Category / Uncategorized
probasic
EeezCast+
アルコールの風乾作業
洗浄後の造形物表面にはアルコールが残る場合があります。洗浄後、造形物を放置し、アルコールが完全に乾燥するまで、UV硬化を行ってください。
アルコールが乾燥したら、細かい部分にレジンが残っていないかしっかりと確認してください。オブジェクトの細部をふさがないよう、硬化していないレジンを完全に取り除いてください。
ご注意 » 造形物の表面にアルコールが残った状態で硬化を行うと、造形物の形が変わり、型取りに影響する恐れがあります。
サポート材の除去
工具を使用し、サポート材を切断して除去します。直接引っ張ると造形物の表面に破損を生じることがあります。
二次硬化
キャスタブルレジンは、完全的な型取りを確保するため、造形完成後、UV硬化を行うことが必要です。
造形物を水の中に入れてから30分間二次硬化を行うと、硬化の効果を向上できます。
参考 »XYZプリンティング二次硬化製品と純正レジンの設定対照表を確認してください。
レジンの保存に関する推奨事項
レジンタンク内の未硬化レジンは光を避けて保管してください。レジンタンク内のレジンは24時間以上放置されている場合、ろ過してから光を通さない密封容器に保管することを推奨します。
ご注意 » レジン保管の容器は、光を通さないPP材質の密封容器を推奨します。
EeezCast+
Last updated on October 2nd, 2019 at 05:15 pm
La impresora compatible: CastPro100 xP
Modelo de resina: F2
La resina EeezCast+, desarrollada mediante una fórmula especial, goza de una combustión muy limpia que no deja residuo, lo que incrementa la eficiencia en el diseño y la creación de joyas. El material capta detalles precisos y superficies lisas, por lo que es ideal para la fabricación de piezas de joyería fina.
Sugerencias de diseño de modelos
Las propiedades de la resina EeezCast+ son similares a las de la cera en cuanto que ambas son estructuralmente blandas y frágiles, y la impresión puede romperse fácilmente debido a la fuerza de tracción durante el proceso de impresión. Por favor, siga estos consejos de diseño para optimizar la impresión.
» Diámetro de orificio ≥0,5mm
» Para ver las especificaciones de otras características, consulte aquí las especificaciones generales de diseño.
Nota » Evite arañar la parte inferior del depósito con cualquier herramienta afilada, ya que el recubrimiento podría dañarse. Un depósito con la superficie dañada puede afectar a la calidad de impresión.
Instrucciones de uso
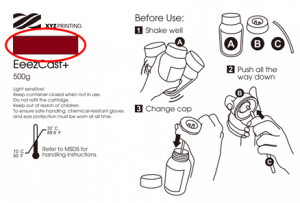
Para asegurar un buen rendimiento de la resina, se requiere una mezcla homogénea de la resina antes de comenzar cada trabajo de impresión. Por favor, siga los pasos descritos a continuación antes de empezar a imprimir.
Antes de instalar un frasco nuevo
Siga estas instrucciones para garantizar la uniformidad del color del material de resina:
Apriete bien la tapa original, coloque el frasco boca abajo durante 5 minutos y agítelo durante unos 5 minutos.

Antes de cada trabajo de impresión
Remueva la resina que queda en el depósito antes de comenzar cada impresión.
Tenga en cuenta que las herramientas afiladas o duras podrían dañar el recubrimiento de la superficie del fondo del depósito de resina.
Compruebe el color de la resina
Compare el color de la resina con el bloque de color de la etiqueta adosada al frasco de resina. Si la resina se ve translúcida o luce un color más claro que el del bloque del color, es posible que los componentes estén distribuidos de forma irregular y que, en estas condiciones, la calidad de la impresión se vea mermada.
Configuración del software
Recomendaciones sobre la configuración de impresión
Como con el uso de la resina para uso general, cuando hay salientes en el modelo o cuando el área de contacto con la plataforma es pequeño, se necesitan estructuras de soporte adicionales para garantizar que el objeto se puede imprimir completamente.
El software de impresión tiene una función de “soporte automático” que se puede utilizar para analizar la estructura del modelo y generar automáticamente estructuras de apuntalamiento. Algunas veces puede que necesite utilizar el modo “manual” para agregar más soportes para garantizar la adhesión del objeto.
