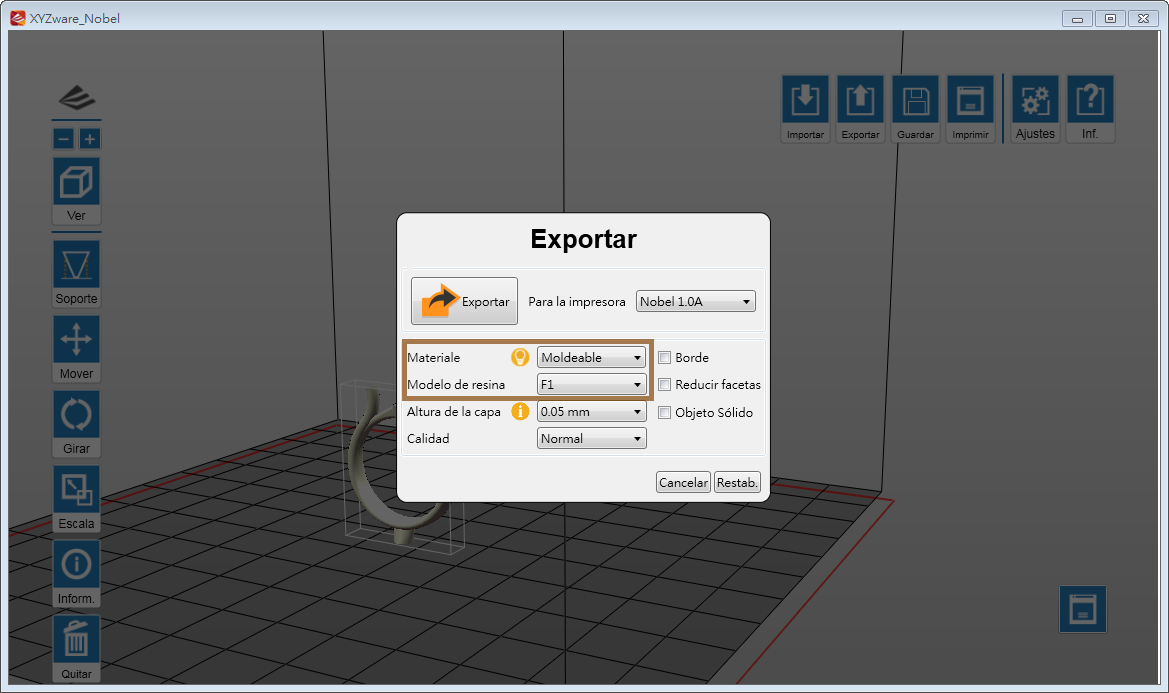
La impresora compatible: Nobel Superfine
Modelo de resina: D3
El material duro y fuerte muestra gran rigidez, características que le hacen resistente a la deformación. El material de ingeniería es adecuado para la creación de prototipos de objetos de paredes finas.
Sugerencias de diseño de modelos
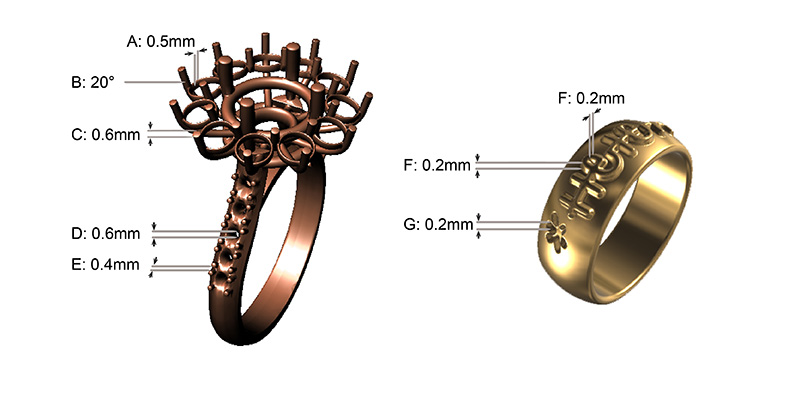
A fin de obtener un resultado de impresión óptimo así como todos los detalles del diseño, siga las especificaciones de diseño que se indican a continuación cuando diseñe los modelos.
| Características | Recomendado | |
|---|---|---|
| Grosor de la pared | Las paredes cuyo grosor sea inferior al recomendado es posible que se deformen o rompan durante el proceso de pelado. | ≥0,3mm |
| Ángulo de la parte saliente | Las estructuras de soporte son necesarias para las partes salientes pronunciadas con un ángulo superior a los límites recomendados. De lo contrario, las partes salientes pueden deformarse o romperse. | ≥20° |
| Diámetro mínimo de cable vertical | Las redes o cables cuyo grosor sea inferior al recomendado es posible que se rompan o deformen durante el proceso de pelado. | ≥0,3mm |
| Diámetro de orificio | Los orificios cuyo tamaño sea inferior al recomendado pueden retener resina en el objeto o quedar bloqueados durante el proceso de impresión. | ≥0,5mm |
| Distancia | Una distancia menor a la recomendada puede dar lugar a fusión durante el proceso de impresión. Por consiguiente, es posible que las partes movibles no funcionen. | ≥0,2mm |
| Detalle en relieve | Los detalles cuya altura y grosor sean inferiores a los recomendados es posible que no sean visibles en la impresión. | ≥0,1mm |
| Detalle gravado | Los detalles cuya altura y grosor sean inferiores a los recomendados es posible que no sean visibles en la impresión. | ≥0,1mm |
Nota » La recomendación se basa en el resultado de la impresión con una altura de capa de 0,05 & 0,025 mm. » Evite arañar la parte inferior del depósito con cualquier herramienta afilada, ya que el recubrimiento podría dañarse. Un depósito con la superficie dañada puede afectar a la calidad de impresión.
