Category / Uncategorized
주조용 Plus (F2)
호환 프린터: Nobel Superfine
특별한 제조법으로 개발된 Castable+ 레진은 잔여물 없이 매우 깨끗하게 완전 연소되기 때문에 주얼리 디자인 및 제작 효율을 높여줍니다. 이 재료는 정밀한 디테일과 매끄러운 표면을 자랑하기때문에 미세한 보석 장신구를 제작하는 데 적합합니다.
모델 디자인 팁
주조용 레진과 왁스는 둘 다 구조적으로 부드럽고 잘 부러진다는 점에서 두 재료의 속성은 유사하며, 이로인해 프린팅 과정에서 출력물이 쉽게 변형 및 파열될 수 있습니다. 최적의 상태로 인쇄하려면 아래 디자인 팁을 따르십시오.
» 구멍 직경 ≥0.5mm
» 다른 모델 구조의 권장 설계 사양은 여기를 참조하십시오.
참고 » 백화된 레진 탱크를 이용해서 프린팅할 경우 프린팅 품질에 영향을 받을 수 있습니다.
사용 안내
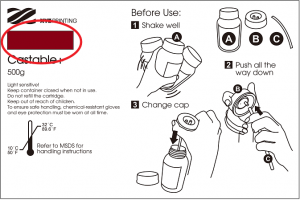
매회 인쇄 작업 시작 전에 레진을 균일하게 혼합해 레진의 성능이 최대한 발휘될 수 있도록 하십시오. 인쇄 시작 전에 아래 단계를 완벽하게 수행하십시오.
새 보틀 설치 전
아래 안내에 따라 레진 재료의 색상 균일도를 확인하십시오:
원래의 캡을 꼭 닫고 병을 위 아래로 뒤집어 5분간 놓아둔 후 약 5분간 흔들어 줍니다.

매회 인쇄 작업 전
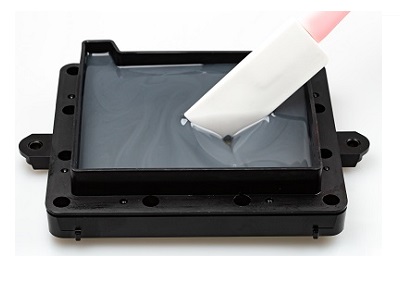
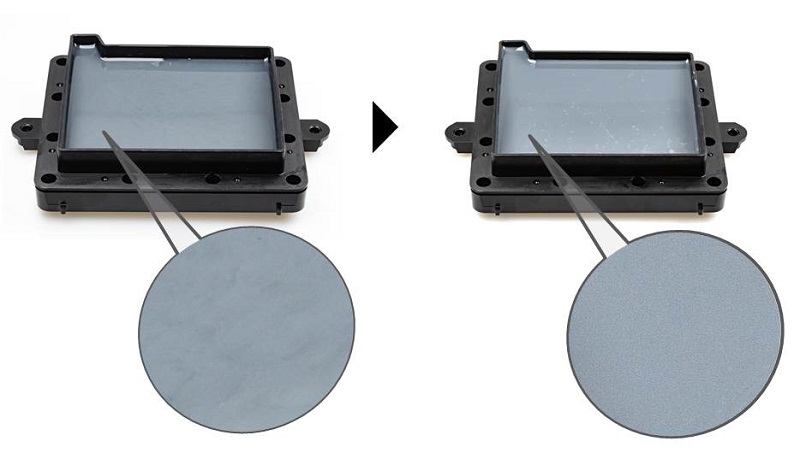
매회 인쇄 작업 전에 탱크에 남아 있는 레진을 저어주십시오.
날카롭거나 단단한 공구로 접촉할 경우 레진 탱크 하단의 표면 코팅이 손상될 수 있습니다. 아래 방법에 따라 레진을 저어주십시오.
레진 색 확인
레진 색과 레진 병 라벨에 표시된 색 블록을 비교하십시오. 레진 색이 색 블록보다 반투명하거나 더 연하게 보일 경우, 이는 화학 성분이 고르게 분포되지 않았기 때문일 수 있습니다. 재료가 고르게 분포되지 않은 경우 프린팅 품질에 영향을 미칠 수 있습니다.
소프트웨어 설정
프린팅 설정에 대한 권장 사항
일반 레진의 주의 사항과 마찬가지로 개체가 공중에 뜨는 구조 및 플랫폼과의 접촉 면적이 작은 경우 개체에 지지대를 추가해야합니다.
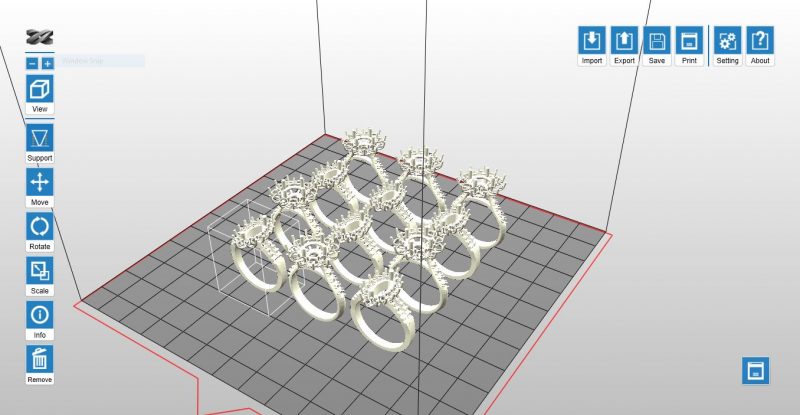
소프트웨어에는 “자동 지지대 생성” 기능이 있으며, 이 기능은 모델의 구조를 분석하고 사다리 구조로 지지대가 생성되는 데 사용됩니다. 종종 “수동 지지대 생성” 모드를 사용하여 지지대를 추가하여 개체를 확실하게 고정해야 할 때가 있습니다.
