Last updated on September 19th, 2018 at 11:25 am
印刷品質は、オブジェクトの印刷に要する時間に影響します。 例えば、高品質の印刷物は、印刷する各層が薄くなるにつれて、低品質の印刷物よりも作成に時間がかかります。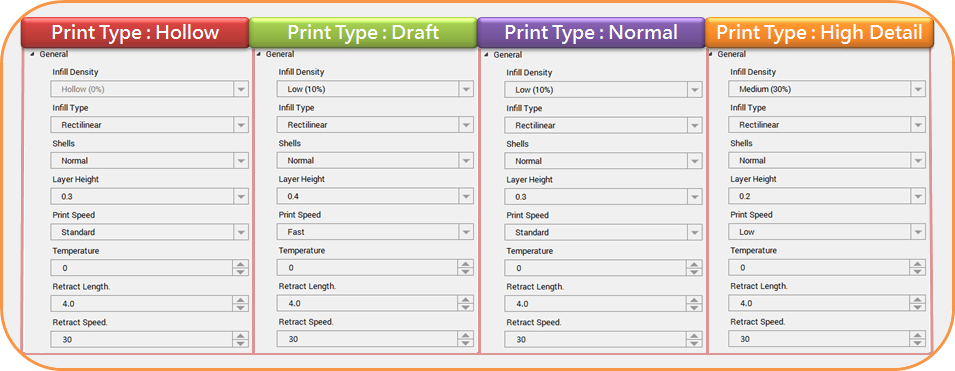
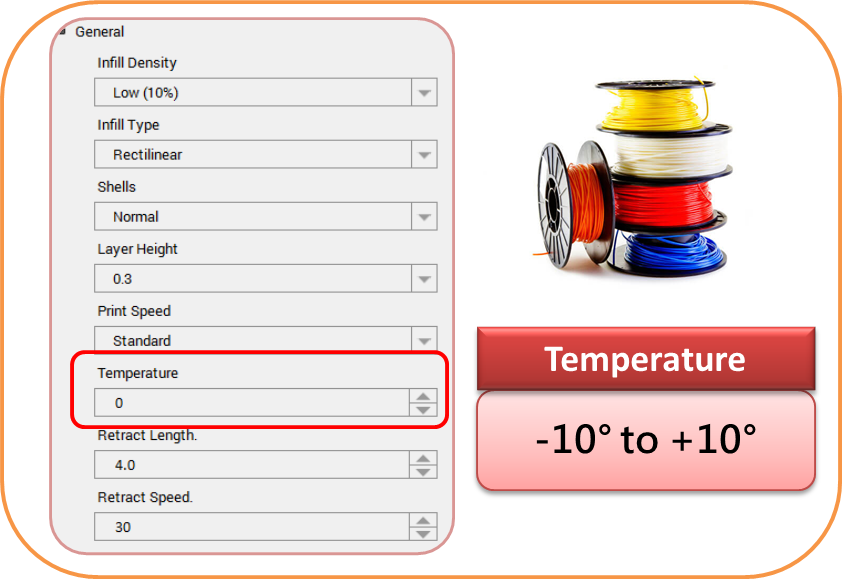
印刷中に使用されるプリンタの温度は、設置されている材質によって若干異なります。 この設定を使用して、-10〜+ 10°の温度を調整できます。
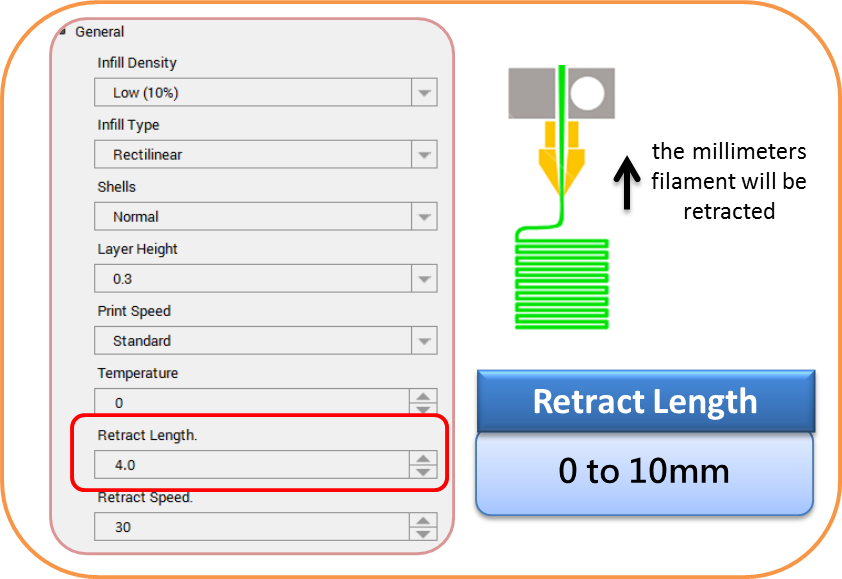
収縮は、フィラメントの滲出を最小にするように設定される。 フィラメントは、各トラベル時に、引出し長さで設定した値だけ引っ込められます。 0〜10mmの範囲で調整できます。
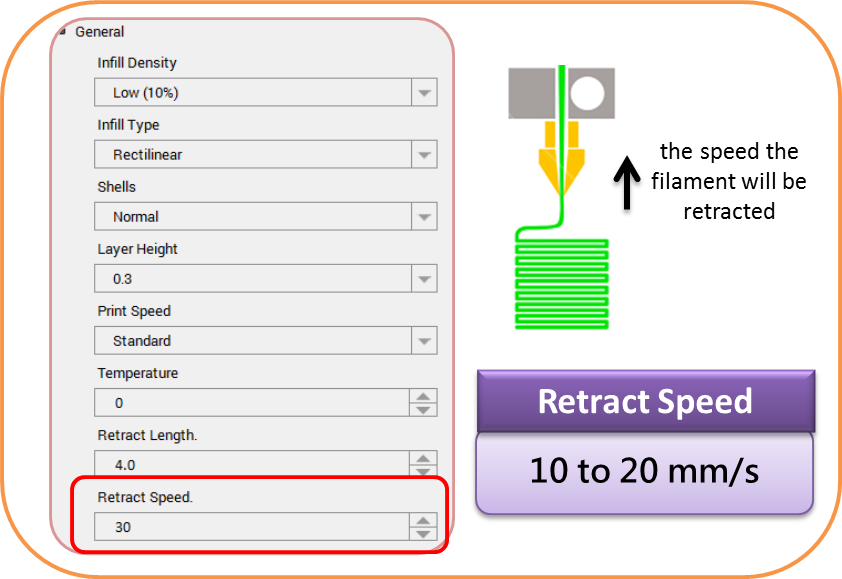
