, seleccione el tamaño adecuado de punto de contacto y haga clic en el modelo en las partes salientes.
Para eliminar el soporte, haga clic en la marca de soporte (punto azul).
Paso 3: Haga clic en “Generar” para terminar la edición.
Nota » Si hay más de un objeto en la plataforma, deberá seleccionar uno de los modelos antes de abrir las opciones de soporte. » Si se cambia el tamaño del objeto, se gira o se mueve verticalmente, se restablecerá la estructura de soporte. Vuelva a colocar los soportes.