To export your stl file into sliced file or to print, you will need to go through the following setup. Once setting up all items, press “Export” or “Print” to proceed.
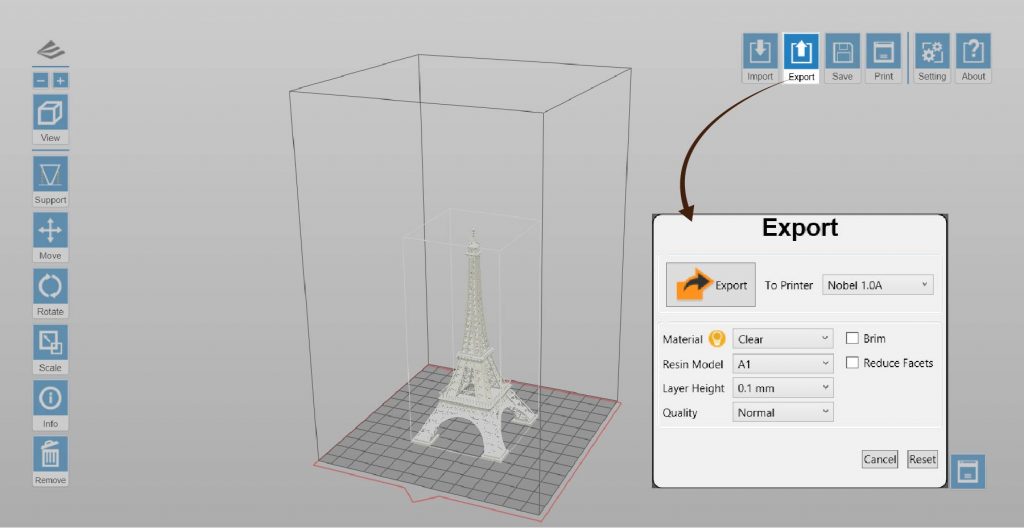
Click on below items to read more information on each setting:
Printing setup varies based on the color and material of the resin. Please set the option based on the resin cartridge installed on the printer before printing.
It is advise to include color setting in filename for instant distinction in the future.
Please note that printing will be stopped if the selected resin type doesn’t match the resin installed.
Note Detailed instructions on using the resins are available. To read more on the material, click below links or the bulb icon by material.» Nobel 1.0/1.0A - Standard resin » Nobel 1.0/1.0A - Flexible resin » Nobel 1.0A - Castable resin » Nobel Superfine - Standard resin » Nobel Superfine - Castable resin
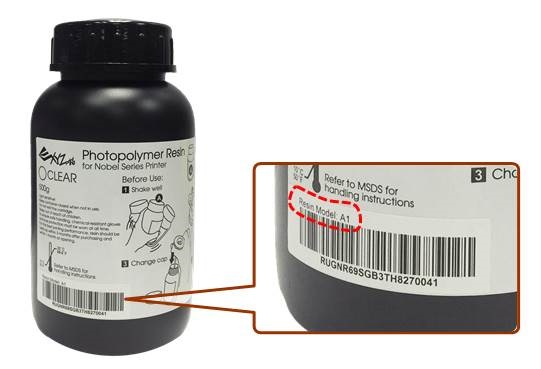
“Resin Model” can be found under “Info”>”Resin status” on the printer and on the serial number label on the resin bottle. For resin bottles without the info of resin model, please select “A1”.
“Layer Height” indicates the resolution of a print at Z axis.
Note Layer resolution allowed on Nobel 1.0A varies based on the total height of the object. » 25 microns; maximum allowed height: 50 mm » 50 microns; maximum allowed height: 100 mm » 100 microns; maximum allowed height: 200 mm
The setting of Quality has impact on the smoothness of the surface of the printout. Printing with Good quality will take slightly longer than normal printing.
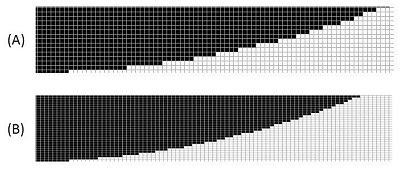
(A)Normal quality; (B) Good quality
Printing parameters vary from printer models. Select the printer model you are going to print with.
Note If the selected printer model is different from the printer connected, print job submission will be canceled.
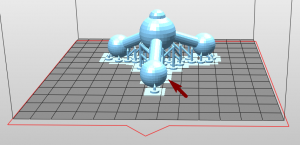
Check “Brim” for the 3D objects that has less contact with the platform to increase adhesion.
Brim will be shown after slicing is finished.
Complex 3D models are composed of a large amount of meshes. Enable this function for slicing such models may save the render time as it will reduce the facets to 200 thousand elements. This function can also repair the 3D model when necessary.


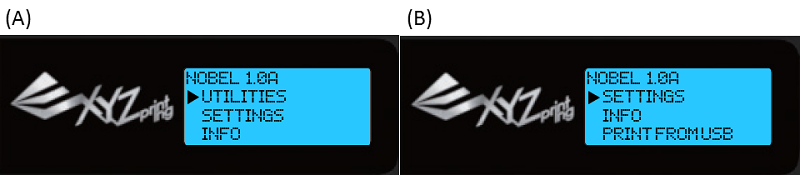
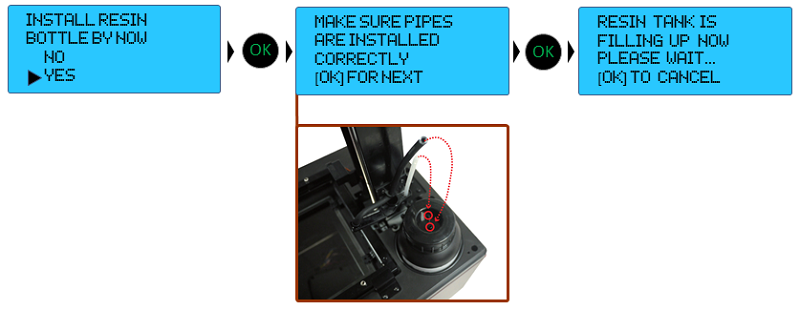
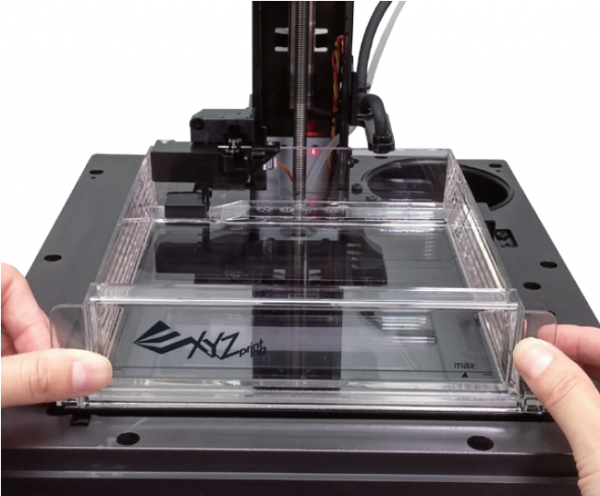
 “Utilities” menu provides the control of the printer. You can instruct to fill the resin tank manually, and calibrate the printer when necessary.
“Utilities” menu provides the control of the printer. You can instruct to fill the resin tank manually, and calibrate the printer when necessary.