これは、押出機が材料を引っ込める速度(ミリメートル/秒)である。 あなたは10から120ミリメートル/ sに調整することができます。
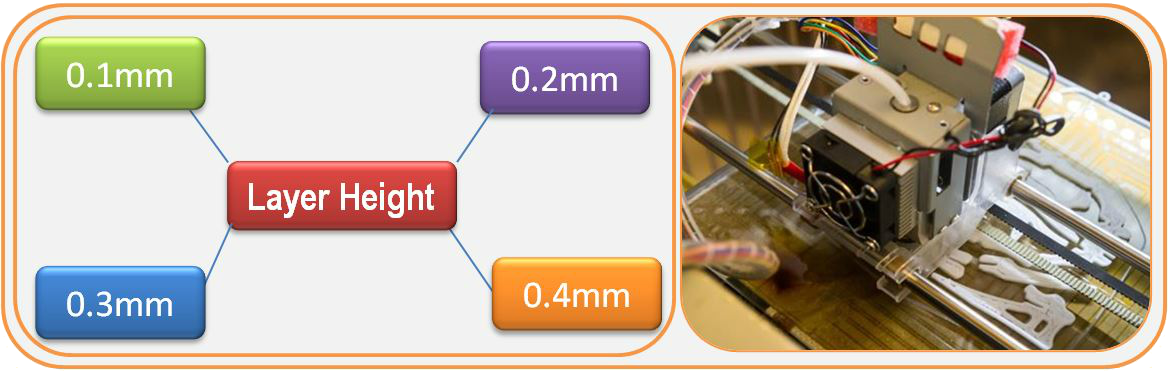
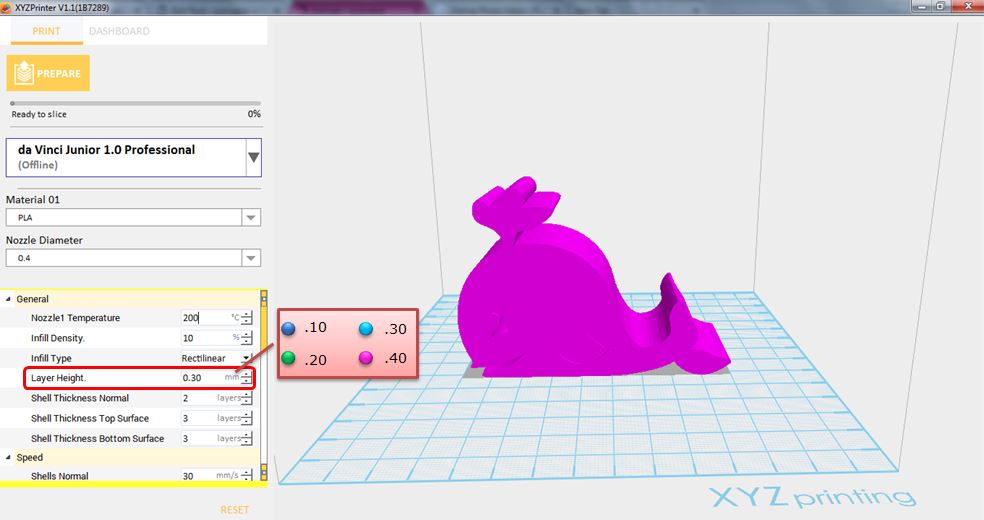
異なるレイヤーの高さを設定することで、プリンタが作成する各レイヤーの厚さを変更することができます。 印刷された層の厚さは、0.1mm〜0.4mmの間で調整することができる。 最良の結果を得るには、0.2〜0.3mmのレイヤー印刷をお勧めします。
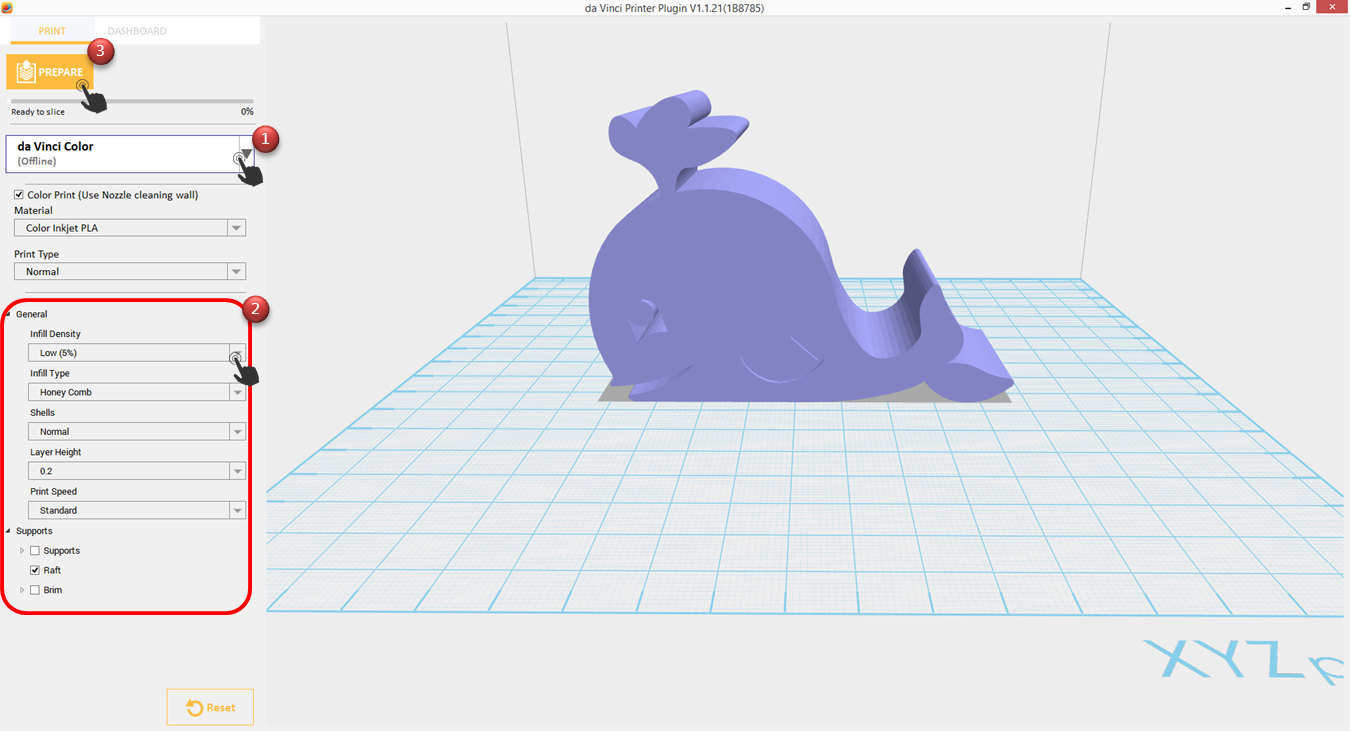
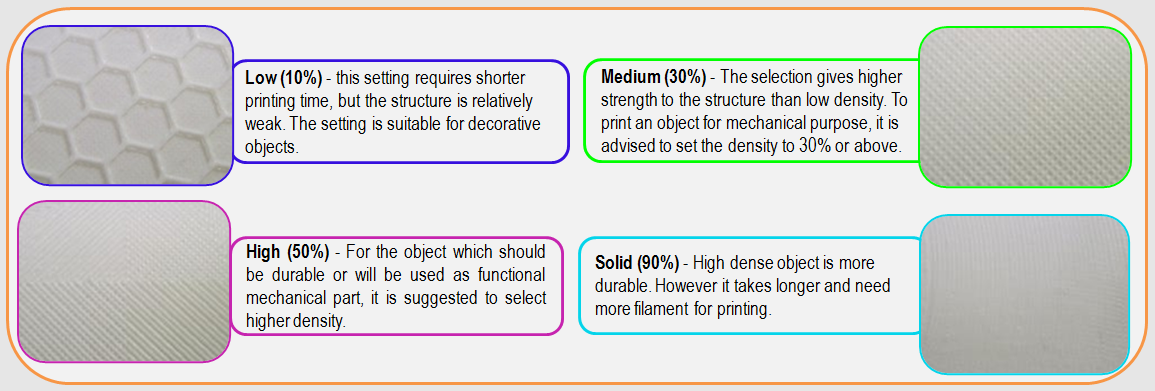
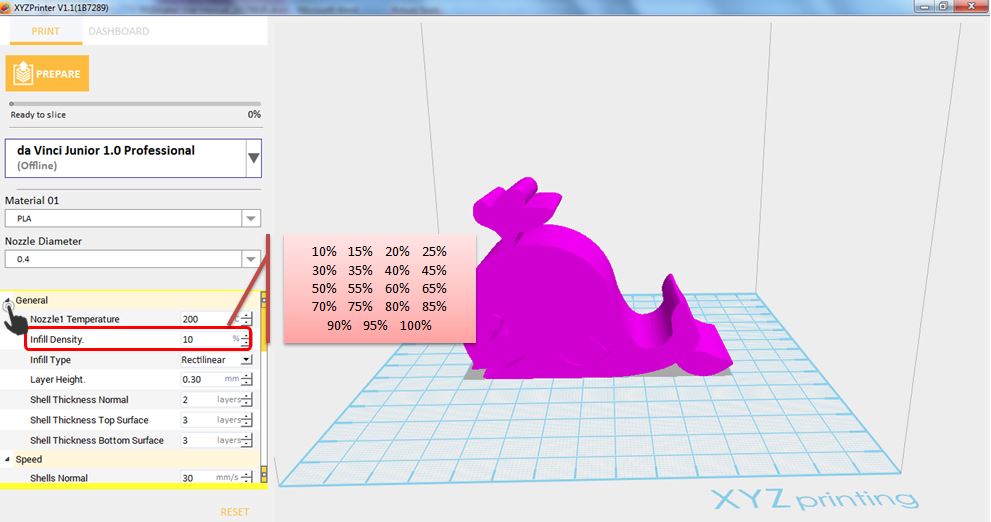
