树脂材料打印品需以 UV 光进行后固化,将确保树脂成份完全固化,使此材料展现应有的机械性质。此后处理制程对于功能性树脂特别重要,尤其是失蜡铸造用树脂与工程用途树脂。
使用 XYZprinting Post 光固机后固化 XYZprinting 原厂树脂时,请参照以下固化设定:
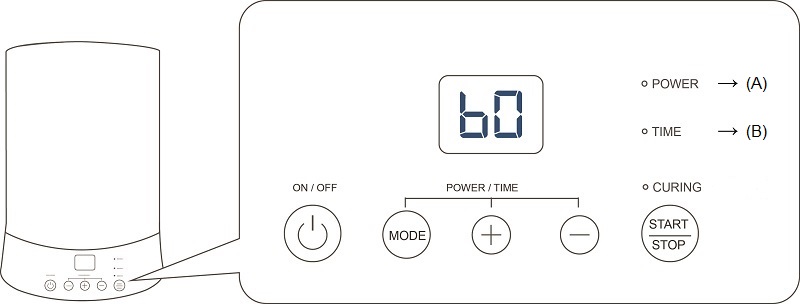
| 树脂名称 | 树脂型号 | 树脂颜色 | 相容机种 | 能量设定 (A) | 时间设定 (B) |
| 标准树脂 | A1 | 透明/白/灰/蓝/洋红 | Nobel 1.0 Nobel 1.0A |
03 | 10 |
| 弹性树脂 | B1 | 透明 | Nobel 1.0 Nobel 1.0A |
03 | 1 – 2 |
| 失蜡铸造用树脂 | C1 | 橘 | Nobel 1.0A | 03 | 10* |
| 高硬度树脂 | D1 | 透明 | Nobel 1.0A | 03 | 20 |
| 高韧性树脂 | D2 | 透明绿 | Nobel 1.0A | 03 | 20 |
| 高硬度树脂 | D3 | 橘 | Nobel Superfine | 03 | 10 |
| 标准树脂 | E1 | 紫 | Nobel Superfine | 03 | 10 |
| 标准树脂 | E1 | 透明 | Nobel Superfine | 03 | 7 |
| 标准树脂 | E2 | 灰 | Nobel Superfine | 03 | 10 |
| 失蜡铸造用树脂 | F1 | 黄 | Nobel 1.0A Nobel Superfine |
03 | 5* |
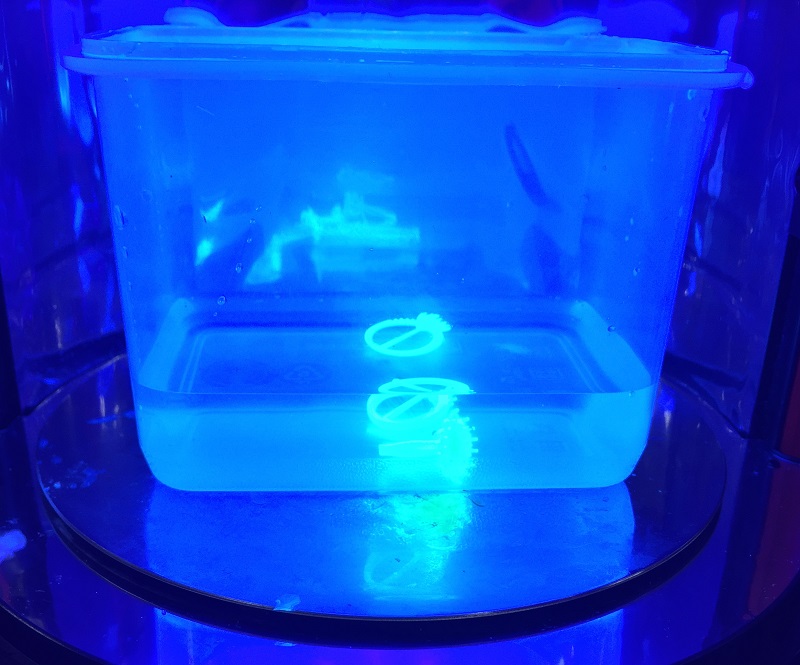
注意 *建议将脱腊铸造用树脂泡水照射 UV 光,效果更佳。