Category / Uncategorized
เรซิน Castable+ (F2)
เครื่องพิมพ์ที่เข้ากันได้: Nobel Superfine
เรซิน Castable+ พัฒนาขึ้นมาด้วยสูตรพิเศษ มีการเผาไหม้ที่สะอาดอย่างยิ่ง ปราศจากสิ่งตกค้าง ช่วยเพิ่มประสิทธิภาพของการออกแบบและการสร้างสรรค์เครื่องประดับ ตัววัสดุสามารถแสดงรายละเอียดได้อย่างแม่นยำและให้พื้นผิวที่เรียบเนียนจึงเหมาะอย่างยิ่งสำหรับการนำไปใช้ผลิตชิ้นงานเครื่องประดับ
เคล็ดลับการออกแบบแบบจำลอง
คุณสมบัติของเรซินทนไฟคล้ายคลึงกับคุณสมบัติของขี้ผึ้งที่มีทั้งความอ่อนนุ่มและโครงสร้างที่เปราะบาง และงานพิมพ์สามารถแตกหักได้ง่ายเนื่องจากแรงดึงระหว่างขั้นตอนการพิมพ์ กรุณาทำตามเคล็ดลับการออกแบบด้านล่างเพื่อการพิมพ์ที่ดีที่สุด
» เส้นผ่านศูนย์กลางรู ≥0.5mm
» โปรดทำตามเคล็ดลับการออกแบบด้านล่างเพื่อให้ได้การพิมพ์ที่มีประสิทธิภาพสูงที่สุด
หมายเหตุ » หลีกเลี่ยงการกระทบที่ด้านล่างของถาดเรซินด้วยวัตถุมีคมเพื่อมิให้เกิดความเสียหายกับพื้นผิวที่อาจส่งผลต่อคุณภาพงานพิมพ์
คำแนะนำสำหรับการใช้งาน
โปรดตรวจสอบว่าส่วนผสมเรซิ่นผสมรวมเป็นเนื้อเดียวกันก่อนที่จะเริ่มงานพิมพ์ทุกครั้งเพื่อให้เรซิ่นทำงานได้อย่างมีประสิทธิภาพ และโปรดปฏิบัติตามขั้นตอนด้านล่างนี้ก่อนเริ่มการพิมพ์
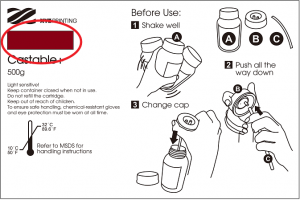
ก่อนการใส่ขวดใหม่
ปฏิบัติตามคำแนะนำด้านล่างเพื่อให้มั่นใจว่าสีของวัสดุเรซิ่นมีสีเสมอกัน:
ขันฝาเดิมให้แน่นสนิท วางขวดคว่ำลงเป็นเวลา 5 นาที จากนั้นให้เขย่าขวดอีกประมาณ 5 นาที

ก่อนเริ่มงานพิมพ์ทุกครั้ง
ให้คนเรซิ่นที่เหลืออยู่ในถังก่อนเริ่มงานพิมพ์ทุกครั้ง
โปรดทราบว่าผิวเคลือบบริเวณก้นถังเรซิ่นอาจเสียหายได้หากสัมผัสเข้ากับเครื่องมือที่มีความแหลมคมหรือแข็ง โดยโปรดปฏิบัติตามนตอนด้านล่างนี้เพื่อคนเรซิ่น
ตรวจสอบสีของเรซิน