印刷前に、ユーザーはこの機能を使用して、オブジェクトの印刷濃度を調整することができます。 da Vinci 3Dプリンタのデフォルトのプリンタ設定では、ハニカム構造に基づいてオブジェクトの内部構造が作成されます。 3D密度プルダウンメニューを使用して、ハニカム構造密度を空洞から高水準に調整して、所望の強度要件を作成することができます。
1. オブジェクトをインポートするか、デザインを作成します。
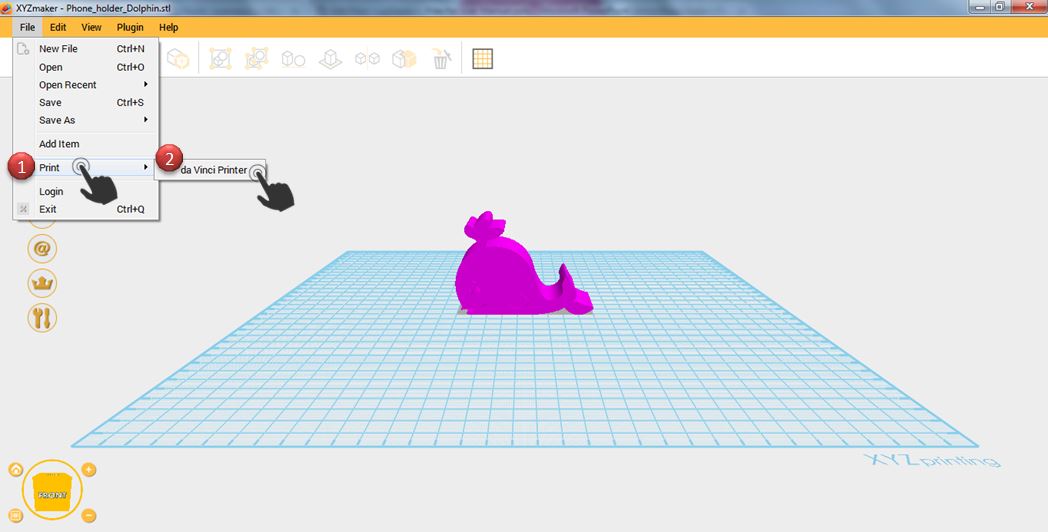
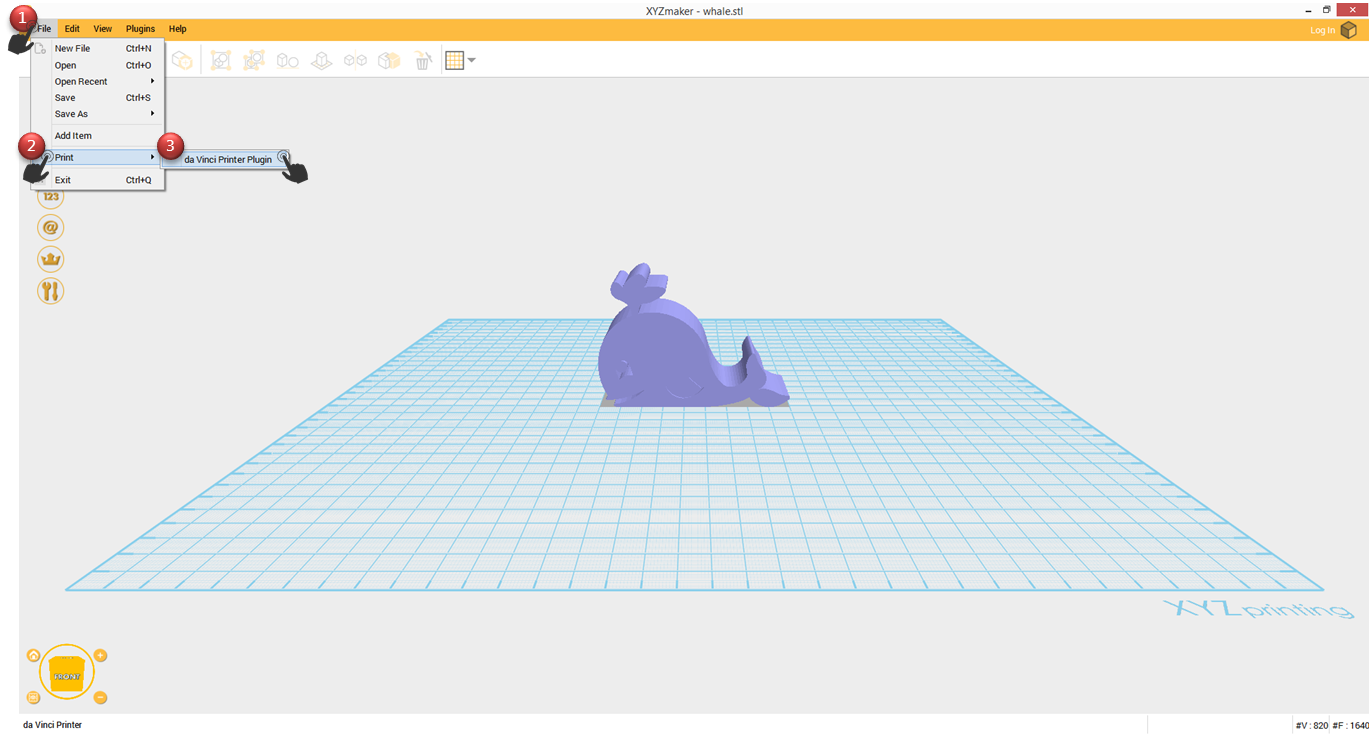
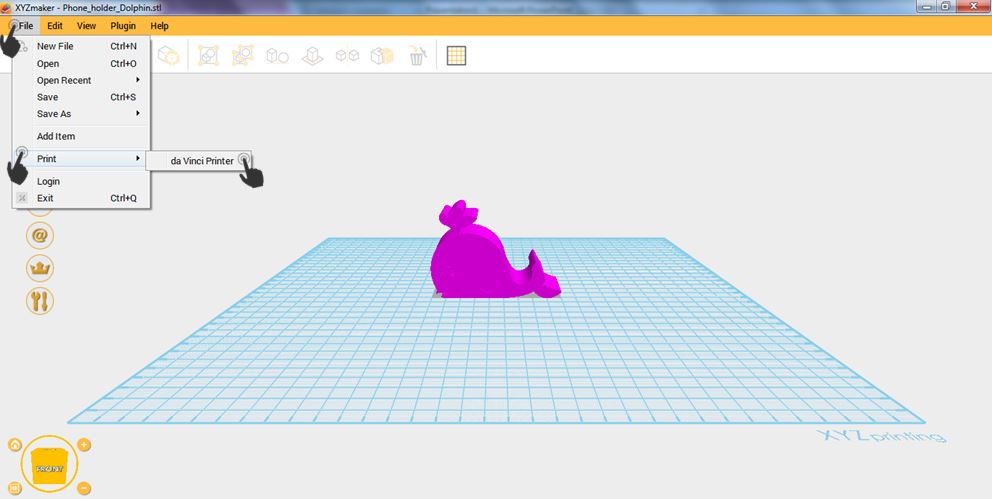
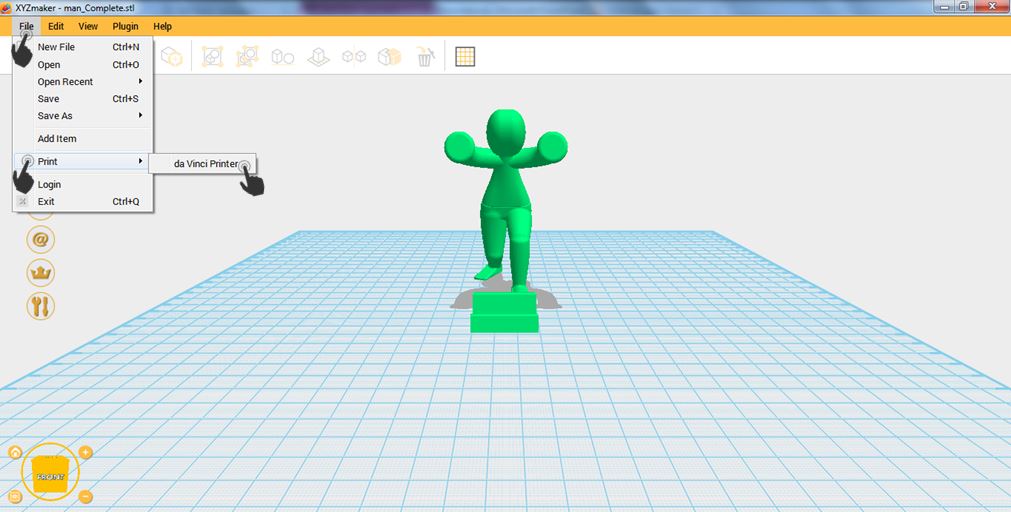
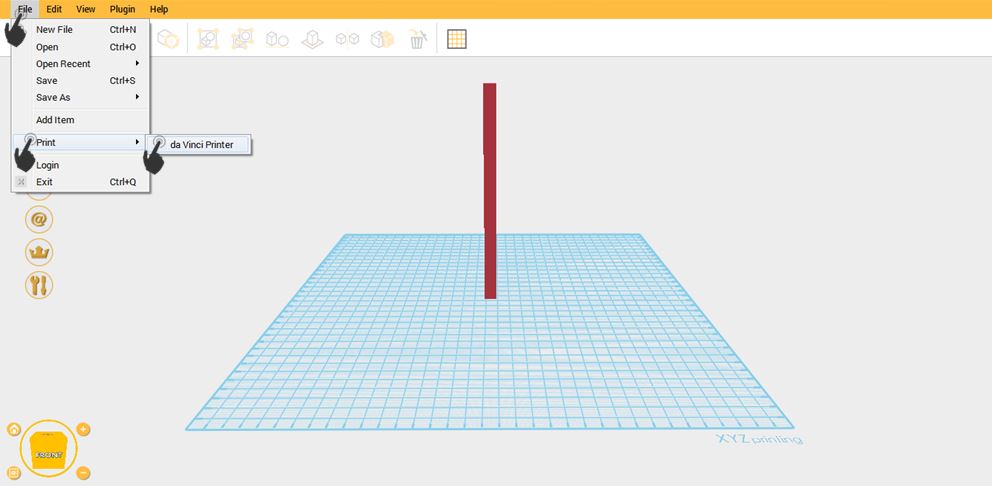
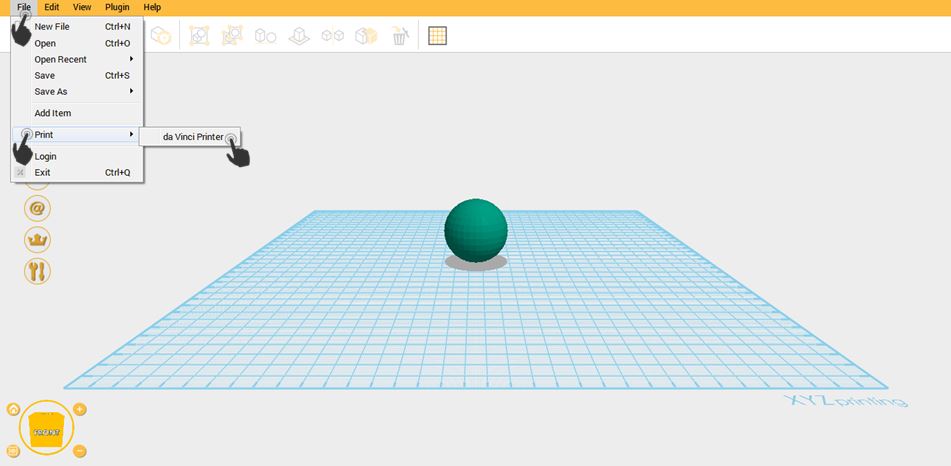
2.[ファイル]をクリックし、[印刷 – da Vinciプリンタ]を選択します。