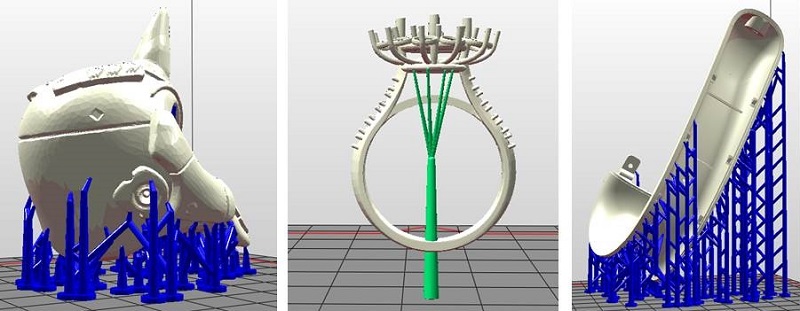
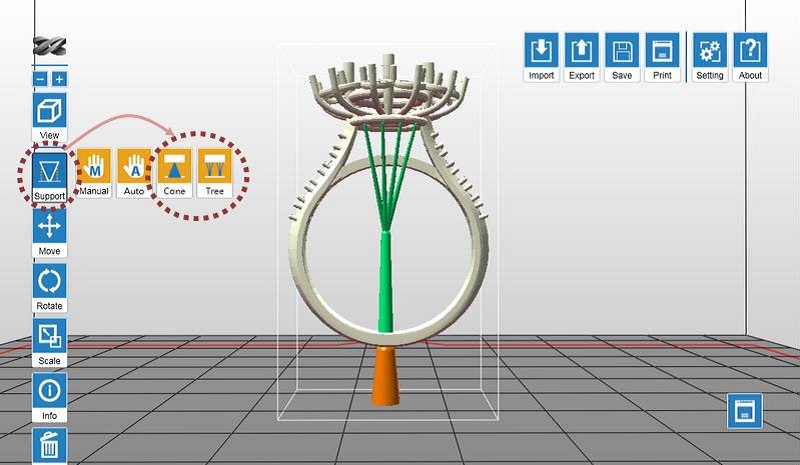
보석 장신구를 프린팅할 때, 원뿔형 및 트리형 지지대를 사용할 수 있습니다. 원뿔 구조는 대체로 개체의 하단부에 추가되어 주조 시 탕구 역할로 사용될 수 있습니다. 트리형 지지대의 경우 개체와 접촉되는 부분이 매우 적습니다. 이 지지대는 주얼리 디자인의 디테일을 잡아주는 데 적합합니다.
이곳을 눌러 지지대 기능에 대한 자세한 내용을 확인할 수 있습니다.
프린팅이 실패하면 개체의 위치를 변경하고 각 설정과 지지대 적용 위치를 조정하십시오.
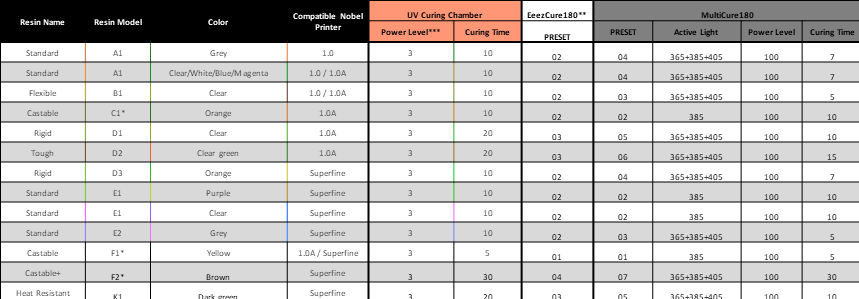
권장 소성 과정
출력물을 주조할 때, 레진을 완전히 태워 없애고 주조 개체의 표면을 매끄럽고 흠이 없게 만들기 위해 다음 다이어그램에 제시되어 있는 온도 조절 제안에 기초하여 작업하십시오.

권장 마감 과정
세척
재료가 부드럽기 때문에 세척 시 제안 사항이 다른 레진의 세척 지침과 약간 다릅니다. 즉, 세척 중에 브러시를 사용하여 개체를 닦거나 문지르지 마십시오. 그럴 경우 프린팅된 부품 표면이 긁힐 수 있습니다.
플랫폼에서 프린팅된 개체를 제거한 후 Eta Cohol(95% 알코올 + 5% IPA)에 담그고 약 2~3분 동안 헹구십시오. 헹굼 시 핀셋으로 개체의 지지대를 잡고 헹굴 수 있습니다.

그런 다음, Eta Cohol을 부품에 분무하여 개체의 미세한 부분에 경화되지 않고 묻어 있는 레진을 씻어냅니다.
세척 후, 표면의 액체가 완전히 마를 때까지 기다리십시오.
참고 » 프린팅된 개체를 5분 이상 Eta Cohol에 담가 두지 마십시오. 그럴 경우 이 용액이 개체의 구조를 침식하여 아이템을 손상시킬 수 있습니다.
알코올이 증발할 때까지 프린팅된 개체의 표면에 묻은 알코올을 상온에 건조시키십시오
프린팅된 개체를 알코올로 씻으면 개체의 표면엔 알코올이 남게됩니다. 이후 상온에 그대로 두어 알코올이 완전히 휘발되었다고 확인할 때까지 후경화를 진행하지 마십시오. 알코올이 상온에 건조된 후, 각 부분에 레진 잔여물이 남아 있는지 주의해서 확인하십시오. 경화되지 않은 레진을 제거하여 잔여물이 원모델의 디자인 디테일을 망치지 않도록 하십시오.