Si va a imprimir piezas de joyería, puede que desee usar el soporte cónico de árbol. La estructura cónica se suele colocar en la parte más baja del objeto, y puede dejarse para el moldeo, al igual que las uniones. Los soportes de árbol tienen unas superficies de contacto muy pequeñas con sus objetos. Se trata de una opción ideal para imprimir detalles en los diseños de joyería.
Si la impresión no se puede realizar, cambie la posición del objeto y ajuste la configuración del ángulo y de las estructuras de apuntalamiento.
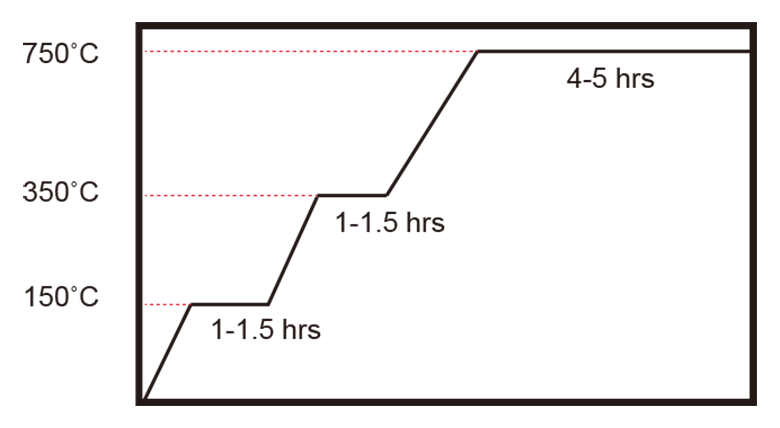
Proceso de desgaste recomendado
Cuando realice la fundición de las copias impresas, puede trabajar basándose en la sugerencia de control de temperatura descrita en el siguiente diagrama para garantizar que la resina se consume por completo y que se obtiene una superficie suave y perfecta del objeto fundido.
Recomendaciones sobre el acabado
Limpieza
El material es blando, por lo que las instrucciones de limpieza son ligeramente diferentes de las de otras resinas. Evite cepillar o frotar los objetos durante la limpieza, ya que causaría arañazos en la superficie de las partes pintadas.
Tras eliminar los objetos impresos de la plataforma, empape los objetos en Eta Cohol (95 % alcohol + 5 % alcohol isopropílico) y aclare durante 2 o 3 minutos. Para el aclarado, puede sujetar los soportes de los objetos con unas pinzas.
Posteriormente, enjuague la resina no curada atrapada entre los detalles delicados de los objetos pulverizando Eta Cohol sobre ellos.

Tras la limpieza, espere a que el líquido sobre la superficie se seque.
Nota » No sumerja el objeto impreso en Eta Cohol durante más de 5 minutos, ya que el líquido podría erosionar la estructura del objeto y dañarlo.
Deje que el alcohol de la superficie se seque al aire
Habrá residuos de alcohol en la superficie del elemento impreso después de lavarlo.
Mantenga el elemento impreso estático después de lavarlo y no realice el fraguado posterior hasta que haya confirmado que el alcohol se ha volatilizado por completo. Después de que el alcohol se haya secado al aire, compruebe con cuidado si queda algún residuo de resina. Asegúrese de quitar la resina que no haya fraguado para evitar que bloquee los detalles de diseño del modelo original.
Nota » Si el fraguado se realiza cuando todavía quedan residuos de alcohol en la superficie del elemento impreso, dicha superficie aparecerá blanca y empañada, lo que posiblemente afecte al resultado de la fundición.
Quitar el soporte
Utilice las herramientas para recortar el soporte en lugar de tirar directamente (si tira, la superficie del elemento se puede dañar fácilmente).
Fraguado posterior
El elemento impreso generado a partir de la resina moldeable se debe fraguar posteriormente mediante luz UV para garantizar la dureza de la fundición a la cera perdida.
Para conseguir las máximas propiedades del material, realice un fraguado posterior con UV en agua de las piezas impresas durante 30 minutos.
Recomendación » Lea los perfiles de curado completos de las resinas de XYZprinting en nuestras unidades de curado.
Conservación de la resina sin fraguar
La resina no curada que hay en el depósito no debe exponerse a la luz. Si la resina del depósito no se va a utilizar en más de 24 horas, fíltrela y guárdela en un recipiente limpio. Evite la exposición a la luz solar o a los rayos UV. Antes de la siguiente impresión, vuelva a verter la resina en el depósito.