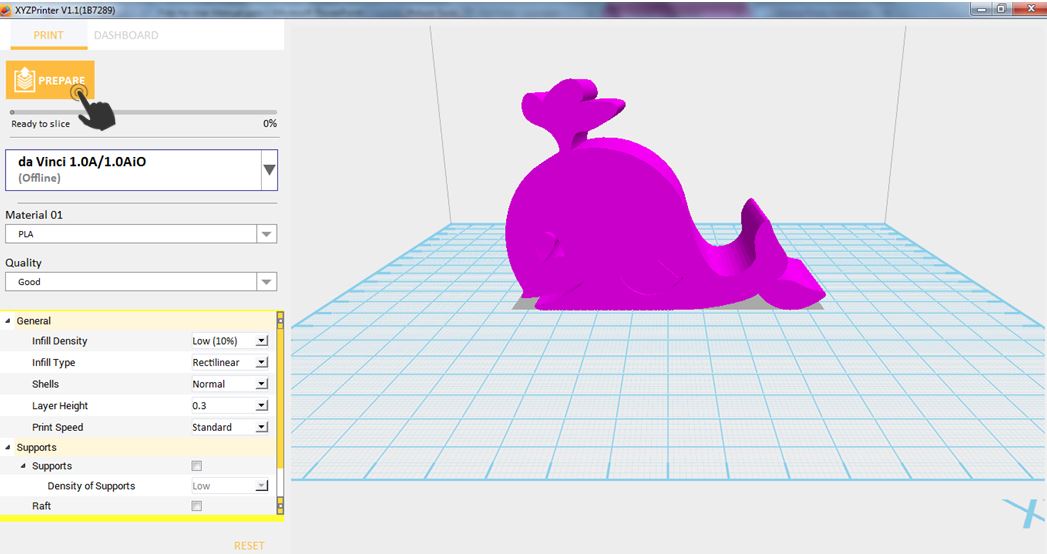
3.Generalをクリックし、Infill Densityを選択します。 インフィル密度は10〜100の範囲である。
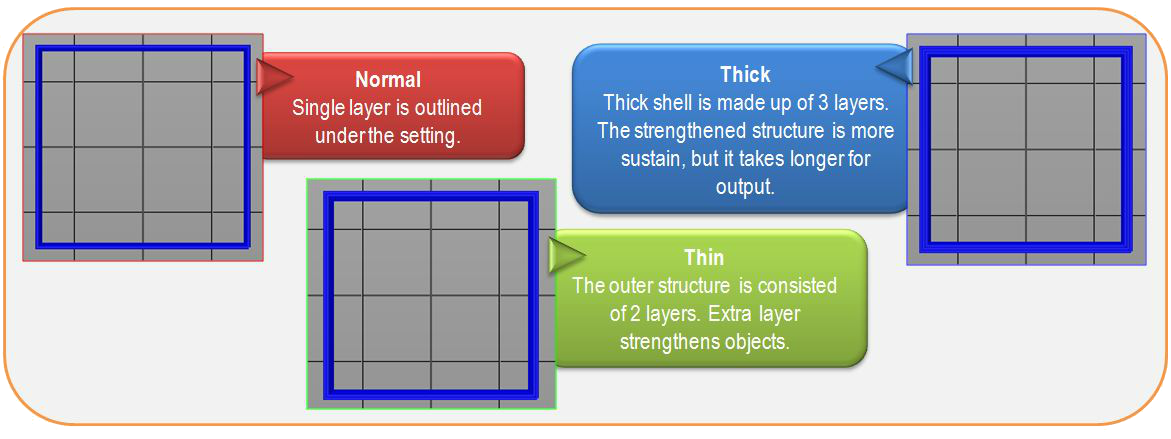
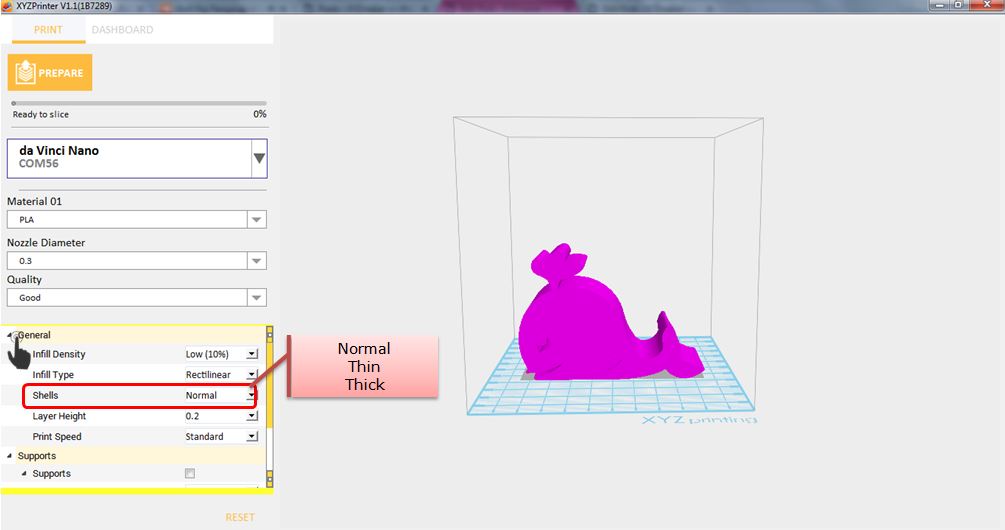
シェルはオブジェクトの外側のレイヤーです。 厚いシェルはより良い印刷品質で終わりますが、印刷には時間がかかります。 薄いシェルは印刷時間を短縮しますが、破損する可能性があります。
オブジェクトの強さは、3D密度とシェルの設定によって影響されます。 異なるサイズ、形状、目的のオブジェクトの持続性を保証するためには、異なる密度とシェルの設定が必要です。
1. オブジェクトをインポートするか、デザインを作成します。
2.[ファイル]をクリックし、[印刷 – da Vinciプリンタ]を選択します。