참고 » 프린팅된 개체의 표면에 알코올이 아직 남아 있는 상태에서 경화를 수행하면, 프린팅된 개체의 표면이 흰색으로 뿌옇게 됩니다. 또한 이 현상은 주조 결과 악영향을 미칩니다.
지지대 제거하기
지지대는 항상 공구를 사용하여 이를 절단하십시오.(잡아당길 경우 개체의 표면이 쉽게 손상될 수 있습니다.)
후경화
주조용 레진을 재료로 하여 프린팅한 개체는 왁스 주조 과정 상의 경도를 보장하기 위해 UV로 후경화해야 합니다.
최상의 재료 특성을 위해서, 인쇄물을 물에 담궈 30분간 UV경화합니다.
권장 사항 » 당사 경화기에 대해서는 XYZprinting 레진의 경화 프로필 전문을 읽어보십시오.
경화되지 않은 레진의 보존
레진 탱크의 미 경화 레진은 빛을 피해 보관하십시오. 레진 탱크 내의 레진을 24 시간 이상 방치할 경우 여과하여 빛이 통하지 않는 밀폐 용기에 보관하는 것이 좋습니다.
참고 » 레진 보관 용기는 빛이 통과되지 않는 PP 재질의 밀폐 용기를 권장합니다.
내열성 레진 (K1)
일반 사후 처리
사후 처리 레진 기반 인쇄에 대한 아래 단계에 따라 재료의 성능을 극대화하십시오.
마감에 대한 권장 사항
1. 청소하기
인쇄물을 플렛폼에서 꺼낸후, 95%이상 농도의 알코올로 표면을 닦아 주세요. 인쇄물의 표면을 부드럽게 닦고, 깨끗한 알코올로 완전히 헹구어 줍니다.
참고 » 프린팅된 아이템을 10분 이상 알코올에 담그지 마십시오. 그럴 경우 알코올이 아이템의 구조를 부식하여 아이템을 손상시킬 수 있습니다.
2. 알코올이 증발할 때까지 프린팅된 아이템의 표면에 묻은 알코올을 공기로 건조하십시오
프린팅된 아이템을 알코올로 씻은 후 아이템의 표면에 알코올 잔여물이 남습니다.프린팅된 아이템을 씻은 후에도 계속 그대로 두고 알코올이 완전히 휘발되었다고 확인할 때까지 후경화를 수행하지 마십시오. 알코올이 공기로 건조된 후, 각 부분에 레진 잔여물이 남아 있는지 주의해서 확인하십시오. 경화되지 않은 레진을 제거하여 이가 원래 모델의 디자인 디테일을 차단하지 않도록 하십시오.
3. 지지대 제거하기
지지대를 직접 당기는 대신 공구를 사용하여 이를 절단하십시오.(당길 경우 아이템의 표면이 쉽게 손상될 수 있습니다.)
4. 후경화
레진성분으로 제조된 인쇄물은 반드시 UV 광으로 경화를 하며, 최상의 재료 특성을 얻기 위해, 재료가 완전 중합 되었는지 확인 하세요. 또한, 표면 알코올이 증발되면 즉시 인쇄물을 완전 경화 하시기 바랍니다.
XYZprinting UV 경화기용 경화 프로필은 이곳에서 확인할 수 있습니다.
경화되지 않은 레진의 보존
레진 탱크 내의 경화되지 않은 레진을 빛에 노출해서는 안 됩니다. 경화되지 않은 레진은 여과시킨 후 불투명한 용기에 담아 보관할 수 있습니다. 다음에 프린팅하기 전에 레진을 도로 레진 탱크에 부어 넣으십시오.
참고 불투명 폴리프로필렌 컨테이너를 레진 저장용으로 사용하시길 권장드립니다.
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
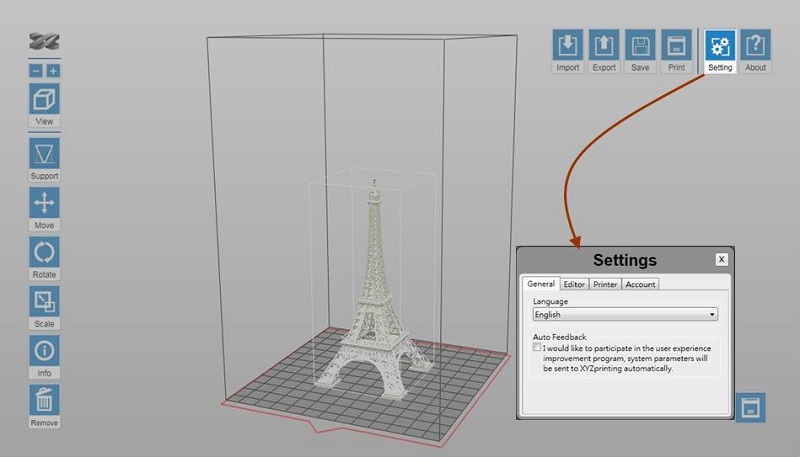
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
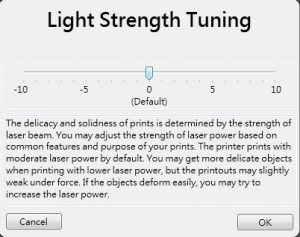
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
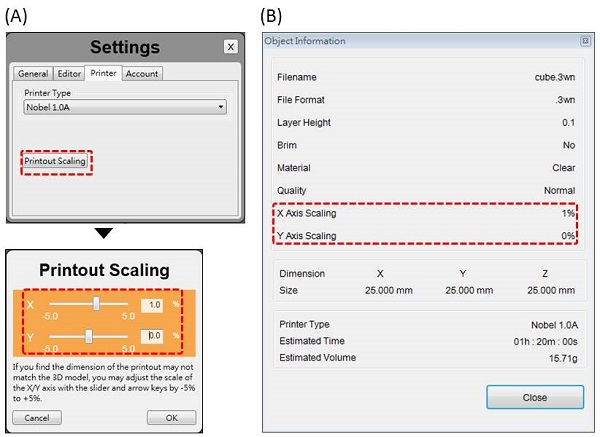
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
회색 레진(E2)
호환 프린터: Nobel Superfine
어둡고 불투명한 색으로 세부 사항을 명확하게 표시할 수 있습니다. 이 재료는 범용 프로토타입 제작에 적합합니다.
