Category / Uncategorized
probasic
EeezCast+
アルコールの風乾作業
洗浄後の造形物表面にはアルコールが残る場合があります。洗浄後、造形物を放置し、アルコールが完全に乾燥するまで、UV硬化を行ってください。
アルコールが乾燥したら、細かい部分にレジンが残っていないかしっかりと確認してください。オブジェクトの細部をふさがないよう、硬化していないレジンを完全に取り除いてください。
ご注意 » 造形物の表面にアルコールが残った状態で硬化を行うと、造形物の形が変わり、型取りに影響する恐れがあります。
サポート材の除去
工具を使用し、サポート材を切断して除去します。直接引っ張ると造形物の表面に破損を生じることがあります。
二次硬化
キャスタブルレジンは、完全的な型取りを確保するため、造形完成後、UV硬化を行うことが必要です。
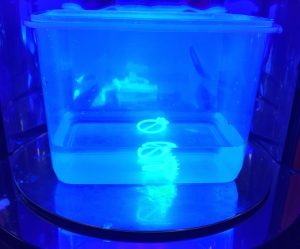
造形物を水の中に入れてから30分間二次硬化を行うと、硬化の効果を向上できます。
参考 »XYZプリンティング二次硬化製品と純正レジンの設定対照表を確認してください。
レジンの保存に関する推奨事項
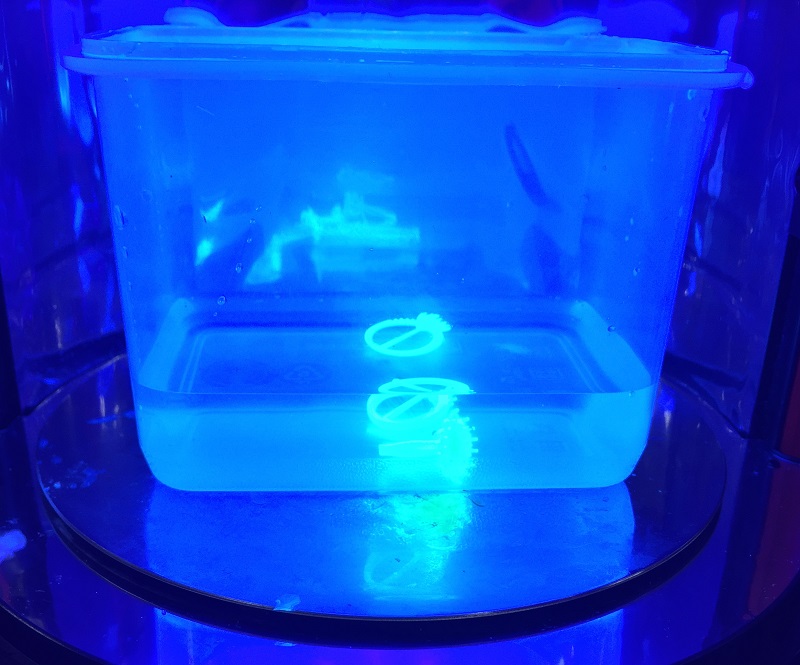
レジンタンク内の未硬化レジンは光を避けて保管してください。レジンタンク内のレジンは24時間以上放置されている場合、ろ過してから光を通さない密封容器に保管することを推奨します。
ご注意 » レジン保管の容器は、光を通さないPP材質の密封容器を推奨します。
EeezCast+
Last updated on October 2nd, 2019 at 05:15 pm
L’imprimante compatible: CastPro100 xP
Modèle de résine: F2
Développée à l’aide d’une formule spéciale, la résine EeezCast+ offre un burn-out très propre sans résidus qui augmente l’efficacité de la conception et de la création de bijoux. Le matériau présente des détails précis et une surface lisse, adaptés à la fabrication de pièces de bijoux fins.
Astuces pour la conception des modèles
Les propriétés de la résine EeezCast+ sont similaires à celles de la cire en ce sens que les deux matériaux sont structurellement mous et friables et que l’impression peut facilement être cassée sous la force de traction exercée lors du processus d’impression. Pour optimiser vos impressions, veuillez suivre les conseils de conception ci-dessous.
» Diamètre d’ouverture ≥0,5mm
» Pour connaître les spécifications des autres caractéristiques, veuillez suivre les spécifications de conception générales ici.
