เครื่องพิมพ์ที่เข้ากันได้: Nobel Superfine
สีมืดและสีขุ่นจะแสดงรายละเอียดได้ดี ซึ่งเป็นวัสดุที่เหมาะสมในการทำชิ้นงานต้นแบบ
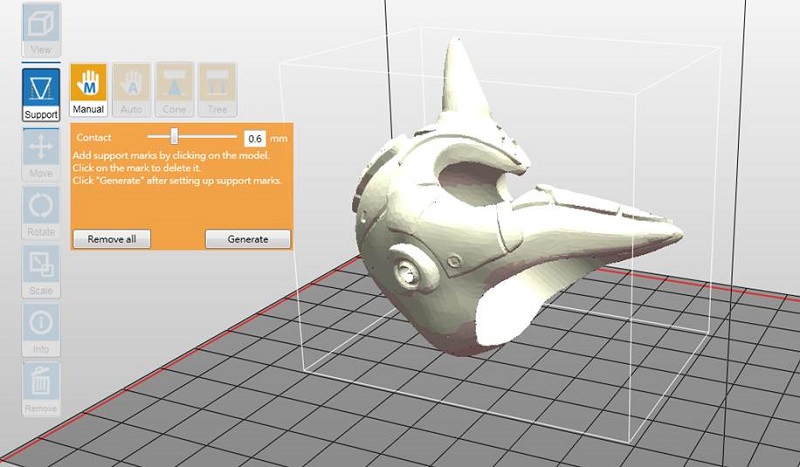
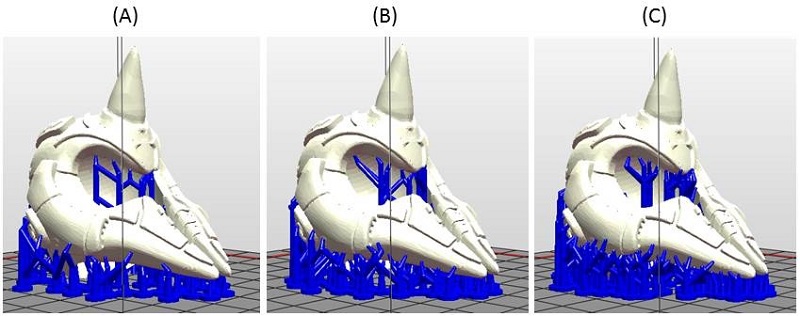
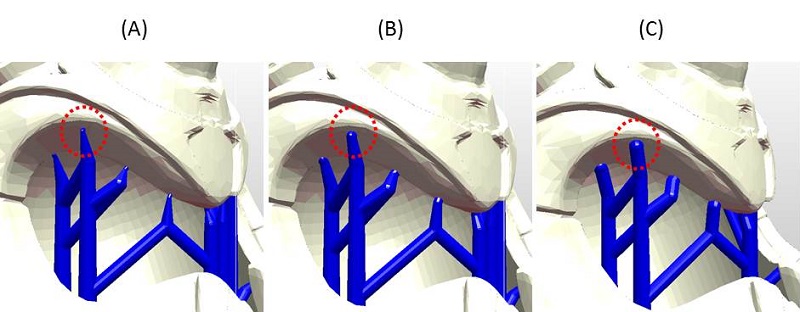
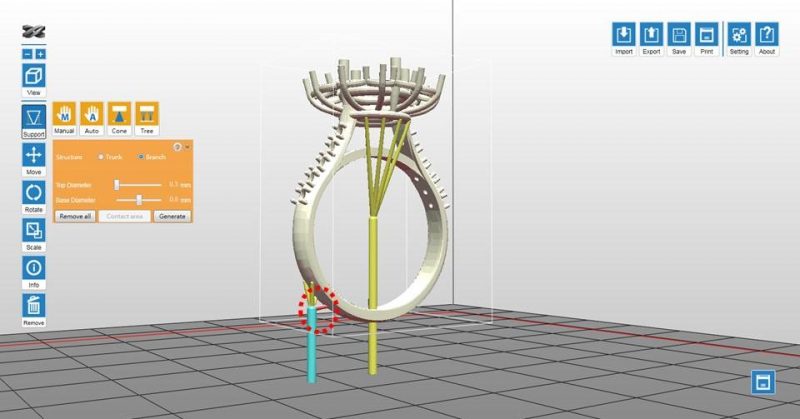
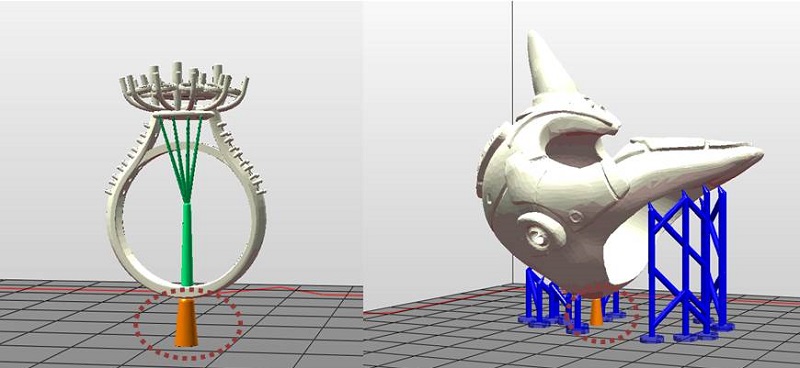
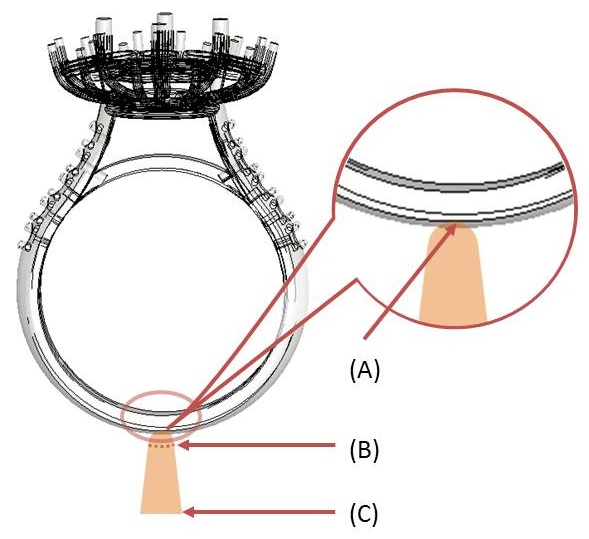
เคล็ดลับการออกแบบแบบจำลอง
โปรดปฏิบัติตามข้อมูลจำเพาะสำหรับการออกแบบที่นี่ เมื่อออกแบบโมเดล เพื่อให้ได้ผลการพิมพ์ที่ดีที่สุดและให้รายละเอียดการออกแบบที่สมบูรณ์
คำแนะนำสำหรับการใช้งาน
โปรดตรวจสอบว่าส่วนผสมเรซิ่นผสมรวมเป็นเนื้อเดียวกันก่อนที่จะเริ่มงานพิมพ์ทุกครั้งเพื่อให้เรซิ่นทำงานได้อย่างมีประสิทธิภาพ และโปรดปฏิบัติตามขั้นตอนด้านล่างนี้ก่อนเริ่มการพิมพ์
ก่อนการใส่ขวดใหม่