모델 디자인 팁
이상적인 인쇄 결과와 설계 내용의 완벽한 출력을 위해서는 모델 디자인 시 이곳의 디자인 사양을 준수하십시오.
사용 안내
매회 인쇄 작업 시작 전에 레진을 균일하게 혼합해 레진의 성능이 최대한 발휘될 수 있도록 하십시오. 인쇄 시작 전에 아래 단계를 완벽하게 수행하십시오.
새 보틀 설치 전
아래 안내에 따라 레진 재료의 색상 균일도를 확인하십시오:
원래의 캡을 꼭 닫고 병을 위 아래로 뒤집어 5분간 놓아둔 후 약 5분간 흔들어 줍니다.
매회 인쇄 작업 전
매회 인쇄 작업 전에 탱크에 남아 있는 레진을 저어주십시오.
날카롭거나 단단한 공구로 접촉할 경우 레진 탱크 하단의 표면 코팅이 손상될 수 있습니다. 아래 방법에 따라 레진을 저어주십시오.
방법 1: 레진을 실리콘 스크레이퍼로 저어줍니다.
방법 2: 불투성 장갑을 착용하고 손가락으로 레진을 저어줍니다.

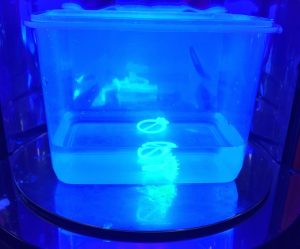
레진이 완전히 혼합된 후에는 아래 이미지와 같은 모양이 되어야 합니다:
참고 » 레진을 저을 때는 각별히 주의하십시오. 탱크 하단의 코팅이 긁히지 않도록 주의하십시오. » 인쇄하기 전에 탱크에 남아 있는 레진의 양을 확인하십시오. 탱크의 "Max" 표시에 도달할 때까지 레진을 채우십시오.» 보틀 속 레진이 24시간 이상 방치된 경우, 인쇄 전에 각 보틀을 원래의 캡으로 교체하고 병을 뒤집은 후 약 5분간 흔들어 주십시오.
경화되지 않은 레진의 보존
레진 탱크 내부의 경화되지 않은 레진이 빛에 노출되어서는 안 됩니다. 레진을 탱크 속에 24시간 이상 방치해야 하는 경우 여과 후 깨끗한 컨테이너에 보관하십시오. 직사광선이나 자외선에 노출되지 않도록 하십시오.

다음 인쇄 전에 레진을 레진 탱크에 다시 부어 주십시오.
참고 » 불투명 폴리프로필렌 컨테이너를 레진 저장용으로 사용하시길 권장드립니다. » 다음 인쇄 직전에 사용하지 않은 레진 컨테이너를 뒤집어 약 5분간 흔든 후 탱크에 다시 부으십시오.
마감에 대한 권장 사항
수동 모드
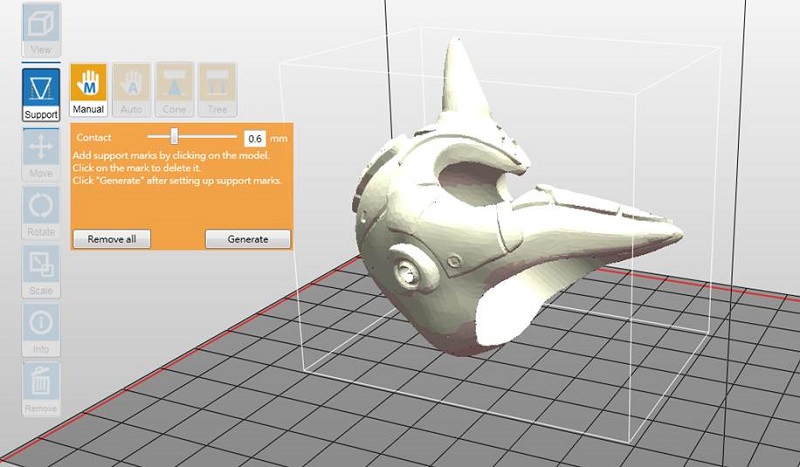
수동 모드를 사용해 서포트를 처음부터 생성하거나 자동 모드에서 생성된 서포트를 조정할 수 있습니다.
자동 모드에서는 모든 서포트가 동일한 접점 크기를 가지지만, 객체의 특성에 따라 접점의 크기를 변경해야 할 수도 있습니다.
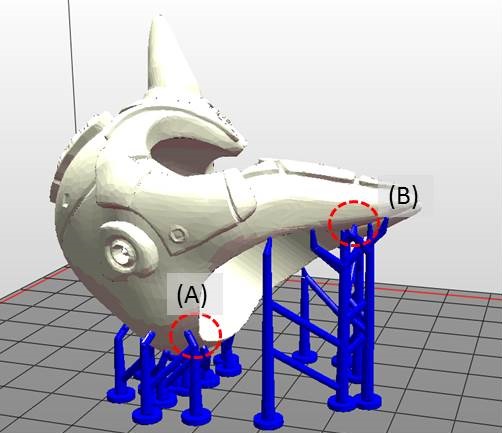
(A) 객체가 무거울수록 더 큰 접점이 필요합니다.