เปรียบเทียบสีของเรซินกับบล็อกสีที่ฉลากบนขวดเรซิน หากสีของเรซินมีลักษณะโปร่งแสงหรือสีอ่อนกว่าบล็อกสี กรณีนี้อาจเกิดจากส่วนประกอบกระจายตัวไม่สม่ำเสมอ ซึ่งการใช้วัสดุที่มีการกระจายตัวไม่สม่ำเสมออาจส่งผลต่อคุณภาพงานพิมพ์ได้
การตั้งค่าซอฟต์แวร์
คำแนะนำเกี่ยวกับการตั้งค่าการพิมพ์
ด้วยการใช้งานเรซินสำหรับวัตถุประสงค์โดยทั่วไป เมื่อมีส่วนที่แขวนอยู่ในแบบจำลอง หรือเมื่อพื้นที่สัมผัสกับแพลตฟอร์มน้อย จำเป็นต้องใช้โครงสร้างที่ค้ำรองรับเพิ่มเติมเพื่อให้แน่ใจได้ว่างานพิมพ์จะพิมพ์ออกมาอย่างสมบูรณ์
ซอฟต์แวร์การพิมพ์ มีฟังก์ชัน “ที่ค้ำรองรับอัตโนมัติ” ซึ่งสามารถนำมาใช้เพื่อวิเคราะห์โครงสร้างของแบบจำลอง และสร้างโครงสร้างการค้ำยันโดยอัตโนมัติ บางครั้งคุณอาจต้องใช้โหมด “กำหนดเอง” สำหรับเพิ่มที่ค้ำรองรับเพิ่มเติมเพื่อสร้างความมั่นใจในการยึดติดของวัตถุ
เมื่อพิมพ์ชิ้นเครื่องประดับ คุณอาจต้องใช้ชิ้นส่วนรองรับแบบกรวยและกิ่ง โดยระบบมักเพิ่มโครงสร้างแบบกรวยเข้าไปที่ส่วนล่างสุดของวัตถุและสามารถทิ้งไว้เพื่อใช้หล่อเป็นแกนเชื่อมได้ ส่วนชิ้นสวนรองรับแบบกิ่งจะเชื่อมต่อเข้ากับวัตถุของคุณโดยใช้จุดสัมผัสที่เล็กมาก เหมาะสำหรับการเก็บรายละเอียดในการออกแบบเครื่องประดับ
คลิกที่นี่เพื่อดูคำแนะนำสำหรับฟังก์ชันโครงสร้างรองรับ
หากการพิมพ์ล้มเหลว กรุณาเปลี่ยนตำแหน่งของวัตถุและปรับการตั้งค่ามุมและโครงสร้างการค้ำยัน
กระบวนการเผาไหม้โดยสมบูรณ์ที่แนะนำสำหรับการหล่อขี้ผึ้ง
เมื่อทำการหล่องานพิมพ์ คุณสามารถยึดถือตามคำแนะนำการควบคุมอุณหภูมิที่อธิบายไว้ในแผนภาพต่อไปนี้ เพื่อให้แน่ใจในการเผาไหม้เรซินที่สมบูรณ์และพื้นผิวที่ไม่มีรอยด่างและราบเรียบ

คำแนะนำเกี่ยวกับการปรับแต่ง
การทำความสะอาด
เนื่องจากวัสดุมีความอ่อนนุ่ม คำแนะนำในการทำความสะอาดจึงแตกต่างจากคำแนะนำสำหรับเรซินอื่น ๆ เล็กน้อย โปรดหลีกเลี่ยงการแปรงหรือขัดถูวัตถุขณะทำความสะอาด เนื่องจากอาจทำให้พื้นผิวของชิ้นส่วนที่พิมพ์ออกมาเกิดรอยขีดข่วนได้
