Last updated on June 5th, 2019 at 05:04 pm
Per ottenere il risultato di stampa ottimale e la riproduzione completa di tutti i dettagli del progetto, si prega di seguire, per la progettazione dei modelli, le istruzioni fornite qui di seguito.
Spessore parete ≥ 0,3mm
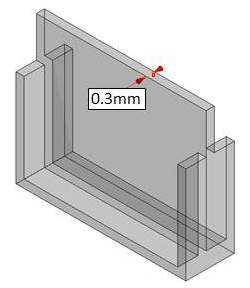
Pareti più sottili del valore raccomandato potrebbero deformarsi o spezzarsi durante il processo di distacco.
Angolo parti sporgenti ≥20°
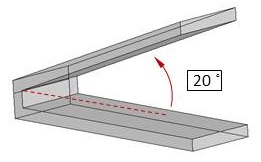
Per le strutture sporgenti con un angolo di inclinazione superiore ai limiti raccomandati sono necessarie strutture di supporto. In caso contrario la struttura sporgente potrebbe deformarsi o spezzarsi.
Diametro minimo filo verticale ≥0,3mm
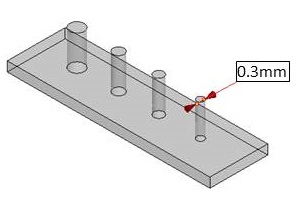
Reti o fili più sottili del valore raccomandato potrebbero deformarsi o spezzarsi durante il processo di distacco.
Diametro foro ≥0,5mm
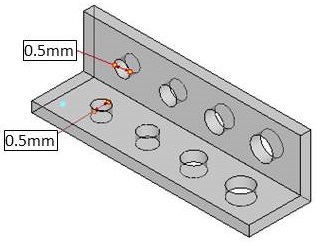
Fori più piccoli di quanto raccomandato potrebbero trattenere resina nell’oggetto o chiudersi durante la stampa.
Spazio vuoto ≥0,3mm
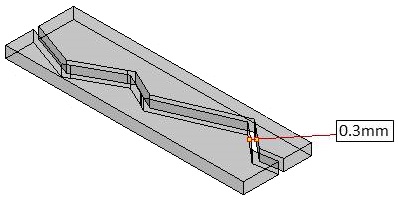
Spazi vuoti di dimensioni inferiori al valore raccomandato potrebbero fondere e chiudersi durante la stampa. In tal modo le parti mobili potrebbero non funzionare.
Nota » La raccomandazione si basa sul risultato di stampa con altezza strato di 0,025 mm. » Evitare di graffiare il fondo del serbatoio con uno strumento appuntito. Il rivestimento potrebbe danneggiarsi. La superficie del serbatoio danneggiata può influire sulla qualità di stampa. » Le specifiche per alcune funzionalità sono differenti per determinate resine. Seguire anche le specifiche di design nella pagina wiki per ciascuna resina, se disponibili.