Remarque » Évitez de rayer le fond du réservoir avec un outil tranchant, dans le cas contraire le revêtement pourrait être endommagé. Une surface du réservoir endommagée peut affecter la qualité d'impression.
Mode d’emploi
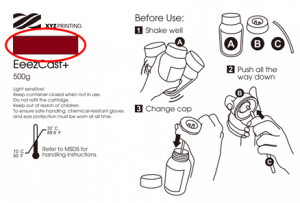
Pour garantir les performances de la résine, un mélange de résine homogène est nécessaire avant de commencer chaque tâche d’impression. Veuillez suivre attentivement les étapes ci-dessous avant de commencer l’impression.
Avant de placer un nouveau flacon
Suivez les instructions ci-dessous pour garantir l’uniformité de la couleur du matériau de résine :
Serrez soigneusement le bouchon d’origine, retournez le flacon pendant 5 minutes, et secouez-le pendant environ 5 minutes.

Avant chaque tâche d’impression
Mélangez la résine qu’il reste dans le réservoir avant de commencer chaque impression.
Veuillez noter que le revêtement de surface au fond du réservoir de résine peut être endommagé s’il entre en contact avec des outils tranchants ou durs. Suivez les méthodes ci-dessous pour mélanger la résine.
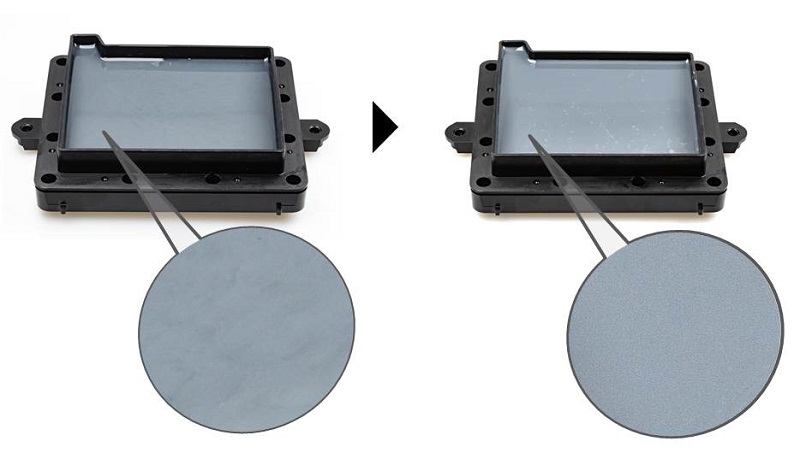
Contrôle de la couleur de la résine
Comparez la couleur de la résine au bloc de couleur de l’étiquette du flacon de résine. Si la couleur de la résine est translucide ou plus claire que la couleur du bloc, cela peut être dû à un mauvais mélange des composants. La qualité de l’impression peut être affectée par l’utilisation d’un matériau mal mélangé.
Paramètres logiciels
Recommandations pour la configuration de l’impression
Comme dans le cas de l’utilisation de la résine à usage général, lorsqu’il y a des surplombs dans le modèle, ou lorsque la surface de contact avec la plate-forme est limitée, des structures de support supplémentaires sont nécessaires pour s’assurer que l’objet puisse être imprimé complètement.
Le logiciel d’impression dispose d’une fonction de « support automatique », qui peut être utilisée pour analyser la structure du modèle et générer automatiquement des structures de renfort. À l’occasion, vous devrez peut-être utiliser le mode « manuel » pour ajouter d’autres supports afin d’assurer l’adhérence de l’objet.
Lors de l’impression de pièces de bijoux, vous pouvez utiliser le support en forme de cône ou d’arbre. La structure conique est généralement ajoutée à la partie inférieure de l’objet et peut être laissée pour le moulage comme pieds de coulée. Trois supports sont reliés à vos objets avec une toute petite surface de contact. Cela est adapté pour maintenir les détails des designs de bijoux.
Si l’impression échoue, veuillez modifier la position de l’objet et ajuster le réglage de l’angle et des structures de renfort.