หลังจากนำชิ้นงานพิมพ์ออกจากฐานพิมพ์แล้ว ให้แช่ชิ้นงานใน Eta Cohol (แอลกอฮอล์ 95% + 5% IPA) แล้วล้างน้ำประมาณ 2 ถึง 3 นาที โดยในขณะล้าง คุณอาจใช้แหนบคีบที่โครงสร้างรองรับของชิ้นงาน

จากนั้นให้ล้างเรซินที่ไม่ผ่านการอบที่ติดอยู่ในซอกรายละเอียดของชิ้นงานออกด้วยการฉีด Eta Cohol ลงบนชิ้นงาน
หลังจากทำความสะอาดเสร็จ ให้รอจนกว่าของเหลวบนพื้นผิวจะแห้งสนิท
หมายเหตุ » ห้ามแช่ชิ้นงานพิมพ์ไว้ใน Eta Cohol นานเกิน 5 นาที มิเช่นนั้นของเหลวอาจกัดกร่อนโครงสร้างของชิ้นงานแล้วทำให้ชิ้นงานเสียหายได้
ผึ่งลมแอลกอฮอล์บนพื้นผิวของวัตถุพิมพ์ให้แห้งจนกระทั่งแอลกอฮอล์ระเหยออกไป
จะมีแอลกอฮอล์ตกค้างอยู่บนพื้นผิวของวัตถุพิมพ์หลังจากการทำความสะอาด
กรุณาตั้งวัตถุพิมพ์ทิ้งไว้หลังจากการล้างและห้ามดำเนินการบ่มจนกว่าคุณจะแน่ใจได้ว่าแอลกอฮอล์ระเหยหมดแล้ว หลังจากผึ่งลมจนแอลกอฮอล์แห้งแล้ว กรุณาตรวจสอบอย่างละเอียดว่ามีเศษเรซินหลงเหลืออยู่ในคุณสมบัติต่าง ๆ หรือไม่ กรุณาตรวจสอบให้แน่ใจว่าได้ขจัดเรซินที่ยังไม่แข็งตัวออกจนหมดแล้ว เพื่อป้องกันมิให้ปิดกั้นรายละเอียดการออกแบบของแบบจำลองต้นฉบับ
หมายเหตุ » หากยังคงเกิดปฏิกิริยาการแข็งตัวเมื่อมีแอลกอฮอล์หลงเหลืออยู่บนพื้นผิวของวัตถุพิมพ์ พื้นผิวของวัตถุพิมพ์จะปรากฏเป็นสีขาวและพร่ามัว ซึ่งอาจส่งผลต่อผลลัพธ์การหล่อ
การถอดที่ค้ำรองรับออก
กรุณาใช้เครื่องมือสำหรับตัดที่ค้ำรองรับออกแทนที่การดึงโดยตรง (การดึงสามารถสร้างความเสียหายต่อพื้นผิวของวัตถุได้ง่าย)
การบ่มภายหลัง
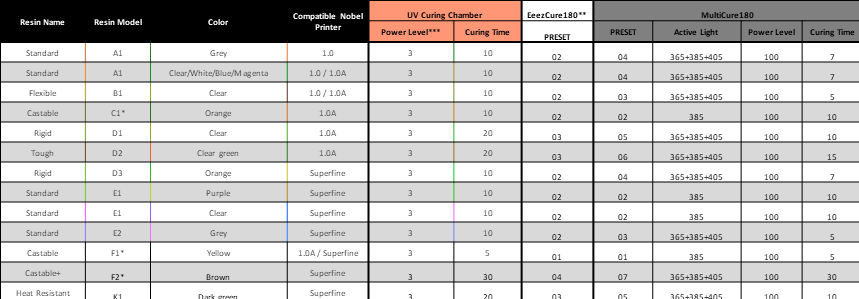
วัตถุพิมพ์ที่ผลิตจากเรซินทนไฟต้องผ่านกระบวนการบ่มภายหลังโดยใช้แสงยูวีเพื่อเพิ่มความแข็งสำหรับการหล่อขี้ผึ้ง
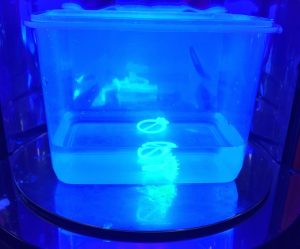