3. Generalをクリックし、シェルを設定します。 Normal、Thin、Thickのいずれかです。
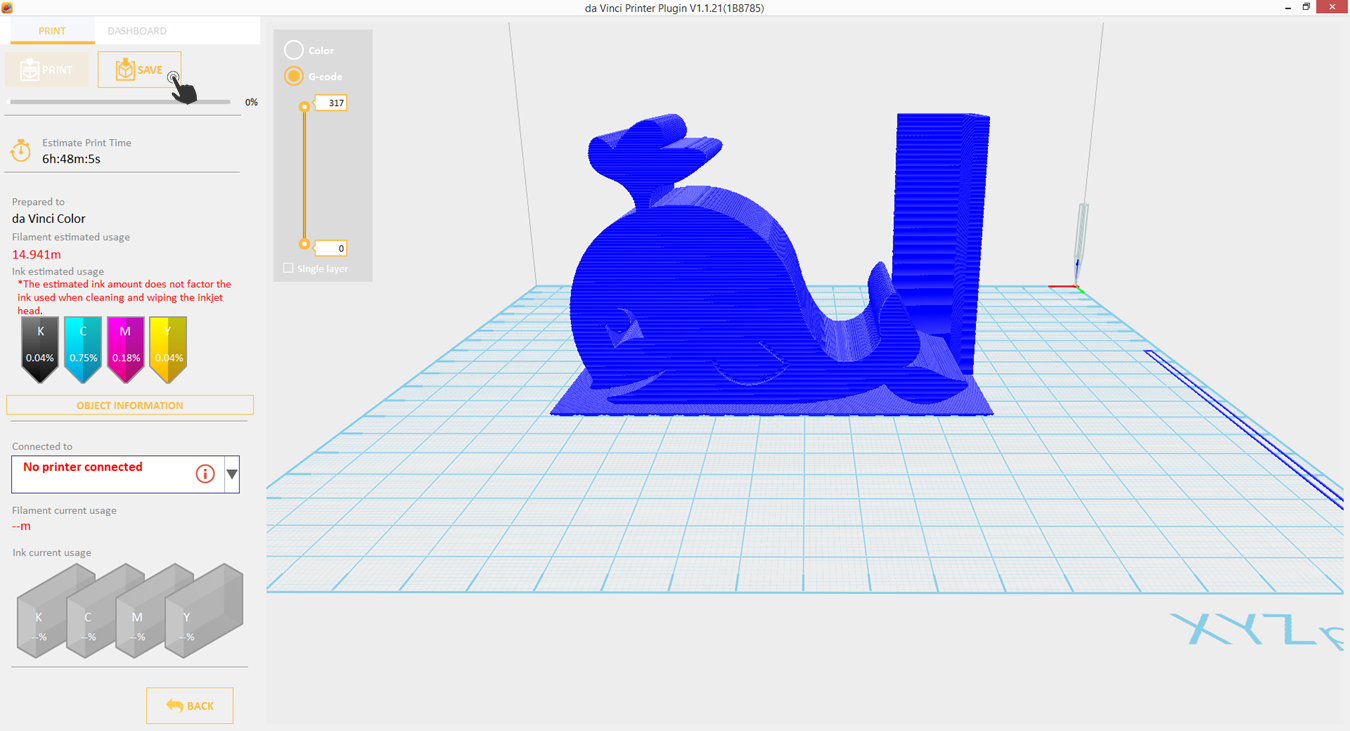
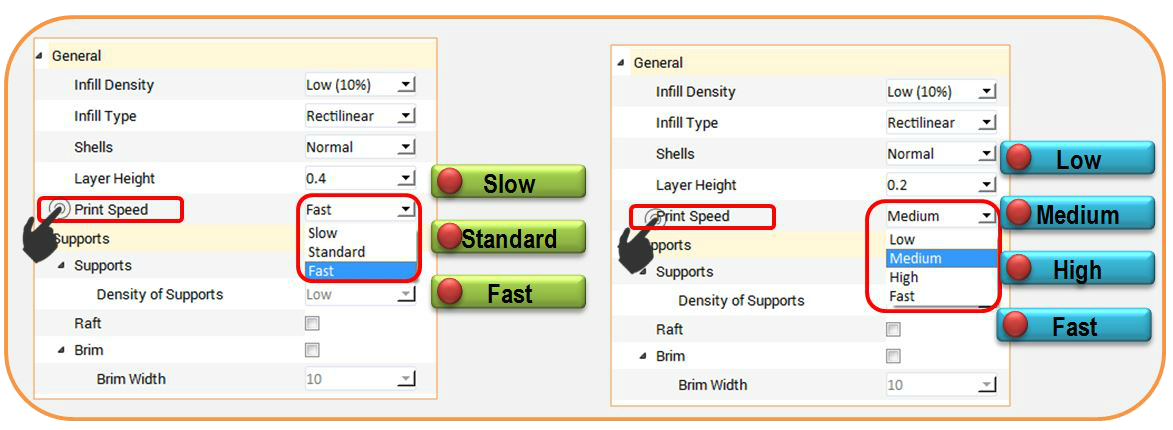
印刷速度は、オブジェクトのサイズと精度に基づいて設定を変更するために使用します。 一般に、より良いオブジェクト品質は、より低い印刷速度を伴う。 スロー、スタンダード、またはファーストにすることができます。 レイヤー高さの設定が0.2mmの場合、印刷速度オプションは低、中、高、高速です。
1.オブジェクトをインポートするか、デザインを作成します。
2.[ファイル]をクリックし、[印刷 – da Vinciプリンタ]を選択します。
3.Generalをクリックし、Layer Heightを選択して、目的の値を入力します。