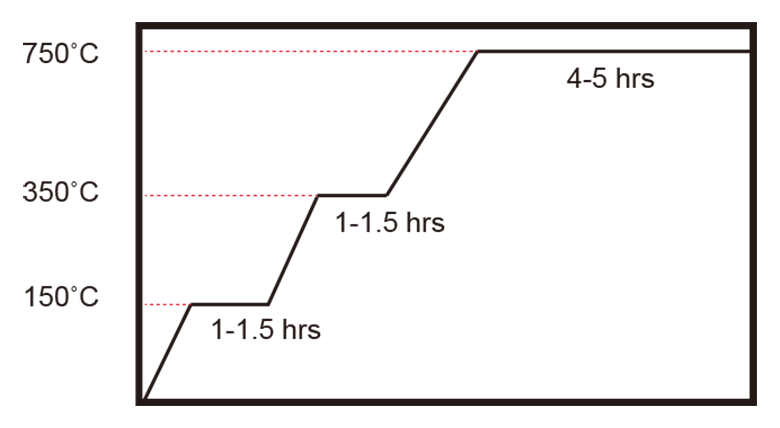
Processus de brûlage recommandé pour la cire perdue
Lors du moulage des impressions, vous pouvez travailler sur la base de la suggestion de contrôle de la température telle que décrite dans le diagramme ci-dessous, afin d’assurer la combustion complète de la résine et une surface lisse et irréprochable de l’objet moulé.
Recommandation pour la finition
Nettoyage
Le matériau étant souple, la méthode de nettoyage suggérée est légèrement différente des instructions concernant les autres résines. Lors du nettoyage, évitez de brosser ou de frotter les objets. Vous risqueriez de rayer la surface des pièces imprimées.
Après avoir retiré les objets imprimés de la plate-forme, trempez-les dans de l’Eta Cohol (95 % d’alcool + 5 % d’IPA (alcool isopropylique)) et rincez-les pendant 2 à 3 minutes. Lors du rinçage, vous pouvez tenir les supports des objets à l’aide de pinces.

Ensuite, ôtez la résine non traitée coincée dans les détails fins des objets en pulvérisant de l’Eta Cohol sur les pièces.
Une fois le nettoyage terminé, attendez que le liquide sèche sur la surface.
Remarque » N'immergez pas l'objet imprimé dans de l'Eta Cohol pendant plus de 5 minutes, sinon, le liquide risque d'éroder la structure de l'objet et de l'endommager.
Séchez à l’air l’alcool à la surface
Il va y avoir des résidus d’alcool sur la surface de l’élément imprimé après lavage.
Veuillez laisser l’élément imprimé immobile après l’avoir lavé et ne pas effectuer de post-durcissement avant de vous être assuré que l’alcool s’est complètement volatilisé. Une fois l’alcool séché à l’air, veuillez vérifier soigneusement s’il n’y a pas de résidus de résine dans les formes. Veuillez vous assurer de retirer la résine non durcie pour l’empêcher d’obstruer les détails de conception du modèle initial.
Remarque » Si le durcissement est effectué alors que des résidus d'alcool sont toujours présents sur la surface de l'objet imprimé, la surface de l'élément imprimé apparaît blanche et brumeuse, affectant éventuellement le résultat du moulage.
Retrait du support
Veuillez utiliser des outils pour couper le support au lieu de tirer directement (le fait de tirer peut facilement endommager la surface de l’élément).
Post-durcissement
L’élément imprimé produit à partir de la résine calcinable doit être post-durci à la lumière UV pour assurer la dureté du moulage à la cire perdue.
Pour obtenir les meilleures propriétés des matériaux, effectuez un post-durcissement UV des parties imprimées dans l’eau pendant 30 minutes.
Recommendation » Consultez les profils de traitement complets des résines XYZprinting sur nos unités de traitement.
Préservation de la résine non durcie
La résine non séchée à l’intérieur du réservoir de résine ne doit pas être exposée à la lumière. Si la résine à l’intérieur du réservoir n’est pas utilisée pendant plus de 24 heures, stockez-la dans un conteneur propre après l’avoir filtrée. Éviter l’exposition à la lumière du soleil et à la lumière UV. Reversez la résine dans le réservoir de résine avant l’impression suivante.
Remarque » Il est recommandé d'utiliser des conteneurs en polypropylène opaque pour stocker les résines.