ก่อนการอบชิ้นงานพิมพ์ด้วยเครื่อง UV Curing Chamber แนะนำให้นำชิ้นงานแช่น้ำก่อน 30นาทีในภาชนะที่โปร่งใสเพื่อให้ชิ้นงานแข็งตัว
คำแนะนำ » อ่านโปรไฟล์การอบฉบับสมบูรณ์สำหรับเรซินของ XYZprinting ด้วยเครื่องอบของเรา
การเก็บรักษาเรซินที่ยังไม่แข็งตัว
เรซิ่นที่ไม่ยังไม่ได้อบในถังเรซิ่นไม่ควรสัมผัสกับแสง โดยหากเรซิ่นถูกทิ้งค้างไว้ในถังโดยไม่ได้ใช้งานนานกว่า 24 ชั่วโมง ให้เก็บเรซิ่นไว้ในภาชนะที่สะอาดหลังจากที่ทำการกรองแล้ว หลีกเลี่ยงการสัมผัสเข้ากับแสงแดดหรือแสง UV และให้เทเรซิ่นลงในถังเรซิ่นก่อนทำการพิมพ์ครั้งถัดไป
หมายเหตุ » เราแนะนำให้ใช้ภาชนะโพลียูรีเทนทึบแสงในการเก็บรักษาเรซิ่น
เรซิ่นทนความร้อน (K1)
เครื่องพิมพ์ที่เข้ากันได้: Nobel Superfine
ชื่อเรซิ่น: K1
วัสดุนี้คือเรซินทนความร้อนซึ่งจะสามารถทนความร้อนได้สูงสุด 140 องศาเซลเซียส สำหรับใช้งานกับอัญมณี เหมาะกับการพิมพ์แม่แบบสำหรับทำแม่พิมพ์ยาง และในการใช้งานด้านวิศวกรรม วัสดุนี้เหมาะกับการทำแม่พิมพ์ชั่วคราว
เคล็ดลับการออกแบบแบบจำลอง
โปรดปฏิบัติตามข้อมูลจำเพาะสำหรับการออกแบบที่นี่ เมื่อออกแบบโมเดล เพื่อให้ได้ผลการพิมพ์ที่ดีที่สุดและให้รายละเอียดการออกแบบที่สมบูรณ์
คำแนะนำเกี่ยวกับการปรับแต่ง
โปรดอ่านคู่มือสำหรับประมวลผลโพสต์ที่นี่
ประมวลผลโพสต์ทั่วไป
โปรดปฏิบัติตามขั้นตอนการดำเนินการหลังการพิมพ์สำหรับงานพิมพ์ด้วยเรซิ่นเพื่อให้วัสดุให้ผลงานที่ดีที่สุด
คำแนะนำเกี่ยวกับการปรับแต่ง
1. การทำความสะอาด
หลังจากที่ทำการถอดชิ้นงานที่พิมพ์เสร็จแล้วออกจากฐานพิมพ์ โปรดทำความสะอาดด้วยเอธิลแอลกอฮอล์ที่มีความเข้มข้นมากกว่า 95%
ล้างชิ้นงานในแอลกอฮอล์สะอาดให้หมดจดพร้อมทั้งทำการขัดพื้นผิวเบา ๆ
หมายเหตุ » ห้ามแช่วัตถุพิมพ์ในแอลกอฮอล์นานกว่า 10 นาที หรือแอลกอฮอล์อาจกัดกร่อนโครงสร้างของวัตถุและทำให้วัตถุได้รับความเสียหาย