支持構造体は、オブジェクトの特徴に従って印刷される。 サポートは、構造的強度を作り出し、印刷プロセス中にモデルが崩壊しないようにするために使用されます。 マテリアルセットがABSの場合、Support DensityをLow、Medium、Highに設定できます。
1.オーバーハングした部品を含むオブジェクトをインポートします。
2.「ファイル」→「印刷 – da Vinciプリンタ」をクリックします。
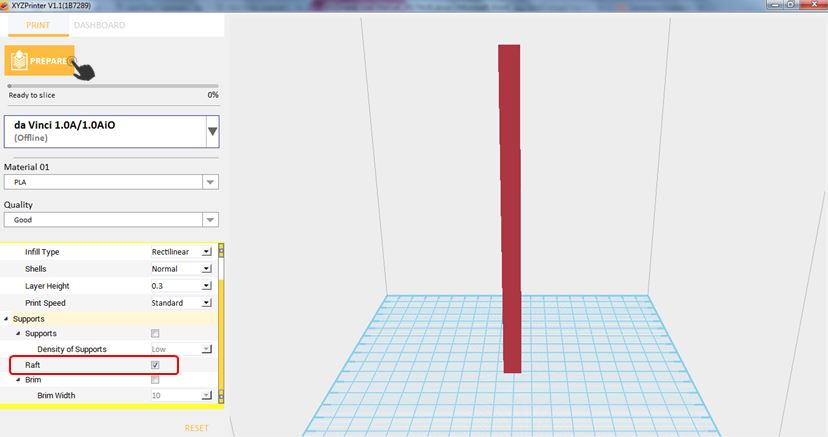
3.プリンタウィンドウが表示されたら、[サポート]を有効にし、[準備]をクリックします。 また、希望のサポート品質に応じてサブ設定を変更することもできます。 設定を調整したら、[準備]をクリックします。
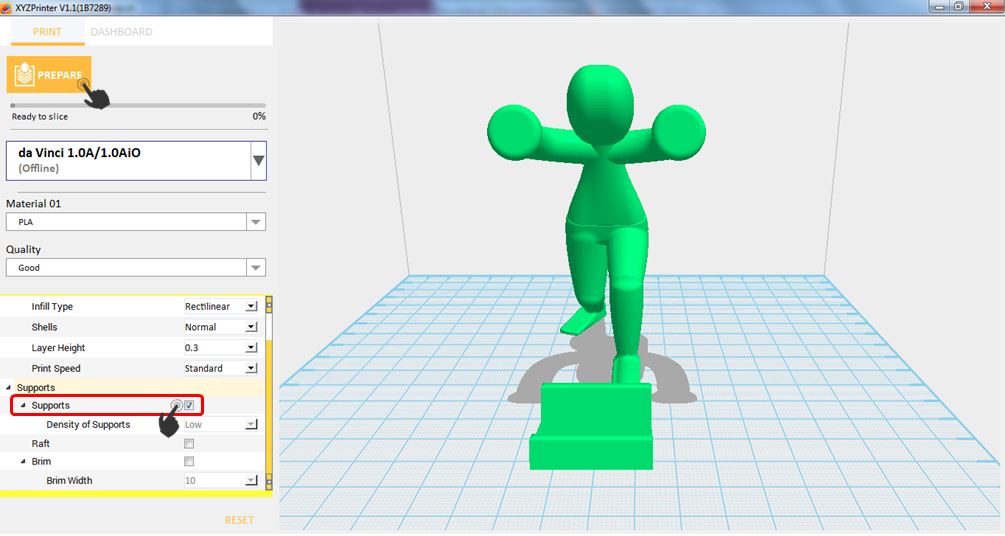
4.突出部分はすでに構造をサポートしていることに注意してください。
サポート密度
サポートの密度は、モデルのサポートの構造を定義します。 これを[高]に設定すると、より強力で優れたサポートが得られますが、削除するのは難しくなります。 サポートの低、中、高から選択できます。
