Category / Uncategorized
probasic
EeezCast+
アルコールの風乾作業
洗浄後の造形物表面にはアルコールが残る場合があります。洗浄後、造形物を放置し、アルコールが完全に乾燥するまで、UV硬化を行ってください。
アルコールが乾燥したら、細かい部分にレジンが残っていないかしっかりと確認してください。オブジェクトの細部をふさがないよう、硬化していないレジンを完全に取り除いてください。
ご注意 » 造形物の表面にアルコールが残った状態で硬化を行うと、造形物の形が変わり、型取りに影響する恐れがあります。
サポート材の除去
工具を使用し、サポート材を切断して除去します。直接引っ張ると造形物の表面に破損を生じることがあります。
二次硬化
キャスタブルレジンは、完全的な型取りを確保するため、造形完成後、UV硬化を行うことが必要です。
造形物を水の中に入れてから30分間二次硬化を行うと、硬化の効果を向上できます。
参考 »XYZプリンティング二次硬化製品と純正レジンの設定対照表を確認してください。
レジンの保存に関する推奨事項
レジンタンク内の未硬化レジンは光を避けて保管してください。レジンタンク内のレジンは24時間以上放置されている場合、ろ過してから光を通さない密封容器に保管することを推奨します。
ご注意 » レジン保管の容器は、光を通さないPP材質の密封容器を推奨します。
EeezCast+
Last updated on October 2nd, 2019 at 05:15 pm
适用机种:CastPro100 xP
树脂型号:F2
EeezCast+ 树脂采用特殊配方,脱蜡过程不留灰烬,能使珠宝设计与创作更有效率。本材料可精确展现设计细节、成品表面光滑,适合用于印制贵珠宝设计品。
物件设计建议
EeezCast+ 树脂性质似蜡、结构较软脆,在打印的过程中特别容易受到分层的拉扯而断裂。为达最佳打印效果,建议考虑以下设计原则:
» 开孔尺寸 ≥0.5mm
» 其余结构之设计建议请参考这篇文章
注意 » 树脂槽受损或白化将会影响打印质量。
使用注意事项
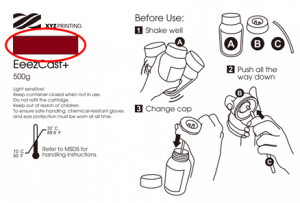
为确保本材料之均匀性与稳定性,每次打印前需将树脂搅拌均匀,请务必按照以下说明摇匀树脂。
安装树脂罐前步骤
请按照以下说明摇匀树脂,以确保色料均匀分布:
转紧原装瓶盖,将树脂罐倒置 5 分钟,接着摇晃树脂罐 5 分钟。