2. ผึ่งลมแอลกอฮอล์บนพื้นผิวของวัตถุพิมพ์ให้แห้งจนกระทั่งแอลกอฮอล์ระเหยออกไป
จะมีแอลกอฮอล์ตกค้างอยู่บนพื้นผิวของวัตถุพิมพ์หลังจากการทำความสะอาด
กรุณาตั้งวัตถุพิมพ์ทิ้งไว้หลังจากการล้างและห้ามดำเนินการบ่มจนกว่าคุณจะแน่ใจได้ว่าแอลกอฮอล์ระเหยหมดแล้ว หลังจากผึ่งลมจนแอลกอฮอล์แห้งแล้ว กรุณาตรวจสอบอย่างละเอียดว่ามีเศษเรซินหลงเหลืออยู่ในคุณสมบัติต่าง ๆ หรือไม่ กรุณาตรวจสอบให้แน่ใจว่าได้ขจัดเรซินที่ยังไม่แข็งตัวออกจนหมดแล้ว เพื่อป้องกันมิให้ปิดกั้นรายละเอียดการออกแบบของแบบจำลองต้นฉบับ
3. การถอดที่ค้ำรองรับออก
กรุณาใช้เครื่องมือสำหรับตัดที่ค้ำรองรับออกแทนที่การดึงโดยตรง (การดึงสามารถสร้างความเสียหายต่อพื้นผิวของวัตถุได้ง่าย)
4. การบ่มภายหลัง
ชิ้นงานที่ผลิตขึ้นจากเรซินที่พิมพ์เสร็จแล้วจะต้องทำการบ่มภายหลังอีกครั้งโดยใช้แสงยูวีเพื่อให้แน่ใจว่าวัสดุจะมีการโพลีเมอร์โดยสมบูรณ์แบบเพื่อให้ได้คุณสมบัติของวัสดุที่ดีที่สุด นอกจากนั้น โปรดทำการบ่มชิ้นงานภายหลังโดยเร็วที่สุดหลังจากที่แอลกอฮอล์บนพื้นผิวได้ระเหยไปแล้ว
คลิกที่นี่เพื่ออ่านโปรไฟล์การอบโดยใช้ห้องอบ UV ของ XYZprinting
การเก็บรักษาเรซินที่ยังไม่แข็งตัว
ไม่ควรให้เรซินในถังที่ยังไม่แข็งตัวสัมผัสกับแสง เรซินที่ยังไม่แข็งตัวสามารถจัดเก็บไว้ในภาชนะทึบแสงหลังจากที่ผ่านการกรองแล้ว เทเรซินกลับเข้าไปในถังเรซินก่อนที่จะมีการพิมพ์ต่อไป
หมายเหตุ » เราแนะนำให้ใช้ภาชนะโพลียูรีเทนทึบแสงในการเก็บรักษาเรซิ่น
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
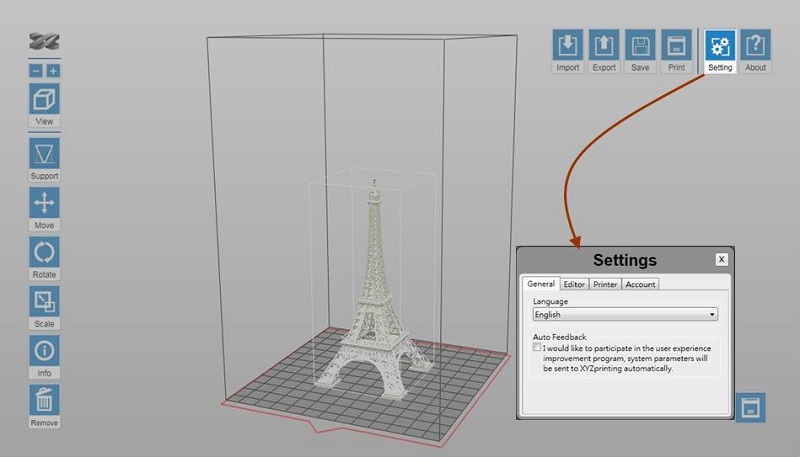
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
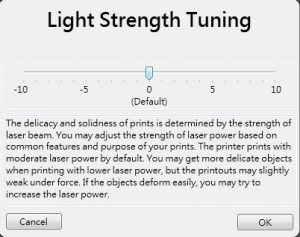
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
