Last updated on October 2nd, 2019 at 05:15 pm
L’imprimante compatible: CastPro100 xP
Modèle de résine: F2
Développée à l’aide d’une formule spéciale, la résine EeezCast+ offre un burn-out très propre sans résidus qui augmente l’efficacité de la conception et de la création de bijoux. Le matériau présente des détails précis et une surface lisse, adaptés à la fabrication de pièces de bijoux fins.
Astuces pour la conception des modèles
Les propriétés de la résine EeezCast+ sont similaires à celles de la cire en ce sens que les deux matériaux sont structurellement mous et friables et que l’impression peut facilement être cassée sous la force de traction exercée lors du processus d’impression. Pour optimiser vos impressions, veuillez suivre les conseils de conception ci-dessous.
» Diamètre d’ouverture ≥0,5mm
» Pour connaître les spécifications des autres caractéristiques, veuillez suivre les spécifications de conception générales ici.
Remarque » Évitez de rayer le fond du réservoir avec un outil tranchant, dans le cas contraire le revêtement pourrait être endommagé. Une surface du réservoir endommagée peut affecter la qualité d'impression.
Mode d’emploi
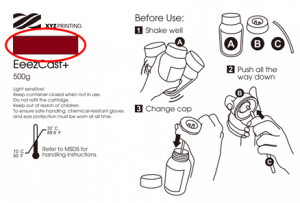
Pour garantir les performances de la résine, un mélange de résine homogène est nécessaire avant de commencer chaque tâche d’impression. Veuillez suivre attentivement les étapes ci-dessous avant de commencer l’impression.
Avant de placer un nouveau flacon
Suivez les instructions ci-dessous pour garantir l’uniformité de la couleur du matériau de résine :
Serrez soigneusement le bouchon d’origine, retournez le flacon pendant 5 minutes, et secouez-le pendant environ 5 minutes.

Avant chaque tâche d’impression
Mélangez la résine qu’il reste dans le réservoir avant de commencer chaque impression.
Veuillez noter que le revêtement de surface au fond du réservoir de résine peut être endommagé s’il entre en contact avec des outils tranchants ou durs. Suivez les méthodes ci-dessous pour mélanger la résine.
Contrôle de la couleur de la résine
Comparez la couleur de la résine au bloc de couleur de l’étiquette du flacon de résine. Si la couleur de la résine est translucide ou plus claire que la couleur du bloc, cela peut être dû à un mauvais mélange des composants. La qualité de l’impression peut être affectée par l’utilisation d’un matériau mal mélangé.
Paramètres logiciels
Recommandations pour la configuration de l’impression
Comme dans le cas de l’utilisation de la résine à usage général, lorsqu’il y a des surplombs dans le modèle, ou lorsque la surface de contact avec la plate-forme est limitée, des structures de support supplémentaires sont nécessaires pour s’assurer que l’objet puisse être imprimé complètement.
Le logiciel d’impression dispose d’une fonction de « support automatique », qui peut être utilisée pour analyser la structure du modèle et générer automatiquement des structures de renfort. À l’occasion, vous devrez peut-être utiliser le mode « manuel » pour ajouter d’autres supports afin d’assurer l’adhérence de l’objet.
Lors de l’impression de pièces de bijoux, vous pouvez utiliser le support en forme de cône ou d’arbre. La structure conique est généralement ajoutée à la partie inférieure de l’objet et peut être laissée pour le moulage comme pieds de coulée. Trois supports sont reliés à vos objets avec une toute petite surface de contact. Cela est adapté pour maintenir les détails des designs de bijoux.
Si l’impression échoue, veuillez modifier la position de l’objet et ajuster le réglage de l’angle et des structures de renfort.