打印前步骤
每次打印前,请将树脂槽内之树脂搅拌均匀。
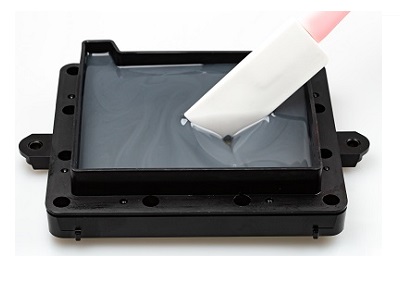
请避免以尖锐物或硬物搅拌树脂,以免划伤树脂槽底部涂层。请按照以下说明搅拌树脂。
檢查樹脂顏色
比對樹脂罐標籤上之色塊與您的樹脂的顏色,如果您的樹脂呈半透明色或看起來比標籤上的色塊淺,可能是因為樹脂的成分分佈不均勻。使用未攪拌均勻之材料列印,可能會影響列印品質。
軟體設定
列印設定建議
如同使用一般樹脂列印,圖檔具有懸空結構,或是與平臺接觸面積小時,需要增加支撐結構,確保物件能完整列印。
打印软件具备「自动支撑」功能,能分析物件结构,自动生成支撑结构。有时候您可能会需要使用「手动」模式增加支撑,让模型的所有结构都能完整成型。
打印珠宝饰品时,可善加利用锥形与树形支撑。您可以在物件最底部加上锥型支撑,翻模时保留锥形支撑,可做为材料的浇铸口。
树形支撑连接物件的接触面积较小,可用于支撑珠宝饰品的悬空细节处。
如果遇到打印失败的情形,请移动摆放位置、调整角度与支撑结构的设定。
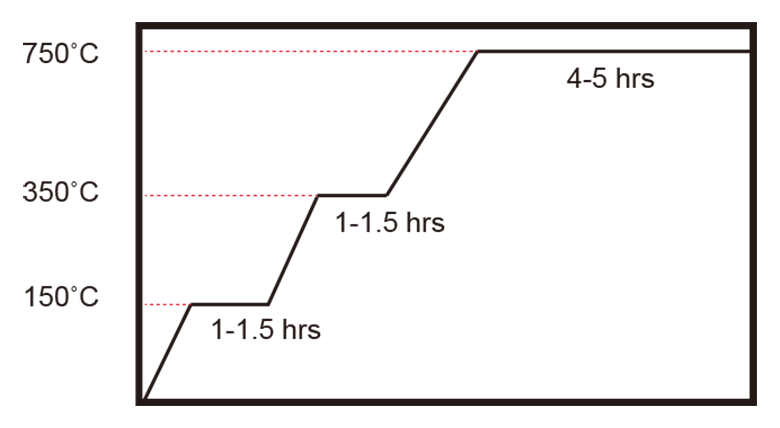
脱蜡过程温度控制
使用本材料进行浇铸时,可依照下图的温度控制建议操作,使树脂确实脱蜡,确保翻模品表面光滑无瑕。
后处理建议
清洗
此材料性质柔软,清洗建议与其他材料有些许不同。清洗时请避免刷洗或搓洗对象表面,以避免刮伤对象表面。
从平台取下打印品后,将打印品浸泡于酒精 (95%酒精混合5%异丙醇IPA) 5分钟,再冲洗2~3分钟;冲洗对象时可用镊子夹住物件的支撑处。

接着在物件上喷洒酒精,将细节内滞留的液体树脂洗干净。
洗除树脂后,请等待物件表面之液体风干。
说明 » 请勿将打印品置于清洗剂中超过 5 分钟;清洗剂可能会侵蚀打印品表面、造成对象损坏。
风干物件表面的酒精
清洗后的打印品表面会有酒精残留,请静置清洗后的打印品,确认酒精完全挥发再进行后固化。酒精风干后,请仔细检视细小结构中是否残留树脂;请务必清除未固化的树脂,以免堵塞原始对象的设计细节。
注意 » 在打印品表面仍有酒精残留的状态下就进行后固化,对象表面将呈白雾状,可能会影响翻模结果。
清除支撑
请使用工具剪除支撑,直接拉扯将造成打印品表面破损。
后固化
本材料打印品必须经过UV后固化程序增加硬度,才能完整翻模。
将打印物件泡水后固化 30 分钟,即可使树脂成份完全反应。
参考 » 查看 XYZprinting 后固化设备搭配原厂树脂材料之固化设定。
树脂槽中之树脂保存方式
树脂槽中未固化的树脂应避免光线照射。树脂槽中之树脂如将闲置 24 小时以上,请使用滤网过滤后倒入不透光的容器内保存,下次打印前再倒回树脂槽中使用。
說明 » 建议使用不透光之 PP 材质容器保存树脂。
ProHighTemp
ProAccure
后固化设定
Last updated on August 7th, 2019 at 04:20 pm
树脂材料打印品需以 UV 光进行后固化,将确保树脂成份完全固化,使此材料展现应有的机械性质。此后处理制程对于功能性树脂特别重要,尤其是失蜡铸造用树脂与工程用途树脂。
使用 XYZprinting Post 光固机后固化 XYZprinting 原厂树脂时,请参照以下固化设定:

注意 *建议将脱腊铸造用树脂泡水照射 UV 光,效果更佳。**EeezCure180与Post 光固机之固化设定值相同,使用EeezCure180时直接切换快速设定即可套用适用的固化设定值。
打印后处理
Last updated on June 5th, 2019 at 04:51 pm
打印完成后,请按照以下步骤处理打印品,以确保打印品表面无树脂残留,并达到最佳功能特性。
后处理建议
1. 清洗
打印完成后取下打印品,并以浓度95%以上干净的酒精洗去表面未固化的树脂。清洗过程中可以软毛刷刷洗对象表面,可确实洗去树脂。
注意 » 避免将打印品浸泡在酒精中超过10分钟,以免酒精侵蚀构而造成打印品损坏。
2. 风干物体表面的酒精
清洗后的打印品表面会有酒精残留,请静置清洗后的打印品,确认酒精完全挥发再进行后固化。酒精风干后,请仔细检视细小结构中是否残留树脂;请务必清除未固化的树脂,以免堵塞原始文件的设计细节。
3. 清除支撑
请使用工具剪除支撑,直接拉扯将造成打印品表面破损。
4. 后固化
树脂材料打印品需以 UV 光进行后固化,将确保树脂成份完全固化,使此材料展现应有的机械性质。
使用 XYZprinting Post 光固机时,请参照此固化设定。
树脂保存建议
树脂槽中未固化的树脂应避免光线照射,可使用滤网过滤后倒入不透光的容器内保存,下次打印前再倒回树脂槽中使用。
注意 » 建议使用不透光之 PP 材质容器保存树脂。
ProUtility
Last updated on November 29th, 2018 at 12:40 pm
适用机型:PartPro100 xP
树脂型号:E2
ProUtility 是灰色的树脂材料,具适中韧性,可应用于一般打样用途。
物件设计建议
为达最佳打印效果,设计文件时请参酌此处之文件设计原则。
使用注意事项
为确保本材料之均匀性与稳定性,每次打印前需将树脂搅拌均匀,请务必按照以下说明摇匀树脂。
安装树脂罐前步骤
请按照以下说明摇匀树脂,以确保色料均匀分布:
转紧原装瓶盖,将树脂罐倒置 5 分钟,接着摇晃树脂罐 5 分钟。

打印前步骤
每次打印前,请将树脂槽内之树脂搅拌均匀。
请避免以尖锐物或硬物搅拌树脂,以免划伤树脂槽底部涂层。请按照以下说明搅拌树脂。
方法 1:以硅胶刮刀搅拌
方法 2:戴防渗手套,以手指搅拌

搅拌均匀之树脂将呈现下图之状态:
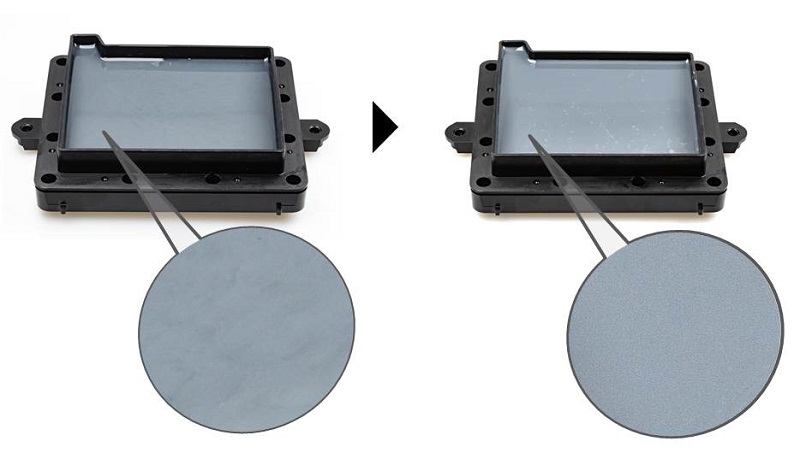
注意 » 请避免用力搅拌树脂,以免划伤树脂槽底部涂层。 » 打印前请先检查树脂槽中之树脂残量,请先将树脂补满再开始打印 (请注料至 Max 线之高度)。» 树脂罐内的树脂如已超过 24 小时未使用,请换回原装瓶盖、将树脂罐倒置 5 分钟、摇晃 5 分钟,再继续打印。
树脂槽中之树脂保存方式
树脂槽中未固化的树脂应避免光线照射。树脂槽中之树脂如将闲置 24 小时以上,请使用滤网过滤后倒入不透光的容器内保存,下次打印前再倒回树脂槽中使用。

注意 » 建议使用不透光之 PP 材质容器保存树脂。 » 将树脂倒回树脂槽前,请先将保存树脂的容器倒置并摇晃各 5 分钟。
后处理建议
完整后处理流程请参照此篇说明。