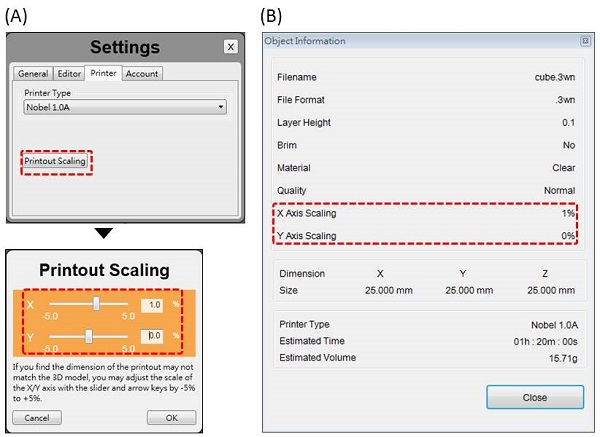
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
เรซิ่นสีเทา (E2)
เครื่องพิมพ์ที่เข้ากันได้: Nobel Superfine
สีมืดและสีขุ่นจะแสดงรายละเอียดได้ดี ซึ่งเป็นวัสดุที่เหมาะสมในการทำชิ้นงานต้นแบบ
เคล็ดลับการออกแบบแบบจำลอง
โปรดปฏิบัติตามข้อมูลจำเพาะสำหรับการออกแบบที่นี่ เมื่อออกแบบโมเดล เพื่อให้ได้ผลการพิมพ์ที่ดีที่สุดและให้รายละเอียดการออกแบบที่สมบูรณ์
คำแนะนำสำหรับการใช้งาน
โปรดตรวจสอบว่าส่วนผสมเรซิ่นผสมรวมเป็นเนื้อเดียวกันก่อนที่จะเริ่มงานพิมพ์ทุกครั้งเพื่อให้เรซิ่นทำงานได้อย่างมีประสิทธิภาพ และโปรดปฏิบัติตามขั้นตอนด้านล่างนี้ก่อนเริ่มการพิมพ์
ก่อนการใส่ขวดใหม่
ปฏิบัติตามคำแนะนำด้านล่างเพื่อให้มั่นใจว่าสีของวัสดุเรซิ่นมีสีเสมอกัน:
ขันฝาเดิมให้แน่นสนิท วางขวดคว่ำลงเป็นเวลา 5 นาที จากนั้นให้เขย่าขวดอีกประมาณ 5 นาที
ก่อนเริ่มงานพิมพ์ทุกครั้ง
ให้คนเรซิ่นที่เหลืออยู่ในถังก่อนเริ่มงานพิมพ์ทุกครั้ง
โปรดทราบว่าผิวเคลือบบริเวณก้นถังเรซิ่นอาจเสียหายได้หากสัมผัสเข้ากับเครื่องมือที่มีความแหลมคมหรือแข็ง โดยโปรดปฏิบัติตามขั้นตอนด้านล่างนี้เพื่อคนเรซิ่น
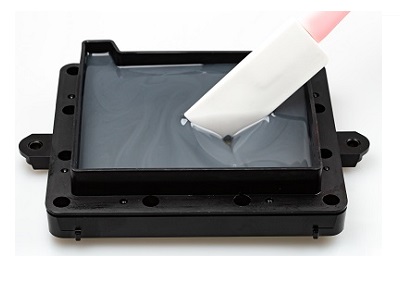
วิธีที่ 1: คนเรซิ่นด้วยไม้ขูดซิลิโคน
วิธีที่ 2: ใส่ถุงมือป้องกันความร้อนแล้วคนเรซิ่นด้วยนิ้วมือ

เมื่อผสมเรซิ่นเข้ากันดีแล้ว เรซิ่นควรมีลักษณะดังภาพด้านล่างนี้:
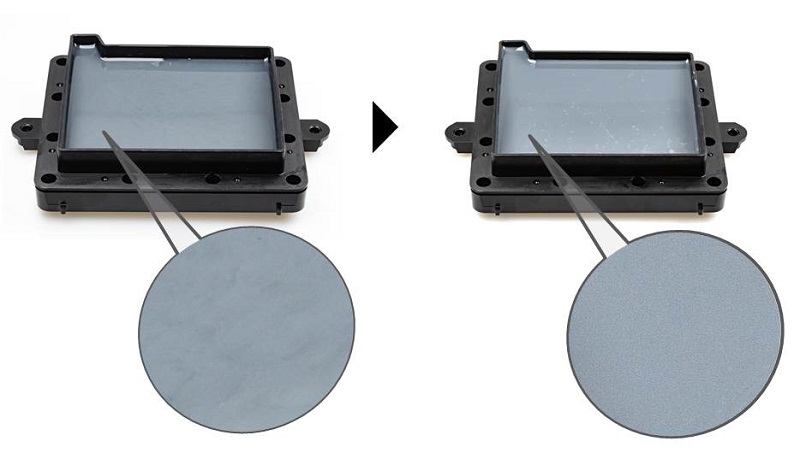
หมายเหตุ » ให้ความใส่ใจเป็นพิเศษขณะทำการคนเรซิ่น หลีกเลี่ยงการขีดข่วนเข้ากับเคลือบผิวที่อยู่บริเวณก้นถัง » ตรวจสอบระดับเรซิ่นในถังก่อนทำการพิมพ์ เติมเรซิ่นจนกว่าวัสดุจะถึงเครื่องหมายระดับ "Max (สูงสุด)" บนถัง» หากเรซิ่นถูกทิ้งค้างไว้ในขวดนานกว่า 24 ชั่วโมงโดยมีการใช้งานบ้าง โปรดเปลี่ยนเป็นฝาเดิม คว่ำขวด แล้วเขย่าขวดประมาณ 5 นาทีก่อนทำการพิมพ์