ProHighTemp
Last updated on November 29th, 2018 at 11:06 am
L’imprimante compatible: PartPro100 xP
Modèle de résine: K1
ProHighTemp est une résine température résistante à la chaleur capable de tolérer une température de fléchissement sous charge pouvant atteindre jusqu’à 140 °C. Pour les applications d’ingénierie, elle est idéale pour produire des moules temporaires.
Astuces pour la conception des modèles
Pour obtenir un résultat d’impression et un rendu des détails de conception optimaux, veuillez vous conformer aux spécifications de conception qui figurent ici au moment de dessiner vos modèles.
Recommandation pour la finition
Veuillez vous reporter au guide complet ici pour le post-traitement.
ProAccure
Last updated on November 29th, 2018 at 11:20 am
L’imprimante compatible: PartPro100 xP
Modèle de résine: D3
ProAccure est un matériau très rigide et résistant à la déformation. Ce matériau est adapté au prototypage d’objets avec des parois fines.
Astuces pour la conception des modèles
Suivez les conseils ci-dessous afin d’optimiser l’impression.
» Diamètre d’ouverture ≥1,0mm
» Pour connaître les spécifications des autres caractéristiques, veuillez suivre les spécifications de conception générales ici.
Recommandation pour la finition
Veuillez vous reporter au guide complet ici pour le post-traitement.
Profil de post-traitement
Last updated on August 7th, 2019 at 04:20 pm
Un objet imprimé en résine doit subir un post-traitement, pour garantir que le matériau est entièrement polymérisé, afin d’en obtenir les meilleures propriétés. Cela est particulièrement important pour les résines fonctionnelles telles que les résines de coulée et les résines techniques.
Si vous utilisez la chambre de traitement UV XYZprinting pour résines XYZprinting, suivez le profil de traitement ci-dessous pour le post-traitement :
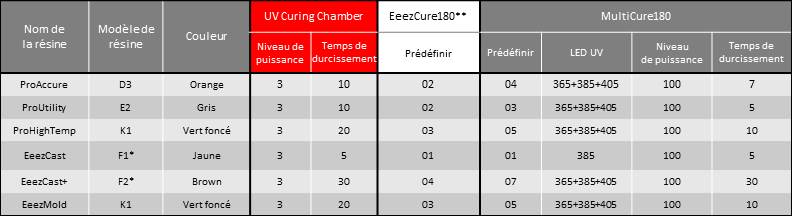
Remarque *Pour obtenir des performances optimales, effectuez le post-traitement des impressions en résine de coulée dans l'eau.
Post-traitement général
Last updated on June 5th, 2019 at 04:51 pm
Pour obtenir les meilleures performances des matériaux, suivez les étapes ci-dessous concernant le post-traitement des impressions à base de résine.
Recommandation pour la finition
1. Nettoyage
Après avoir retiré l’objet imprimé de la plateforme, veuillez la nettoyer avec de l’alcool éthylique d’une concentration supérieure à 95%.
Rincez minutieusement les objets dans de l’alcool pur en frottant doucement la surface.
Remarque » N’immergez pas l'élément imprimé dans l'alcool pendant plus de plus de 10 minutes, sinon l'alcool peut éroder la structure de l'élément et l’endommager.
2. Séchez à l’air l’alcool à la surface
Il va y avoir des résidus d’alcool sur la surface de l’élément imprimé après lavage. Veuillez laisser l’élément imprimé immobile après l’avoir lavé et ne pas effectuer de post-durcissement avant de vous être assuré que l’alcool s’est complètement volatilisé. Une fois l’alcool séché à l’air, veuillez vérifier soigneusement s’il n’y a pas de résidus de résine dans les formes. Veuillez vous assurer de retirer la résine non durcie pour l’empêcher d’obstruer les détails de conception du modèle initial.
3. Retrait du support
Veuillez utiliser des outils pour couper le support au lieu de tirer directement (le fait de tirer peut facilement endommager la surface de l’élément).
4. Post-durcissement
L’objet imprimé produit avec la résine doit être post-durci à la lumière UV pour s’assurer que la matière a complètement polymérisé, afin d’obtenir les meilleures propriétés de la matière.
Cliquez ici pour lire le profil de traitement de la chambre de traitement UV XYZprinting.
Préservation de la résine non durcie
La résine non durcie à l’intérieur du réservoir de résine ne doit pas être exposée à la lumière. La résine non durcie peut être stockée dans un récipient opaque après avoir été filtrée. Versez la résine dans le réservoir de résine avant l’impression suivante.