Recomendaciones sobre el acabado
Limpieza
Después de quitar el objeto impreso de la plataforma, límpielo con alcohol etílico con una concentración superior al 95 %.
Enjuague los objetos en alcohol transparente completamente mientras frota suavemente la superficie.
Nota » No sumerja el elemento impreso en alcohol durante más de 10 minutos, ya que el alcohol erosionará la estructura del elemento y dañará este.
Deje que el alcohol de la superficie se seque al aire
Habrá residuos de alcohol en la superficie del elemento impreso después de lavarlo.
Mantenga el elemento impreso estático después de lavarlo y no realice el fraguado posterior hasta que haya confirmado que el alcohol se ha volatilizado por completo. Después de que el alcohol se haya secado al aire, compruebe con cuidado si queda algún residuo de resina. Asegúrese de quitar la resina que no haya fraguado para evitar que bloquee los detalles de diseño del modelo original.
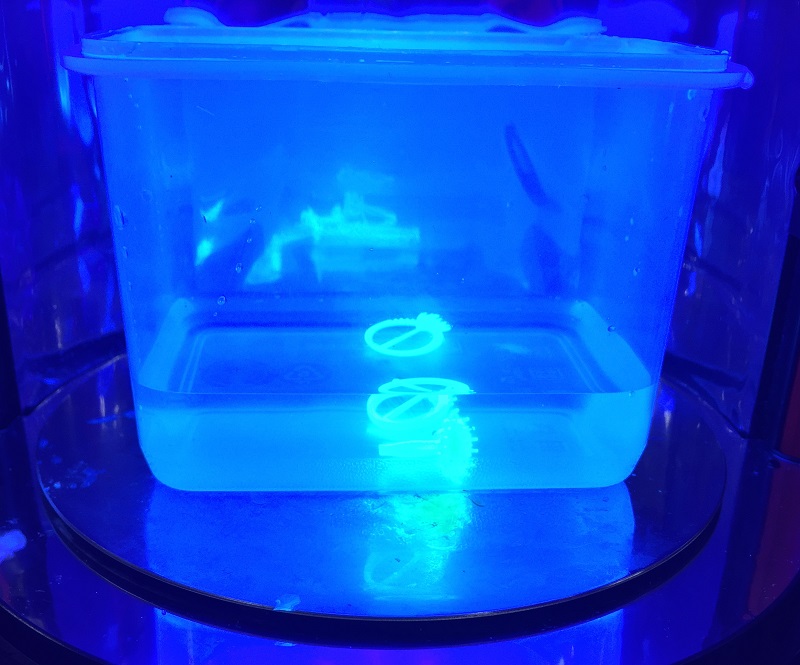
Fraguado posterior
El objeto impreso generado con la resina se debe fraguar posteriormente mediante luz ultravioleta para garantizar que el material está completamente polimerizado para lograr las mejores propiedades en el mismo. Asimismo, realice un fraguado posterior del objeto TAN PRONTO como se haya evaporado el alcohol de la superficie.
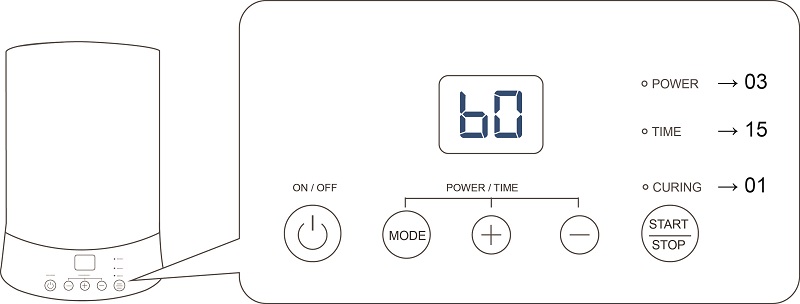
Con una longitud de onda ultravioleta de 375~405 nm y una intensidad de radiación de 11~12 mW/cm², es recomendable realizar el fraguado posterior del objeto durante 10 min.
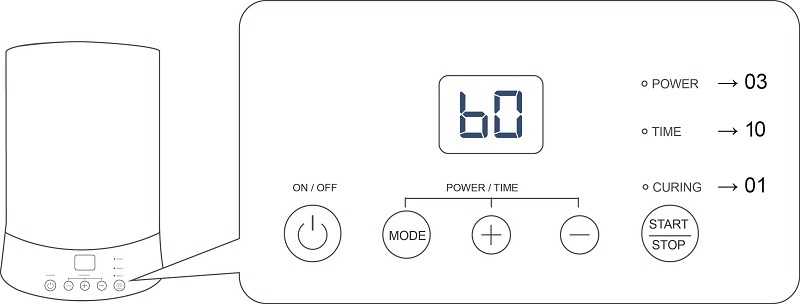
Cuando utilice la cámara de fraguado ultravioleta de XYZprinting, utilice la siguiente configuración:
Quitar el soporte
Utilice las herramientas para recortar el soporte en lugar de tirar directamente (si tira, la superficie del elemento se puede dañar fácilmente).
Conservación de la resina sin fraguar
La resina sin fraguar dentro del depósito de resina no se debe exponer a la luz. La resina sin fraguar se puede almacenar en un contenedor opaco una vez filtrada. Vuelva a verter la resina en el depósito de resina antes de la siguiente impresión.