Nota » Se recomienda utilizar recipientes de polipropileno opacos para guardar las resinas.
ProHighTemp
Last updated on November 29th, 2018 at 11:06 am
La impresora compatible: PartPro100 xP
Modelo de resina: K1
ProHighTemp es una resina resistente al calor, que aguanta temperaturas de desviación del calor de hasta 140 grados Celsius. Para aplicaciones de ingeniería, es ideal para la producción de moldes temporales.
Sugerencias de diseño de modelos
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican aquí cuando diseñe los modelos.
Recomendaciones sobre el acabado
Consulte aquí la guía completa de postprocesamiento.
ProAccure
Last updated on November 29th, 2018 at 11:20 am
La impresora compatible: PartPro100 xP
Modelo de resina: D3
ProAccure es un material de alta rigidez resistente a la deformación. Este material de ingeniería es adecuado para la creación de prototipos de objetos de paredes finas.
Sugerencias de diseño de modelos
Siga las sugerencias de diseño que se indican a continuación para obtener una impresión optimizada.
» Diámetro de orificio ≥1,0mm
» Para ver las especificaciones de otras características, consulte aquí las especificaciones generales de diseño.
Recomendaciones sobre el acabado
Consulte aquí la guía completa de postprocesamiento.
Perfil de curado posterior
Last updated on August 7th, 2019 at 04:20 pm
Los objetos impresos con resina deben curarse posteriormente para que el material polimerice por completo y lograr sus mejores propiedades. Esto es especialmente importante en el caso de las resinas funcionales, como las resinas de moldeado y las resinas de ingeniería.
Cuando utilice la cámara de curado UV XYZprinting para resinas de XYZprinting, siga este perfil de curado para el postprocesamiento:
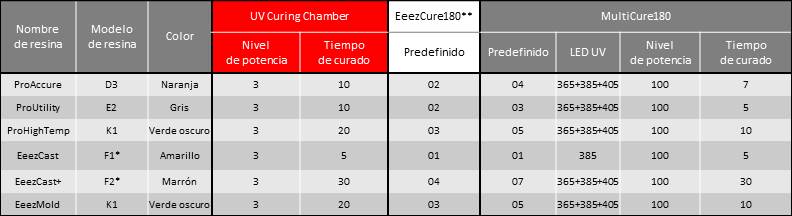
Nota *La resina de moldeado con curado posterior se imprime en agua para obtener el mejor rendimiento.** Los parámetros de curado son los mismos para la EeezCure180 y para la cámara de curado por UV. Cuando use la EeezCure180, basta con alternar entre los diferentes preajustes para aplicar los parámetros de curado sugeridos.
Postprocesamiento general
Last updated on June 5th, 2019 at 04:51 pm
Para lograr el mejor rendimiento de los materiales, siga estos pasos durante el postprocesamiento de impresiones a base de resina.
Recomendaciones sobre el acabado
1. Limpieza
Después de quitar el objeto impreso de la plataforma, límpielo con alcohol etílico con una concentración superior al 95 %.
Risciacquare accuratamente gli oggetti con alcol puro, strofinando delicatamente la superficie.
Nota » No sumerja el elemento impreso en alcohol durante más de 10 minutos, ya que el alcohol erosionará la estructura del elemento y dañará este.
2. Deje que el alcohol de la superficie se seque al aire
Habrá residuos de alcohol en la superficie del elemento impreso después de lavarlo.
Mantenga el elemento impreso estático después de lavarlo y no realice el fraguado posterior hasta que haya confirmado que el alcohol se ha volatilizado por completo. Después de que el alcohol se haya secado al aire, compruebe con cuidado si queda algún residuo de resina. Asegúrese de quitar la resina que no haya fraguado para evitar que bloquee los detalles de diseño del modelo original.
3. Quitar el soporte
Utilice las herramientas para recortar el soporte en lugar de tirar directamente (si tira, la superficie del elemento se puede dañar fácilmente).
4. Fraguado posterior
El objeto impreso generado con la resina se debe fraguar posteriormente mediante luz ultravioleta para garantizar que el material está completamente polimerizado para lograr las mejores propiedades en el mismo.
Haga clic aquí para leer el perfil de curado para la cámara de curado UV de XYZprinting.