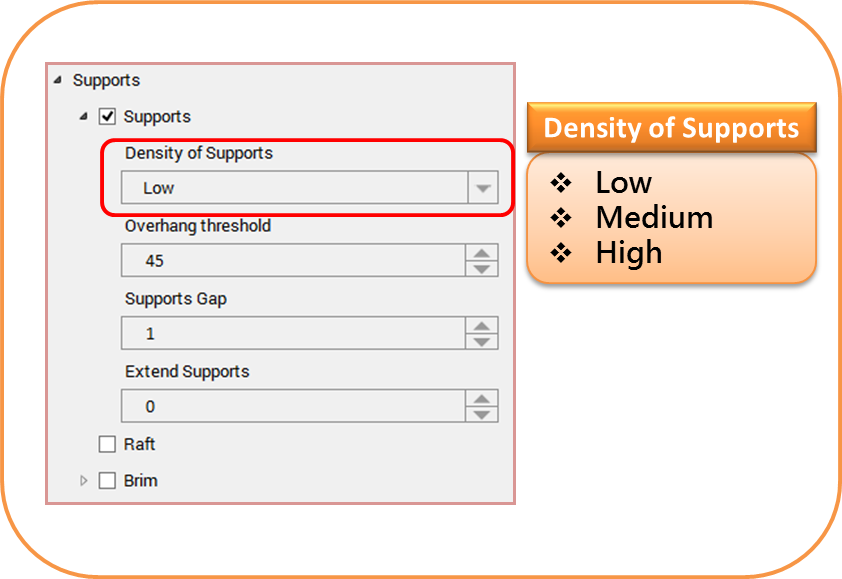
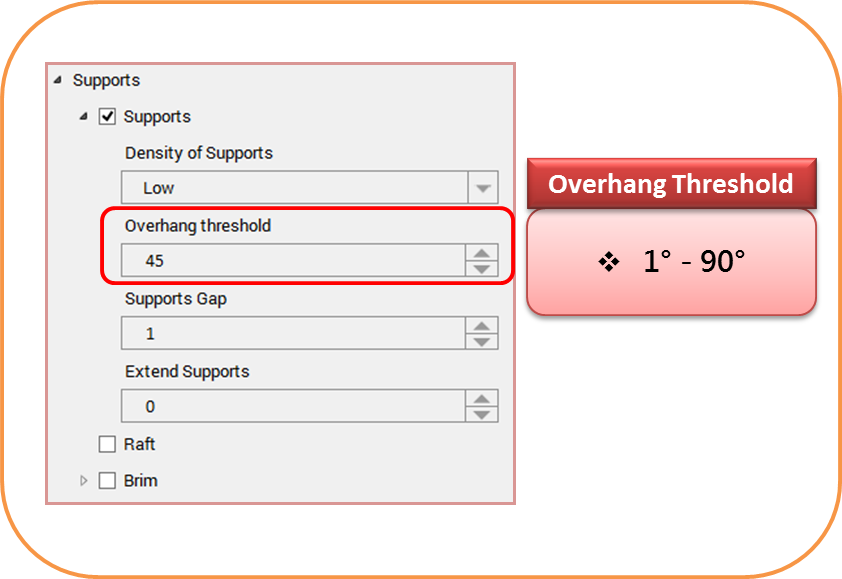
オーバーハングしきい値
あなたのモデルのオーバーハング部分は、あなたの設定した角度までサポートを生成します。 オーバーハングのしきい値は1°〜90°に設定できます。
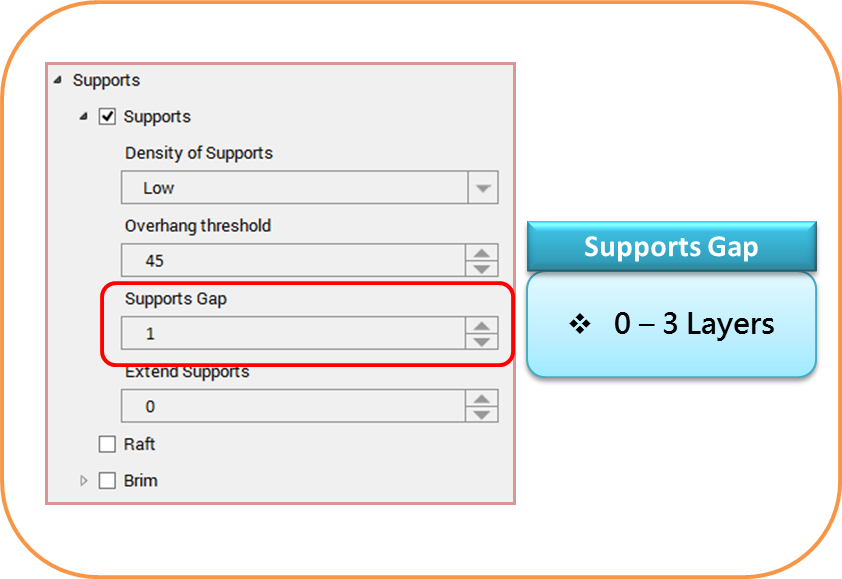
サポートギャップ
これは、モデルとサポートのギャップを設定します。 0〜3のレイヤーに設定できます。 設定した値が大きいほど、サポート構造がモデルに当たる機会が少なくなります。
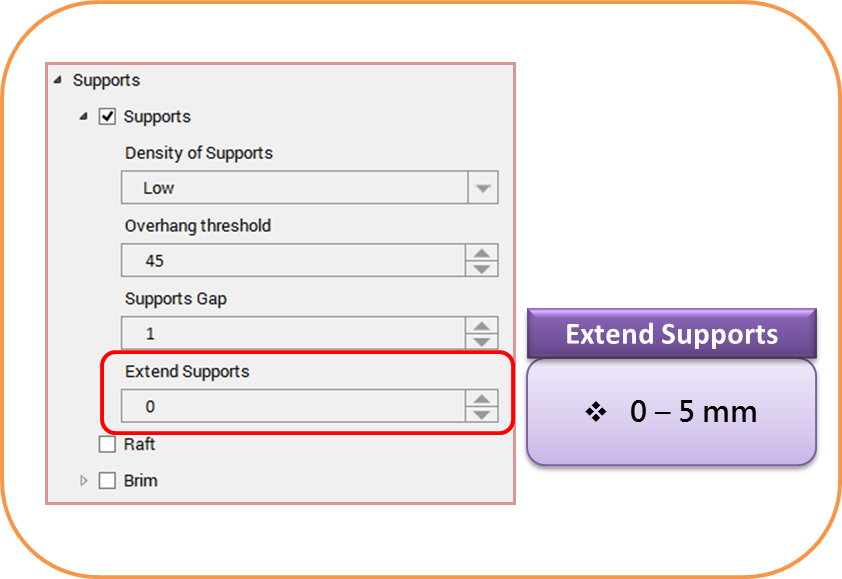
サポートを拡張する
拡張サポートサポートを構築するためにモデルの周囲を拡張します。 これにより、より堅固な支持構造が得られる。