การเก็บรักษาเรซินที่ยังไม่แข็งตัว
เรซิ่นที่ไม่ยังไม่ได้อบในถังเรซิ่นไม่ควรสัมผัสกับแสง โดยหากเรซิ่นถูกทิ้งค้างไว้ในถังโดยไม่ได้ใช้งานนานกว่า 24 ชั่วโมง ให้เก็บเรซิ่นไว้ในภาชนะที่สะอาดหลังจากที่ทำการกรองแล้ว หลีกเลี่ยงการสัมผัสเข้ากับแสงแดดหรือแสง UV

และให้เทเรซิ่นลงในถังเรซิ่นก่อนทำการพิมพ์ครั้งถัดไป
หมายเหตุ » เราแนะนำให้ใช้ภาชนะโพลียูรีเทนทึบแสงในการเก็บรักษาเรซิ่น » ให้คว่ำและเขย่าภาชนะที่ใส่เรซิ่นที่ยังไม่ได้ใช้งานประมาณ 5 นาที จากนั้นเทกลับลงในถังทันทีก่อนที่จะทำการพิมพ์ครั้งถัดไป
คำแนะนำเกี่ยวกับการปรับแต่ง
โปรดอ่านคู่มือสำหรับประมวลผลโพสต์ที่นี่
โหมดผู้ใช้งาน
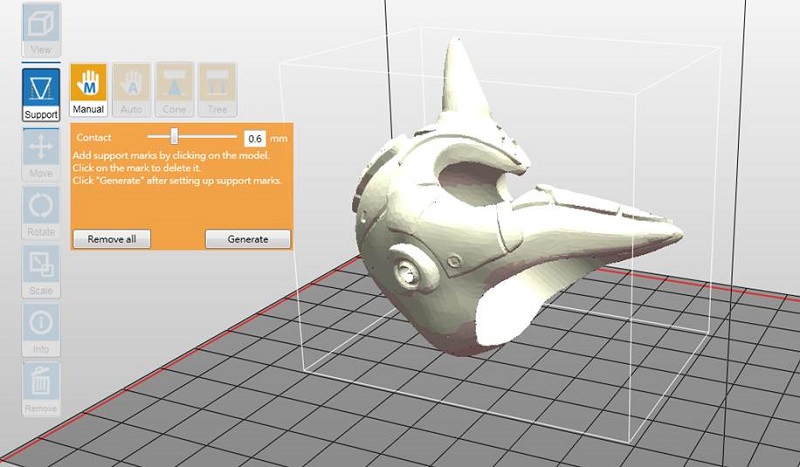
ในโหมดผู้ใช้งาน คุณสามารถสร้างชิ้นส่วนรองรับตั้งแต่ต้น หรือใช้เพื่อปรับชิ้นส่วนรองรับที่สร้างขึ้นในโหมดอัตโนมัติได้
ในโหมดอัตโนมัติ ชิ้นส่วนรองรับทั้งหมดที่จุดเชื่อมต่อจะมีขนาดเท่ากันหมด ซึ่งคุณอาจต้องเปลี่ยนขนาดของจุดเชื่อมต่อตามคุณลักษณะของวัตถุ
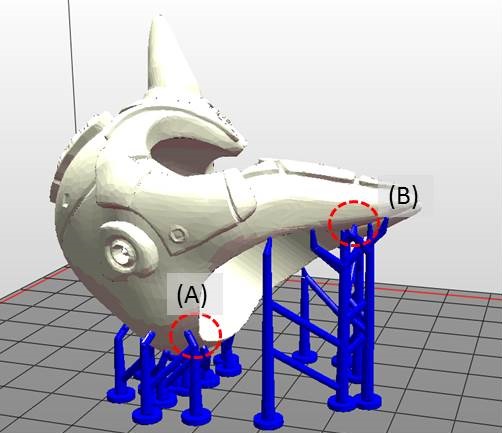
(A) คุณอาจต้องใช้จุดเชื่อมต่อขนาดใหญ่สำหรับชิ้นส่วนที่มีน้ำหนักมาก
(B) จุดเชื่อมต่อขนาดเล็กนั้นเพียงพอแล้วสำหรับการยึดโครงสร้างที่มีน้ำหนักเบา และยังง่ายต่อการดำเนินการหลังการพิมพ์อีกด้วย
การแก้ไขชิ้นส่วนรองรับโดยผู้ใช้งาน
ขั้นตอนที่ 1: ปรับขนาด หมุนและ/หรือย้ายวัตถุตามที่คุณต้องการพิมพ์
กระนั้นก็ตาม หากคุณสร้างชิ้นส่วนรองรับไว้ด้วยโหมดอัตโนมัติ คุณจะสามารถขยับวัตถุได้ในแนวนอนเท่านั้น ซึ่งหากคุณปรับเปลี่ยนวัตถุในรูปแบบอื่น ๆ ชิ้นส่วนรองรับต่าง ๆ จะถูกรีเซ็ตใหม่
ขั้นตอนที่ 2: ตั้งค่าด้านล่างตามคุณลักษณะของวัตถุ
หากคุณเพิ่มชิ้นส่วนรองรับในโหมดอัตโนมัติ ชิ้นส่วนรองรับจะปรากฏขึ้นเป็นจุดสีน้ำเงินในโหมดการแก้ไขโดยผู้ใช้งาน