(B) 접점이 작은 경우 가벼운 서포트만으로도 충분하며 사후 처리가 역시 더 간편합니다.
서포트 수동 편집
1단계: 인쇄를 원하는 대로 객체 크기를 조정하거나 회전, 이동합니다.
자동 모드를 사용해 이미 서포트를 생성한 경우에는 수평 방향으로만 객체를 이동할 수 있습니다. 객체를 다른 방식으로 조정하면 서포트가 초기화됩니다.
2단계: 객체의 특성에 따라 아래와 같은 설정을 진행하십시오.
자동 모드에 서포트가 추가된 경우 수동 편집 모드에 파란색 점으로 표시됩니다.
서포트를 추가하려면 적절한 크기의 접점을 선택한 다음 돌출부에서 모델을 클릭하십시오.
서포트를 삭제하려면 서포트 마크(파란색 점)를 클릭하십시오.
3단계: “생성”을 클릭해 편집을 종료하십시오.
참고 » 플랫폼에 둘 이상의 객체가 있는 경우 서포트 옵션 시작 전에 모델 중 하나를 선택해야 합니다. » 객체의 크기를 조정하거나 회전, 수직으로 이동하는 경우 서포트 구조가 재설정됩니다. 서포트를 재설정하십시오.
자동 모드
자동 모드에서는 소프트웨어가 모델의 기능을 분석하고 필요한 곳에 서포트 구조를 추가합니다.
서포트를 자동으로 추가하려면 다음 단계를 따르십시오
1단계: 인쇄를 원하는 대로 객체 크기를 조정하거나 회전, 이동합니다.
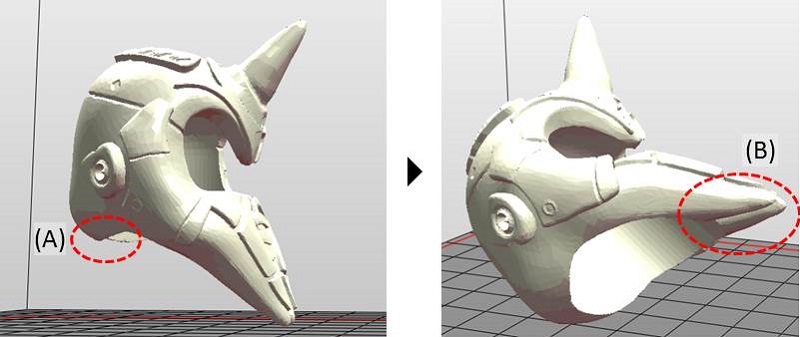
객체의 방향은 성공적인 인쇄에 있어 매우 중요한 요소입니다. 상단 객체를 회전함으로써 아래와 같은 문제를 방지할 수 있습니다:
(A) 가장 무거운 부분이 바닥면에서 떨어져 있는 상황
가장 무거운 부분이 바닥면에서 떨어져 있을 때는 필링 작용에 의해 객체가 쉽게 아래로 처질 수 있습니다. 또한 전체 객체를 안정적으로 지탱하기 위해 무거운 서포트가 필요할 수 있습니다. 가장 좋은 방법은 객체를 회전시켜 가장 무거운 부분을 바닥면으로 옮기는 것입니다.
(B) 수평 구조물
SLA 인쇄 기술의 특성으로 인해 플랫폼 위 수평 구조물이 서포트 사이로 처질 수 있습니다.
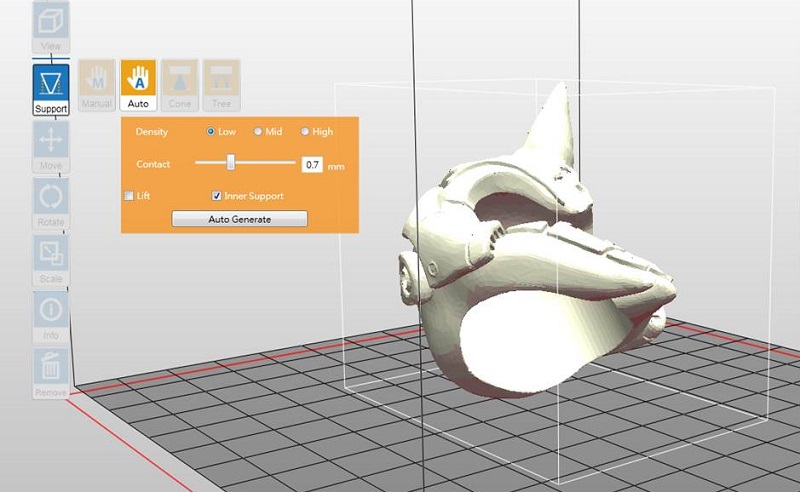
2단계: 객체의 특성에 따라 아래와 같은 설정을 진행하십시오.
밀도 : 매달린 구조가 대형이면 더 많은 지지구조물이 필요합니다. 그러나 지지구조물이 많으면 인쇄하는시간이 더 길어집니다.
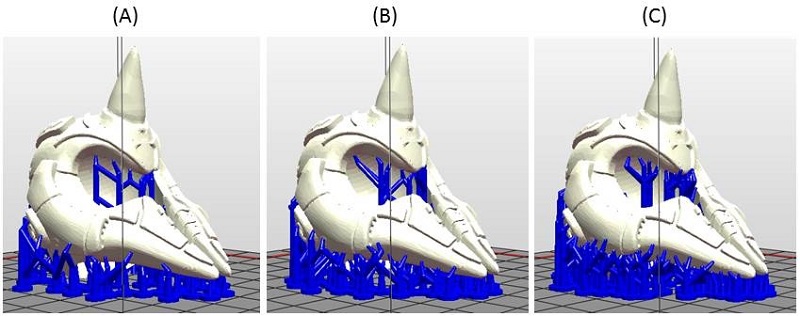
(A) 저밀도
(B) 일반 밀도
(C) 고밀도
접촉점: 접촉점이 두꺼우면 강도가 높아지지만 사후 처리 단계에서 접촉점을 제거하는 데 더 큰 어려움이 발생할 수 있습니다.