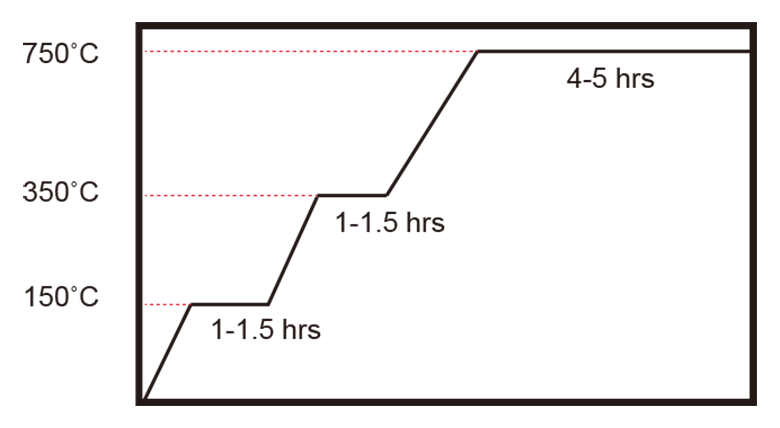
Processus de brûlage recommandé pour la cire perdue
Lors du moulage des impressions, vous pouvez travailler sur la base de la suggestion de contrôle de la température telle que décrite dans le diagramme ci-dessous, afin d’assurer la combustion complète de la résine et une surface lisse et irréprochable de l’objet moulé.
Recommandation pour la finition
Nettoyage
Le matériau étant souple, la méthode de nettoyage suggérée est légèrement différente des instructions concernant les autres résines. Lors du nettoyage, évitez de brosser ou de frotter les objets. Vous risqueriez de rayer la surface des pièces imprimées.
Après avoir retiré les objets imprimés de la plate-forme, trempez-les dans de l’Eta Cohol (95 % d’alcool + 5 % d’IPA (alcool isopropylique)) et rincez-les pendant 2 à 3 minutes. Lors du rinçage, vous pouvez tenir les supports des objets à l’aide de pinces.

Ensuite, ôtez la résine non traitée coincée dans les détails fins des objets en pulvérisant de l’Eta Cohol sur les pièces.
Une fois le nettoyage terminé, attendez que le liquide sèche sur la surface.
Remarque » N'immergez pas l'objet imprimé dans de l'Eta Cohol pendant plus de 5 minutes, sinon, le liquide risque d'éroder la structure de l'objet et de l'endommager.
Séchez à l’air l’alcool à la surface
Il va y avoir des résidus d’alcool sur la surface de l’élément imprimé après lavage.
Veuillez laisser l’élément imprimé immobile après l’avoir lavé et ne pas effectuer de post-durcissement avant de vous être assuré que l’alcool s’est complètement volatilisé. Une fois l’alcool séché à l’air, veuillez vérifier soigneusement s’il n’y a pas de résidus de résine dans les formes. Veuillez vous assurer de retirer la résine non durcie pour l’empêcher d’obstruer les détails de conception du modèle initial.
Remarque » Si le durcissement est effectué alors que des résidus d'alcool sont toujours présents sur la surface de l'objet imprimé, la surface de l'élément imprimé apparaît blanche et brumeuse, affectant éventuellement le résultat du moulage.
Retrait du support
Veuillez utiliser des outils pour couper le support au lieu de tirer directement (le fait de tirer peut facilement endommager la surface de l’élément).
Post-durcissement
L’élément imprimé produit à partir de la résine calcinable doit être post-durci à la lumière UV pour assurer la dureté du moulage à la cire perdue.
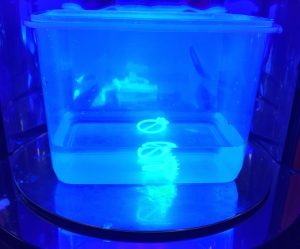
Pour obtenir les meilleures propriétés des matériaux, effectuez un post-durcissement UV des parties imprimées dans l’eau pendant 30 minutes.
Recommendation » Consultez les profils de traitement complets des résines XYZprinting sur nos unités de traitement.
Préservation de la résine non durcie
La résine non séchée à l’intérieur du réservoir de résine ne doit pas être exposée à la lumière. Si la résine à l’intérieur du réservoir n’est pas utilisée pendant plus de 24 heures, stockez-la dans un conteneur propre après l’avoir filtrée. Éviter l’exposition à la lumière du soleil et à la lumière UV. Reversez la résine dans le réservoir de résine avant l’impression suivante.
Remarque » Il est recommandé d'utiliser des conteneurs en polypropylène opaque pour stocker les résines.