Remarque » Il est recommandé d'utiliser des conteneurs en polypropylène opaque pour stocker les résines.
ProUtility
Last updated on November 29th, 2018 at 12:40 pm
L’imprimante Compatible: PartPro100 xP
Modèle de résine: E2
ProUtility est une résine grise de résistance modérée. Ce matériau est idéal pour le prototypage général.
Astuces pour la conception des modèles
Pour obtenir un résultat d’impression et un rendu des détails de conception optimaux, veuillez vous conformer aux spécifications de conception qui figurent ici au moment de dessiner vos modèles.
Mode d’emploi
Pour garantir les performances de la résine, un mélange de résine homogène est nécessaire avant de commencer chaque tâche d’impression. Veuillez suivre attentivement les étapes ci-dessous avant de commencer l’impression.
Avant de placer un nouveau flacon
Suivez les instructions ci-dessous pour garantir l’uniformité de la couleur du matériau de résine :
Serrez soigneusement le bouchon d’origine, retournez le flacon pendant 5 minutes, et secouez-le pendant environ 5 minutes.

Avant chaque tâche d’impression
Mélangez la résine qu’il reste dans le réservoir avant de commencer chaque impression.
Veuillez noter que le revêtement de surface au fond du réservoir de résine peut être endommagé s’il entre en contact avec des outils tranchants ou durs. Suivez les méthodes ci-dessous pour mélanger la résine.
Méthode 1 : Mélangez la résine avec un grattoir en silicone.
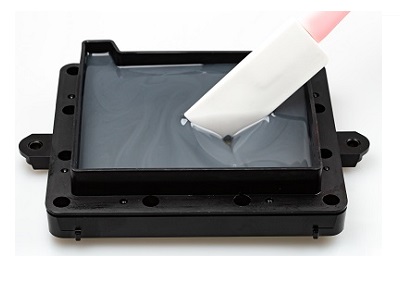
Méthode 2 : Enfilez des gants imperméables et mélangez la résine avec les doigts.

Quand la résine est bien mélangée, elle doit ressembler à la photo ci-dessous :
Remarque » Faites particulièrement attention lorsque vous mélangez la résine. Évitez de gratter le revêtement au fond du réservoir. » Vérifiez le niveau de résine dans le réservoir avant d'imprimer. Faites l'appoint de résine jusqu'à ce que le matériau atteigne le repère « Max » sur le réservoir.» Si de la résine est restée inutilisée dans le flacon pendant plus de 24 heures, veuillez remplacer le bouchon d'origine et retourner le flacon et le secouer pendant environ 5 minutes, respectivement, avant d'imprimer.
Préservation de la résine non durcie
La résine non séchée à l’intérieur du réservoir de résine ne doit pas être exposée à la lumière. Si la résine à l’intérieur du réservoir n’est pas utilisée pendant plus de 24 heures, stockez-la dans un conteneur propre après l’avoir filtrée. Éviter l’exposition à la lumière du soleil et à la lumière UV. Reversez la résine dans le réservoir de résine avant l’impression suivante.

Pour the resin back into the resin tank prior to the next printing.
Remarque » Il est recommandé d'utiliser des conteneurs en polypropylène opaque pour stocker les résines. » Retournez et secouez le conteneur de résine non utilisée pendant environ 5 minutes avant de la reverser dans le réservoir juste avant l'impression suivante.
Recommandation pour la finition
Veuillez vous reporter au guide complet ici pour le post-traitement.
EeezMold
Last updated on November 29th, 2018 at 11:08 am
L’imprimante compatible: CastPro100 xP
Modèle de résine: K1
EeezMold est une résine résistante à la chaleur capable de tolérer une température de fléchissement sous charge pouvant atteindre jusqu’à 140 °C. Pour les applications de bijouterie, elle est idéale pour imprimer les modèles maîtres pour réaliser des moules en caoutchouc.
Astuces pour la conception des modèles
Pour obtenir un résultat d’impression et un rendu des détails de conception optimaux, veuillez vous conformer aux spécifications de conception qui figurent ici au moment de dessiner vos modèles.
Recommandation pour la finition
Veuillez vous reporter au guide complet ici pour le post-traitement.