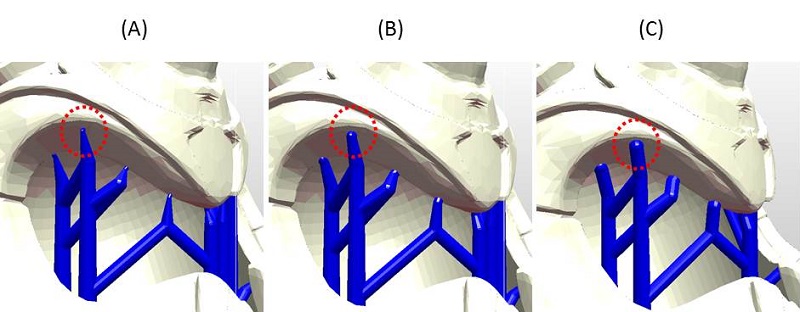
(A) 작은 접촉점/0.4mm
(B) 일반 접촉점 /0.9mm
(C) 큰 접촉점/1.3mm
들어올리기: 평평한 표면이 없거나 플랫폼에 놓기에 적합하지 않은 경우에는 객체를 인쇄 플랫폼 위에서 들어올리십시오. 인쇄 전에 서포트가 충분히 플랫폼에 객체를 고정할 수 있는지 확인하십시오.
내부 지지대: 내부 구조가 돌출된 객체의 경우 “내부 서포트”를 선택해 서포트를 추가할 수 있습니다. 하지만 개구부가 작은 일부 구조의 경우 내부 서포트를 쉽게 제거할 수 없으므로, 내부 서포트를 사용하지 않고 인쇄를 진행할 수도 있습니다.

(A) 내부 서포트 미사용
(B) 내부 서포트 사용
3단계: “자동 생성”을 클릭해 서포트를 추가합니다.
참고 » 플랫폼에 둘 이상의 객체가 있는 경우 서포트 옵션 시작 전에 모델 중 하나를 선택해야 합니다. » 객체의 크기를 조정하거나 회전, 수직으로 이동하는 경우 서포트 구조가 재설정됩니다. 서포트를 재설정하십시오. » 각 서포트 구조의 크기나 위치를 변경하려면 수동 모드에서 편집하십시오.
트리형 서포트
트리형 서포트는 XYZware_Nobel에 추가된 새로운 기능입니다. 이 기능을 사용하려면 소프트웨어를 최신 버전으로 업데이트하십시오.
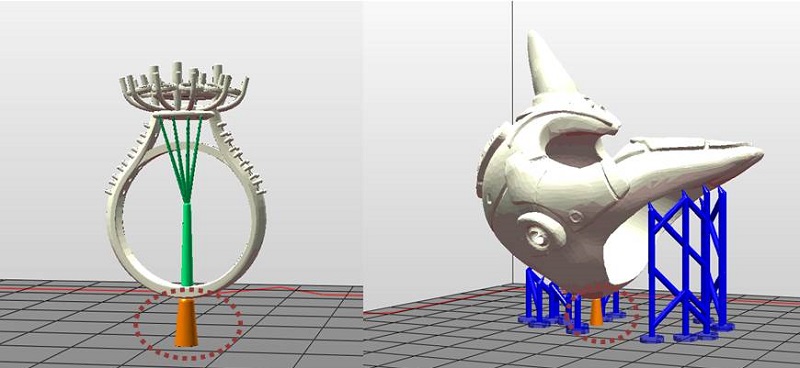
트리형 서포트는 매우 작은 접촉점과 3D 물체를 연결할 수 있도록 지원합니다. 주얼리 디자인에 관한 세부 사항을 담는 데 매우 적합니다.
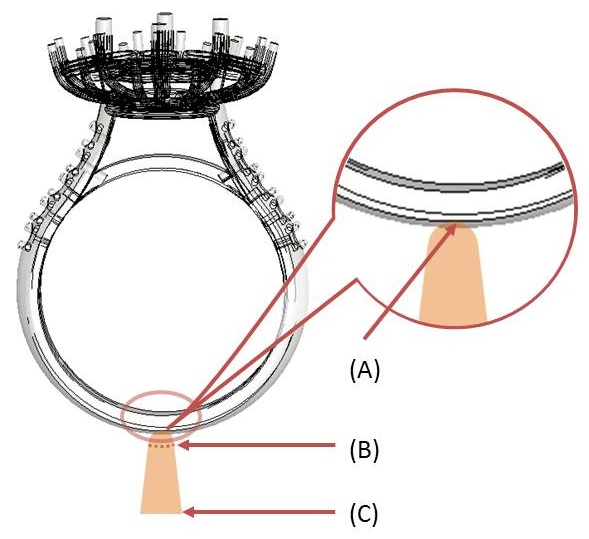
트리형 서포트의 구조
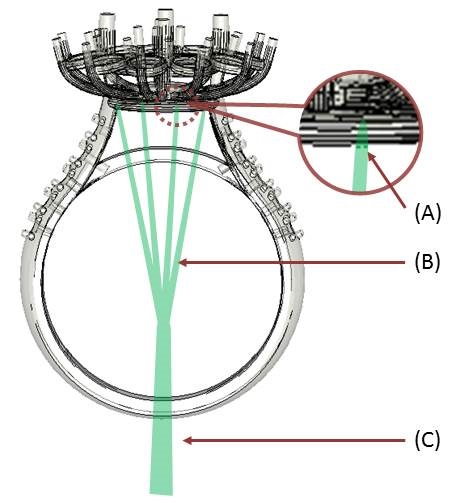
(A) 접촉점: 트리형 서포트가 물체와 접촉하는 지점입니다. 물체가 무거울수록 더 큰 접촉점이 필요합니다.
