La impresora compatible: Nobel 1.0A
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican a continuación cuando diseñe los modelos.
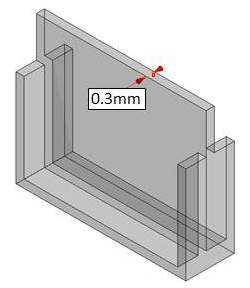
Grosor de la pared ≥ 0,8mm
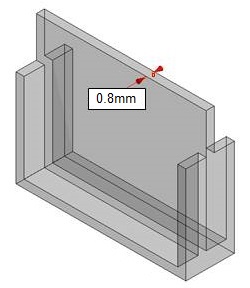
Las paredes cuyo grosor sea inferior al recomendado es posible que se deformen o rompan durante el proceso de pelado.
Ángulo de la parte saliente ≥20°
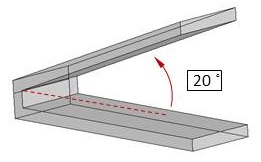
Las estructuras de soporte son necesarias para las partes salientes pronunciadas con un ángulo superior a los límites recomendados. De lo contrario, las partes salientes pueden deformarse o romperse.
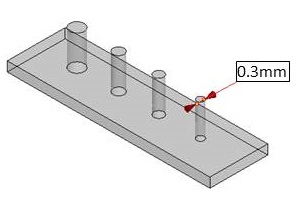
Diámetro mínimo de cable vertical ≥0,5mm
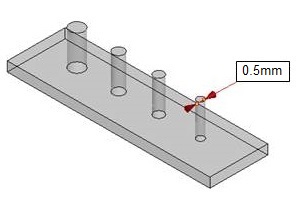
Las redes o cables cuyo grosor sea inferior al recomendado es posible que se rompan o deformen durante el proceso de pelado.
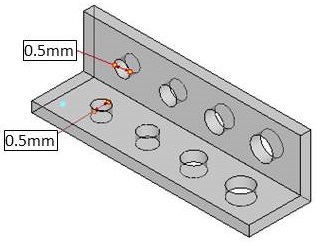
Diámetro de orificio ≥1,5mm
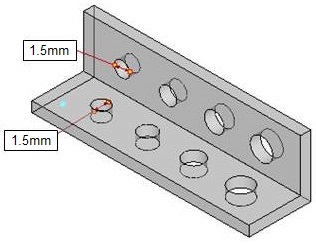
Los orificios cuyo tamaño sea inferior al recomendado pueden retener resina en el objeto o quedar bloqueados durante el proceso de impresión.
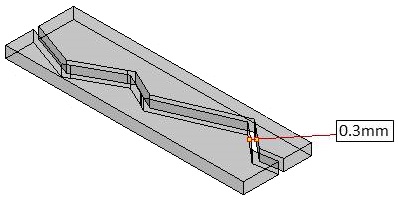
Distancia ≥0,4mm
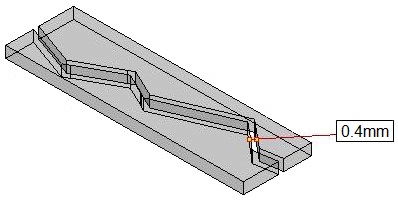
Una distancia menor a la recomendada puede dar lugar a fusión durante el proceso de impresión. Por consiguiente, es posible que las partes movibles no funcionen.
Nota
» La recomendación se basa en el resultado de la impresión con una altura de capa de 0,1 mm.
» Evite arañar la parte inferior del depósito con cualquier herramienta afilada, ya que el recubrimiento podría dañarse. Un depósito con la superficie dañada puede afectar a la calidad de impresión.
» Las especificaciones de algunas características son diferentes para ciertas resinas. Por favor, consulte las especificaciones de diseño en la página wiki de cada resina, si está disponible.
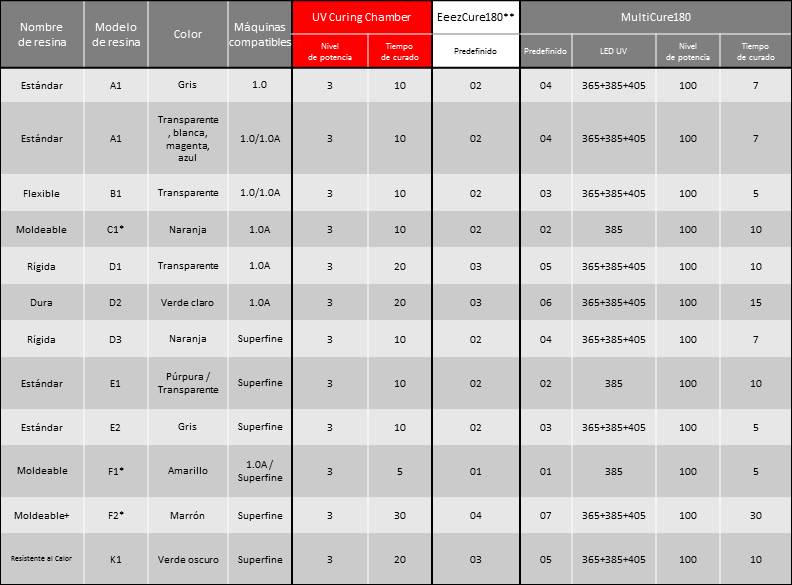
** Los parámetros de curado son los mismos para la EeezCure180 y para la cámara de curado por UV. Cuando use la EeezCure180, basta con alternar entre los diferentes preajustes para aplicar los parámetros de curado sugeridos.