Last updated on October 2nd, 2019 at 05:15 pm
La impresora compatible: CastPro100 xP
Modelo de resina: F2
La resina EeezCast+, desarrollada mediante una fórmula especial, goza de una combustión muy limpia que no deja residuo, lo que incrementa la eficiencia en el diseño y la creación de joyas. El material capta detalles precisos y superficies lisas, por lo que es ideal para la fabricación de piezas de joyería fina.
Sugerencias de diseño de modelos
Las propiedades de la resina EeezCast+ son similares a las de la cera en cuanto que ambas son estructuralmente blandas y frágiles, y la impresión puede romperse fácilmente debido a la fuerza de tracción durante el proceso de impresión. Por favor, siga estos consejos de diseño para optimizar la impresión.
» Diámetro de orificio ≥0,5mm
» Para ver las especificaciones de otras características, consulte aquí las especificaciones generales de diseño.
Nota » Evite arañar la parte inferior del depósito con cualquier herramienta afilada, ya que el recubrimiento podría dañarse. Un depósito con la superficie dañada puede afectar a la calidad de impresión.
Instrucciones de uso
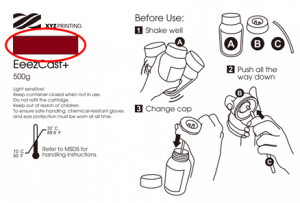
Para asegurar un buen rendimiento de la resina, se requiere una mezcla homogénea de la resina antes de comenzar cada trabajo de impresión. Por favor, siga los pasos descritos a continuación antes de empezar a imprimir.
Antes de instalar un frasco nuevo
Siga estas instrucciones para garantizar la uniformidad del color del material de resina:
Apriete bien la tapa original, coloque el frasco boca abajo durante 5 minutos y agítelo durante unos 5 minutos.

Antes de cada trabajo de impresión
Remueva la resina que queda en el depósito antes de comenzar cada impresión.
Tenga en cuenta que las herramientas afiladas o duras podrían dañar el recubrimiento de la superficie del fondo del depósito de resina.
Compruebe el color de la resina
Compare el color de la resina con el bloque de color de la etiqueta adosada al frasco de resina. Si la resina se ve translúcida o luce un color más claro que el del bloque del color, es posible que los componentes estén distribuidos de forma irregular y que, en estas condiciones, la calidad de la impresión se vea mermada.
Configuración del software
Recomendaciones sobre la configuración de impresión
Como con el uso de la resina para uso general, cuando hay salientes en el modelo o cuando el área de contacto con la plataforma es pequeño, se necesitan estructuras de soporte adicionales para garantizar que el objeto se puede imprimir completamente.
El software de impresión tiene una función de “soporte automático” que se puede utilizar para analizar la estructura del modelo y generar automáticamente estructuras de apuntalamiento. Algunas veces puede que necesite utilizar el modo “manual” para agregar más soportes para garantizar la adhesión del objeto.
Si va a imprimir piezas de joyería, puede que desee usar el soporte cónico de árbol. La estructura cónica se suele colocar en la parte más baja del objeto, y puede dejarse para el moldeo, al igual que las uniones. Los soportes de árbol tienen unas superficies de contacto muy pequeñas con sus objetos. Se trata de una opción ideal para imprimir detalles en los diseños de joyería.
Si la impresión no se puede realizar, cambie la posición del objeto y ajuste la configuración del ángulo y de las estructuras de apuntalamiento.
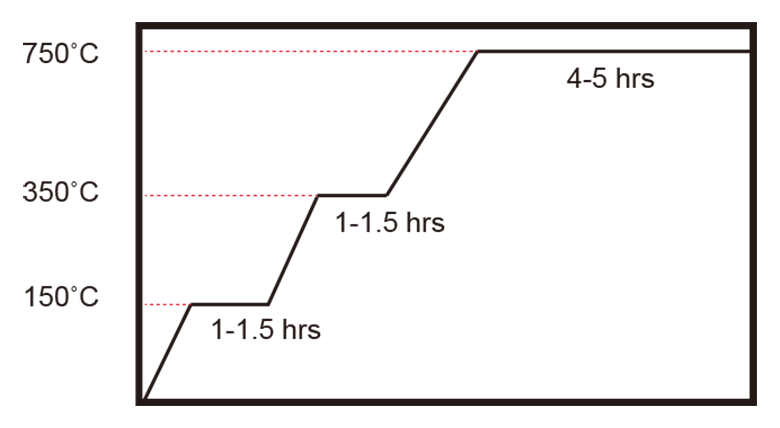
Proceso de desgaste recomendado
Cuando realice la fundición de las copias impresas, puede trabajar basándose en la sugerencia de control de temperatura descrita en el siguiente diagrama para garantizar que la resina se consume por completo y que se obtiene una superficie suave y perfecta del objeto fundido.
Recomendaciones sobre el acabado
Limpieza
El material es blando, por lo que las instrucciones de limpieza son ligeramente diferentes de las de otras resinas. Evite cepillar o frotar los objetos durante la limpieza, ya que causaría arañazos en la superficie de las partes pintadas.
Tras eliminar los objetos impresos de la plataforma, empape los objetos en Eta Cohol (95 % alcohol + 5 % alcohol isopropílico) y aclare durante 2 o 3 minutos. Para el aclarado, puede sujetar los soportes de los objetos con unas pinzas.
Posteriormente, enjuague la resina no curada atrapada entre los detalles delicados de los objetos pulverizando Eta Cohol sobre ellos.

Tras la limpieza, espere a que el líquido sobre la superficie se seque.
Nota » No sumerja el objeto impreso en Eta Cohol durante más de 5 minutos, ya que el líquido podría erosionar la estructura del objeto y dañarlo.
Deje que el alcohol de la superficie se seque al aire
Habrá residuos de alcohol en la superficie del elemento impreso después de lavarlo.
Mantenga el elemento impreso estático después de lavarlo y no realice el fraguado posterior hasta que haya confirmado que el alcohol se ha volatilizado por completo. Después de que el alcohol se haya secado al aire, compruebe con cuidado si queda algún residuo de resina. Asegúrese de quitar la resina que no haya fraguado para evitar que bloquee los detalles de diseño del modelo original.
Nota » Si el fraguado se realiza cuando todavía quedan residuos de alcohol en la superficie del elemento impreso, dicha superficie aparecerá blanca y empañada, lo que posiblemente afecte al resultado de la fundición.
Quitar el soporte
Utilice las herramientas para recortar el soporte en lugar de tirar directamente (si tira, la superficie del elemento se puede dañar fácilmente).
Fraguado posterior
El elemento impreso generado a partir de la resina moldeable se debe fraguar posteriormente mediante luz UV para garantizar la dureza de la fundición a la cera perdida.
Para conseguir las máximas propiedades del material, realice un fraguado posterior con UV en agua de las piezas impresas durante 30 minutos.
Recomendación » Lea los perfiles de curado completos de las resinas de XYZprinting en nuestras unidades de curado.
Conservación de la resina sin fraguar
La resina no curada que hay en el depósito no debe exponerse a la luz. Si la resina del depósito no se va a utilizar en más de 24 horas, fíltrela y guárdela en un recipiente limpio. Evite la exposición a la luz solar o a los rayos UV. Antes de la siguiente impresión, vuelva a verter la resina en el depósito.
Nota » Se recomienda utilizar recipientes de polipropileno opacos para guardar las resinas.