(B) 가지: 물체에 직접 닿는 얇은 서포트입니다.
(C) 바디: 트리형 서포트의 하단부입니다.
트리형 서포트 추가
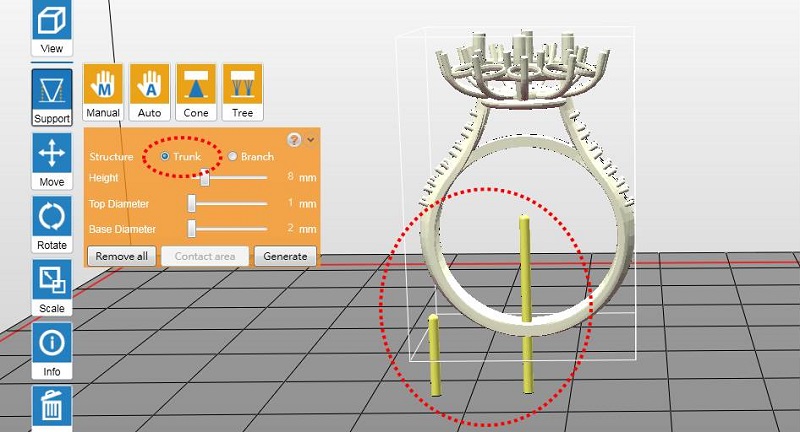
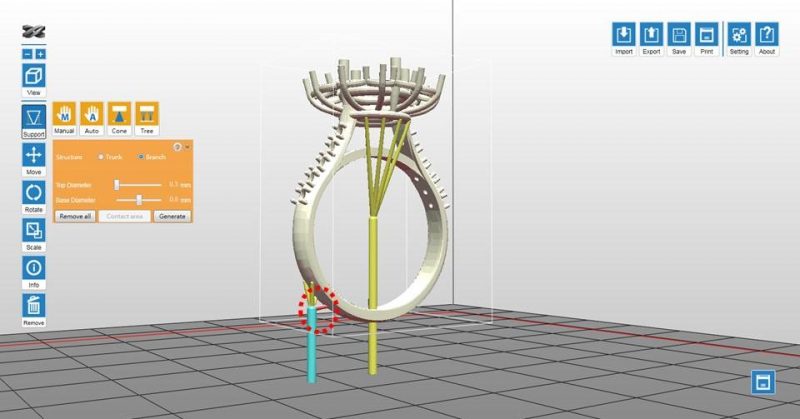
1단계: 바디 설정
플랫폼에서 원하는 위치를 클릭해 바디를 추가합니다.
바디를 클릭해 드래그함으로써 바디를 이동시킬 수 있습니다.
바디를 삭제하려면 해당 바디를 직접 클릭합니다.

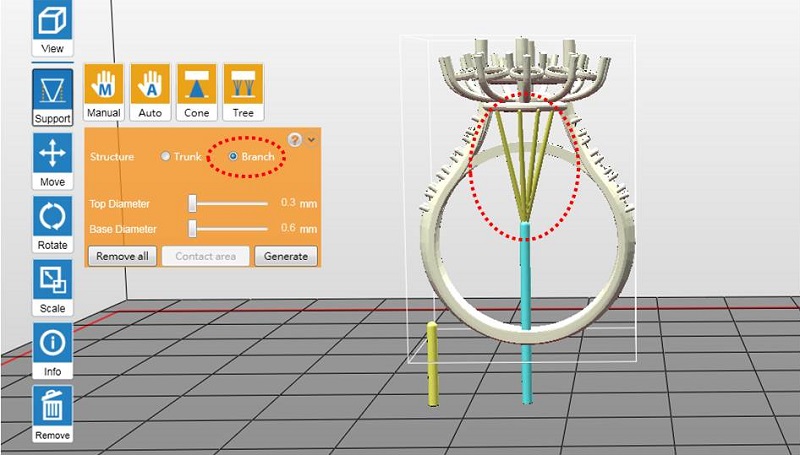
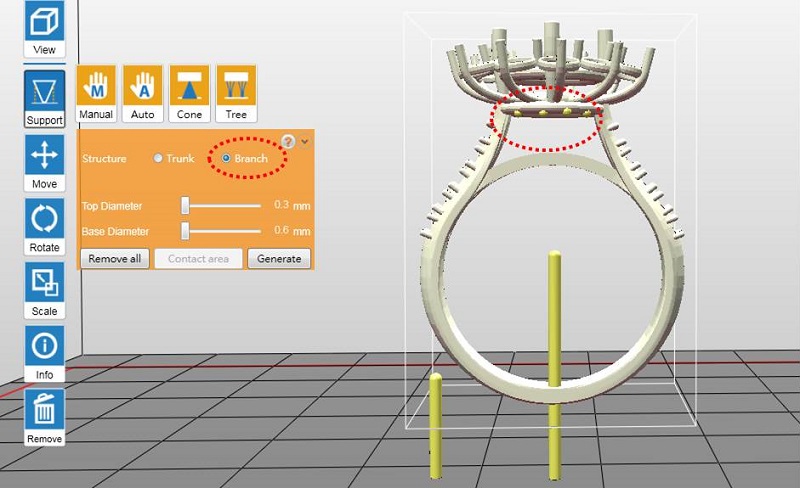
2단계: 가지 설정
“Branch”(가지) 설정으로 전환합니다. 대상 가지를 클릭해 선택합니다. 모델에서 돌출부를 클릭해 선택한 바디에 가지를 추가합니다.