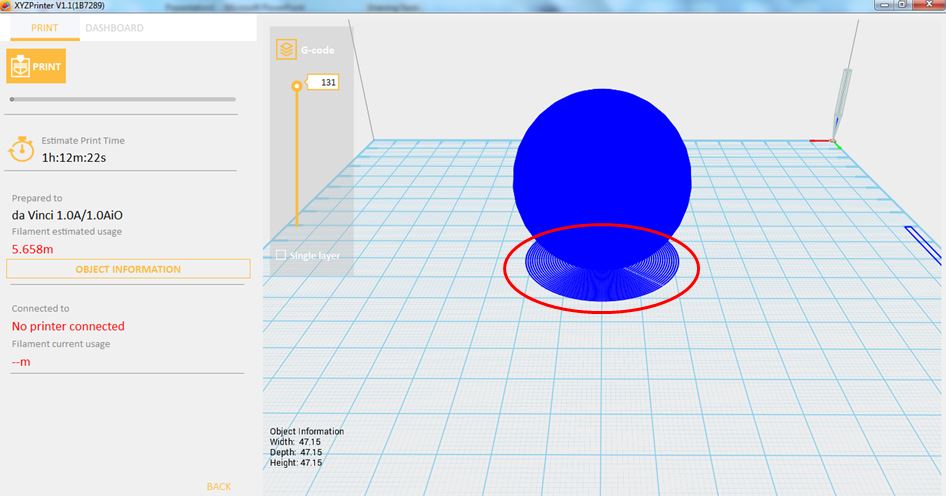
オブジェクトがプラットフォームに接触する面積が小さい、または形によってバランスが不安定の場合、印刷するときに失敗または変形する可能性があります。その際、ラフトをつけることは安定性を高め、印刷はより成功しやすくなります。
1.バランスの悪いオブジェクトをインポートします。
2.ファイル→印刷→ダヴィンチ プリンターを選択します。
3. プリンターを選択し、ラフトを有効にします。
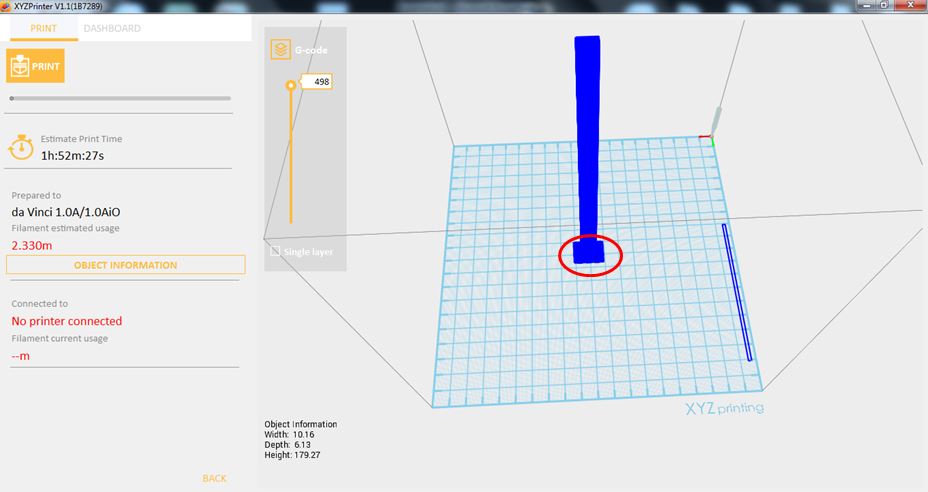
4.ラフトが追加されました。
本機能はオブジェクトの周りに板構造を追加し、オブジェクトの安定性を高める機能です。
1. オブジェクトをインポートします。
2.ファイル→印刷→ダヴィンチ プリンターを選択します。
3. 底辺を有効し、底辺の幅を設定します。
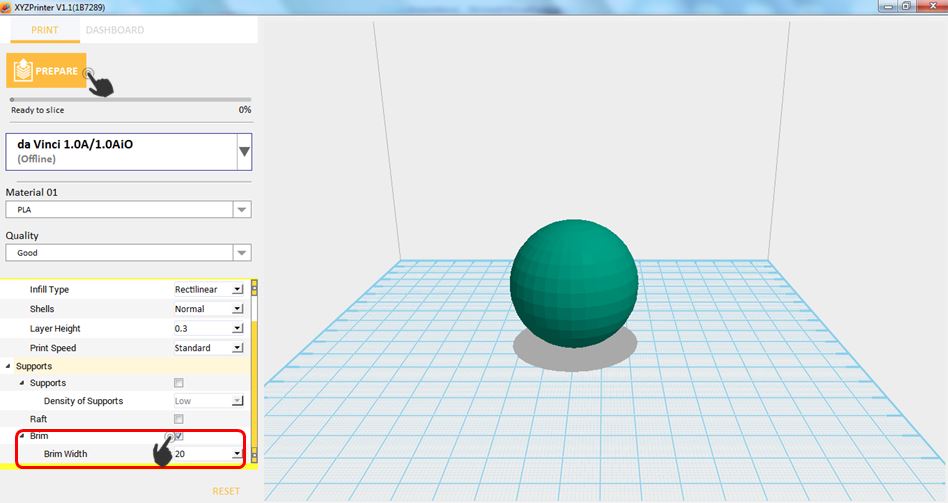
4.底辺が追加されました。