ปฏิบัติตามคำแนะนำด้านล่างเพื่อให้มั่นใจว่าสีของวัสดุเรซิ่นมีสีเสมอกัน:
ขันฝาเดิมให้แน่นสนิท วางขวดคว่ำลงเป็นเวลา 5 นาที จากนั้นให้เขย่าขวดอีกประมาณ 5 นาที

ก่อนเริ่มงานพิมพ์ทุกครั้ง
ให้คนเรซิ่นที่เหลืออยู่ในถังก่อนเริ่มงานพิมพ์ทุกครั้ง
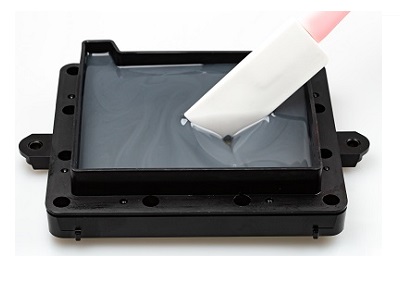
โปรดทราบว่าผิวเคลือบบริเวณก้นถังเรซิ่นอาจเสียหายได้หากสัมผัสเข้ากับเครื่องมือที่มีความแหลมคมหรือแข็ง โดยโปรดปฏิบัติตามขั้นตอนด้านล่างนี้เพื่อคนเรซิ่น
วิธีที่ 1: คนเรซิ่นด้วยไม้ขูดซิลิโคน
วิธีที่ 2: ใส่ถุงมือป้องกันความร้อนแล้วคนเรซิ่นด้วยนิ้วมือ

เมื่อผสมเรซิ่นเข้ากันดีแล้ว เรซิ่นควรมีลักษณะดังภาพด้านล่างนี้:
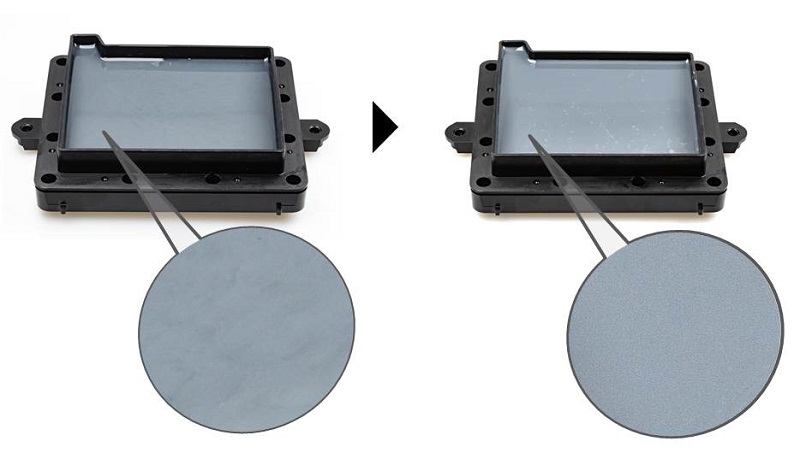
หมายเหตุ » ให้ความใส่ใจเป็นพิเศษขณะทำการคนเรซิ่น หลีกเลี่ยงการขีดข่วนเข้ากับเคลือบผิวที่อยู่บริเวณก้นถัง » ตรวจสอบระดับเรซิ่นในถังก่อนทำการพิมพ์ เติมเรซิ่นจนกว่าวัสดุจะถึงเครื่องหมายระดับ "Max (สูงสุด)" บนถัง» หากเรซิ่นถูกทิ้งค้างไว้ในขวดนานกว่า 24 ชั่วโมงโดยมีการใช้งานบ้าง โปรดเปลี่ยนเป็นฝาเดิม คว่ำขวด แล้วเขย่าขวดประมาณ 5 นาทีก่อนทำการพิมพ์
การเก็บรักษาเรซินที่ยังไม่แข็งตัว
เรซิ่นที่ไม่ยังไม่ได้อบในถังเรซิ่นไม่ควรสัมผัสกับแสง โดยหากเรซิ่นถูกทิ้งค้างไว้ในถังโดยไม่ได้ใช้งานนานกว่า 24 ชั่วโมง ให้เก็บเรซิ่นไว้ในภาชนะที่สะอาดหลังจากที่ทำการกรองแล้ว หลีกเลี่ยงการสัมผัสเข้ากับแสงแดดหรือแสง UV

และให้เทเรซิ่นลงในถังเรซิ่นก่อนทำการพิมพ์ครั้งถัดไป
หมายเหตุ » เราแนะนำให้ใช้ภาชนะโพลียูรีเทนทึบแสงในการเก็บรักษาเรซิ่น » ให้คว่ำและเขย่าภาชนะที่ใส่เรซิ่นที่ยังไม่ได้ใช้งานประมาณ 5 นาที จากนั้นเทกลับลงในถังทันทีก่อนที่จะทำการพิมพ์ครั้งถัดไป
คำแนะนำเกี่ยวกับการปรับแต่ง
โปรดอ่านคู่มือสำหรับประมวลผลโพสต์ที่นี่