가지를 삭제하려면 가는 막대를 클릭하십시오.
3단계: “Generate”(생성)를 클릭해 모든 마크를 설정합니다.
4단계: 필요한 경우 가지의 접촉점을 조정합니다.
가지의 접촉점을 조정하려면 기능 메뉴의 “Support”(서포트) > “Tree”(트리) 으로 이동 후 “Contact Area”(접촉점) 버튼을 선택합니다.
대상 가지을 클릭하고(선택한 가지가 파란색으로 바뀜) 슬라이더를 이동해 접촉점을 조정합니다.
모든 원뿔의 접촉점을 조절한 후 “Done”(완료)을 클릭합니다.
팁 바디에 연결된 모든 가지를 한번에 조정하려면 "Contact Area(접촉점)"버튼 클릭 후 바디를 클릭해 모든 가지를 선택하십시오.
주의사항
1. 바디를 선택하지 않은 경우 가지가 노란색 점으로 표시됩니다. 가지를 연결 할바디를 선택하면 가지가 자동으로 선택된 바디에 연결됩니다.
2. 가지 표시는 선택된 바디의 상단보다 높아야 합니다.
3. 사용할 수 있는 바디가 없으면 가지 표시가 비활성화됩니다.
4. 경사가 45도 이상인 가지는 프린팅 과정에서 위치가 벗어날 수 있기 때문에 빨간색으로 표시됩니다.
5. 서포트를 생성하는 동안 가지가 연결되지 않은 바디는 삭제됩니다.
원뿔형 서포트
원뿔형 서포트는 XYZware_Nobel에 추가된 새로운 기능입니다. 이 기능을 사용하려면 소프트웨어를 최신 버전으로 업데이트하십시오.
원뿔형 서포트는 원본 서포트보다 두껍습니다. 이는 캐스터블 인쇄물의 맨 아래에 스프루를 추가하는 데 이상적입니다. 원뿔형 서포트를 스프루로 사용할 때는 캐스터블 인쇄물 위에 놓아 두기만 하면 됩니다.
원뿔형 서포트는 플랫폼에 더욱 뛰어난 접착력을 제공함으로써 플랫폼에 무거운 물체의 베이스를 고정하는 데 도움을 줍니다. 더욱 뛰어난 표면 마감을 위해서는 원뿔형 서포트를 물체에 추가할 때 샌딩하는 것을 추천합니다.
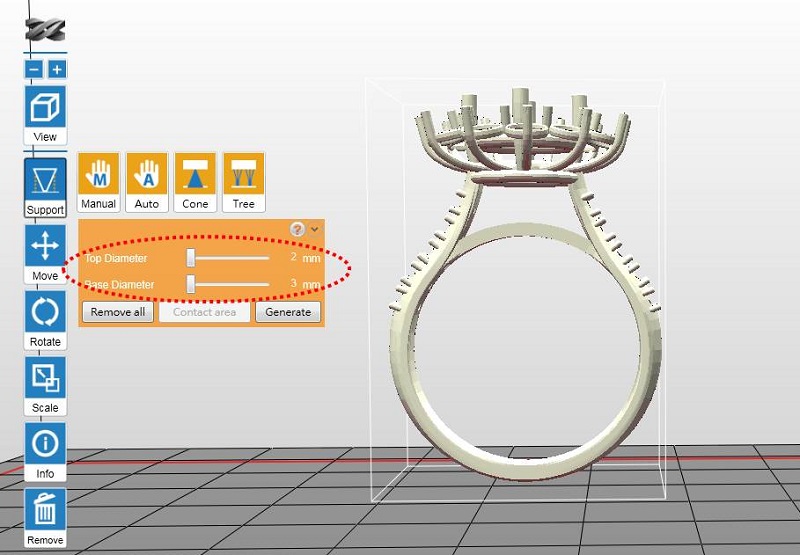
원뿔형 서포트의 구조
(A) 접촉점: 물체가 무거울수록 더 큰 접촉점이 필요합니다.
(B) 상단 직경: 최소 직경: 2mm.
(C) 하단 직경; 최소 직경: 3mm. 서포트의 하단 직경은 상단 직경보다 최소 1mm 커야 합니다.
원뿔형 서포트 추가
1단계: 원뿔 마크 설정(주황색 점으로 표시)
모델의 돌출부를 클릭해 원뿔 마크를 추가합니다. 주황색 점을 클릭해 원뿔 마크를 제거할 수 있습니다.

2단계: 원뿔 구조 생성
원뿔 생성 : “Generate”(생성)를 클릭해 원뿔 마크를 설정합니다.
3단계: 필요한 경우 원뿔형 서포트의 접촉점을 조정합니다.
원뿔형 서포트의 접촉점을 조정하려면 기능 메뉴의 “Support”(서포트) > “Cone”(원뿔형) 으로 이동 후 “Contact Area”(접촉점) 버튼을 선택합니다.
대상 원뿔을 클릭하고(선택한 원뿔이 파란색으로 바뀜) 슬라이더를 이동해 접촉점을 조정합니다.
모든 원뿔의 접촉점을 조절한 후 “Done”(완료)을 클릭합니다.
주의사항
1. 원뿔형 서포트는 오버행이 플랫폼에서 최소 6mm 이상 떨어져 있을 때만 사용할 수 있습니다. 필요한 경우 소프트웨어가 물체를 들어올립니다.
2. 서포트의 직경은 추가와 동시에 고정됩니다. 서포트를 수정하려면 기존 서포트를 삭제하고 직경을 수정한 후 원뿔형 서포트를 다시 추가합니다.