Conservación de la resina sin fraguar
La resina sin fraguar dentro del depósito de resina no se debe exponer a la luz. La resina sin fraguar se puede almacenar en un contenedor opaco una vez filtrada. Vuelva a verter la resina en el depósito de resina antes de la siguiente impresión.
Nota » Se recomienda utilizar recipientes de polipropileno opacos para guardar las resinas.
ProUtility
Last updated on November 29th, 2018 at 12:40 pm
Applicable printer: PartPro100 xP
Resin Model: D3
ProUtility is the grey resin, featuring moderate toughness. The material is ideal for general purpose prototyping.
Model Design Tips
For the ideal printing result and the complete output of design details, please follow the design specifications here when designing the models.
Instructions for Use
To ensure the performance of the resin, a homogeneous mixture of the resin is required before starting every print job. Please follow below steps closely before start printing.
Before Installing a New Bottle
Follow below instruction to ensure the color uniformity of the resin material:
Tighten the original cap closely, place the bottle upside down for 5 minutes, and shake the bottles for around 5 minutes.

Before Every Print Job
Stir the resin left in the tank before starting every print.
Please note that the surface coating on the bottom of the resin tank may be damaged when contacting with sharp or hard tools. Follow below methods to stir the resin.
Method 1: Stir the resin with a silicon scraper.
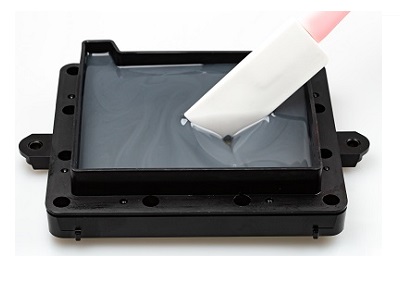
Method 2: Wear impervious gloves and stir the resin with fingers.

When the resin is mixed thoroughly, it should look like below image:
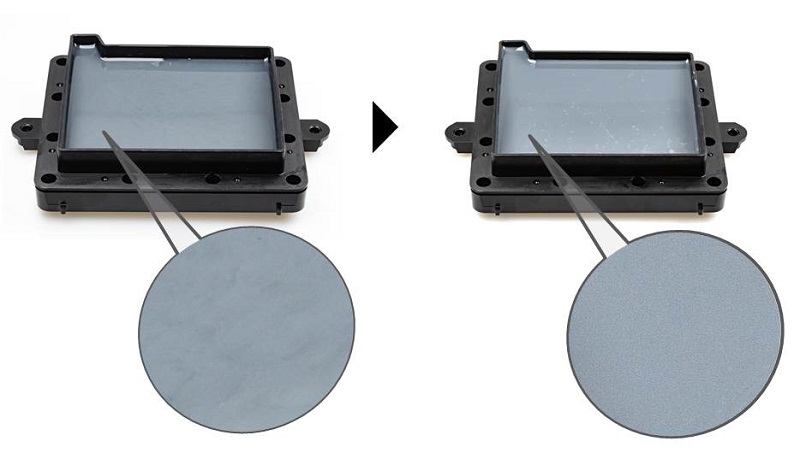
Note » Pay special attention when stirring the resin. Avoid scratching the coating on the bottom of the tank. » Check the resin level in the tank before printing. Fill the resin until the material reaches the "Max" mark on the tank.» If the resin in the bottle has been left used for more than 24 hours, please change to the original cap and overturn the bottle and shake the bottle for approx. 5 minutes respectively before printing.
Preservation of the Uncured Resin
Uncured resin inside of the resin tank should not be exposed to light. If the resin in tank will be left unused for more than 24 hours, store it in a clean container after it is filtered. Avoid sunlight or UV light exposure.

Pour the resin back into the resin tank prior to the next printing.
Note » Opaque polypropylene containers are recommended for storing the resins. » Overturn and shake the container of unused resin for approx. 5 minutes before pouring it back to the tank right before the next print.
Recommendation on Finishing
Please refer to the complete guide here for post-processing.
EeezMold
Last updated on November 29th, 2018 at 11:08 am
La impresora compatible: CastPro100 xP
Modelo de resina: K1
EeezMold es una resina resistente al calor, que aguanta temperaturas de desviación del calor de hasta 140 grados Celsius. Para aplicaciones de joyería, es ideal para imprimir los modelos maestros para hacer moldes de goma.
Sugerencias de diseño de modelos
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican aquí cuando diseñe los modelos.
Recomendaciones sobre el acabado
Consulte aquí la guía completa de postprocesamiento.