ในการเพิ่มชิ้นส่วนรองรับ คุณเพียงแค่เลือกขนาดของจุดเชื่อมต่อที่เหมาะสมแล้วคลิกที่จุดยื่นของแบบจำลอง
หากคุณต้องการลบชิ้นส่วนรองรับก็เพียงคลิกที่เครื่องหมายชิ้นส่วนรองรับ (จุดสีน้ำเงิน)
ขั้นตอนที่ 3: คลิก “Generate”(สร้าง) เพื่อสิ้นสุดการแก้ไข
หมายเหตุ » เมื่อมีวัตถุบนแท่นพิมพ์มากกว่าหนึ่งชิ้น คุณต้องเลือกแบบจำลองชิ้นใดชิ้นหนึ่งก่อนที่คุณจะสามารถเปิดตัวเลือกชิ้นส่วนรองรับได้ » หากวัตถุมีการปรับขนาด หมุน หรือย้ายเป็นแนวตั้ง ระบบจะรีเซ็ตชิ้นส่วนรองรับใหม่ ดังนั้น โปรดตั้งค่าชิ้นส่วนรองรับใหม่อีกครั้ง
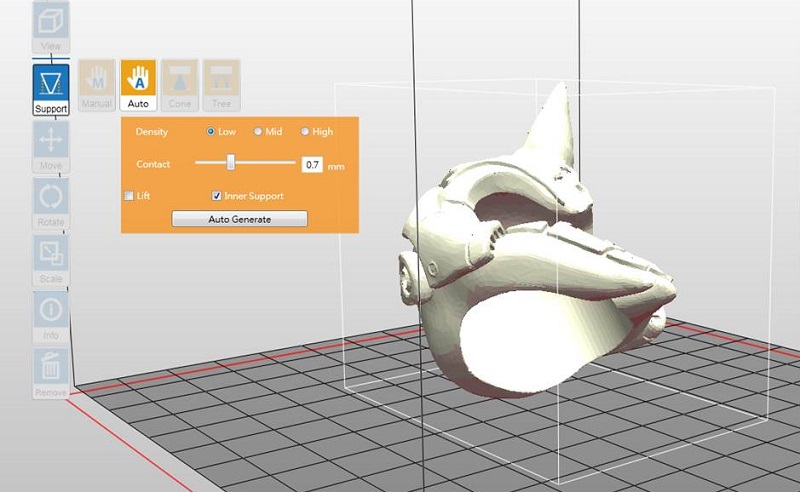
โหมดอัตโนมัติ
ในโหมดอัตโนมัติ ซอฟต์แวร์จะวิเคราะห์คุณลักษณะของแบบจำลองและเพิ่มโครงสร้างรองรับได้ในกรณีที่จำเป็น
ในการเพิ่มชิ้นส่วนรองรับโดยอัตโนมัติ
ขั้นตอนที่ 1: ปรับขนาด หมุนและ/หรือย้ายวัตถุตามที่คุณต้องการพิมพ์
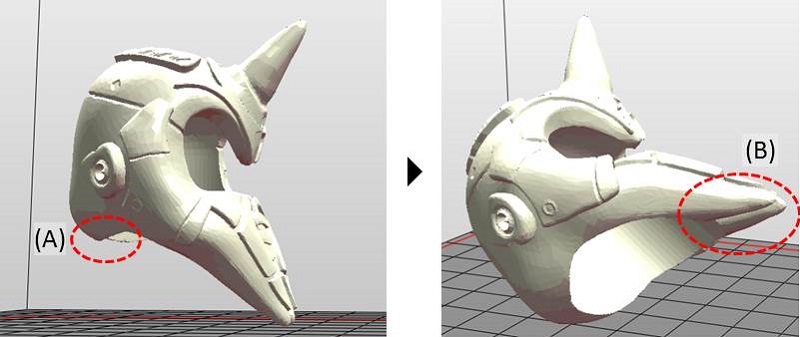
การวางแนวของวัตถุเป็นสิ่งสำคัญอย่างยิ่งเพื่อให้การพิมพ์ประสบความสำเร็จ โดยมีการหมุนวัตถุด้านบนเพื่อหลีกเลี่ยงปัญหาด้านล่างต่อไปนี้:
(A) ส่วนที่หนักที่สุดอยู่ห่างจากด้านล่าง
วัตถุอาจตกหล่นได้ง่ายหากส่วนที่หนักที่สุดอยู่ห่างจากด้านล่างเนื่องจากแรงลอก และยังจำเป็นต้องมีโครงสร้างรองรับที่มีน้ำหนักมากเพื่อยึดวัตถุทั้งหมดไว้ให้มั่นคงอีกด้วย โดยแนวทางปฏิบัติที่ดีที่สุดคือการหมุนวัตถุเพื่อย้ายส่วนที่หนักที่สุดไปไว้ด้านล่าง
(B) โครงสร้างแนวนอน
ชิ้นส่วนรองรับของโครงสร้างแนวนอนบนแท่นพิมพ์อาจห้อยย้อยได้ ซึ่งเป็นลักษณะตามธรรมชาติของเทคโนโลยีการพิมพ์แบบ SLA
ขั้นตอนที่ 2: ตั้งค่าด้านล่างตามคุณลักษณะของวัตถุ
Density (ความหนาแน่น) : สิ่งที่แขวนที่มีขนาดใหญ่จะต้องใช้โครงสร้างการค้ำยันมากขึ้น อย่างไรก็ตาม โครงสร้างการค้ำยันที่มากขึ้นจะใช้เวลาในการพิมพ์ที่นานขึ้น
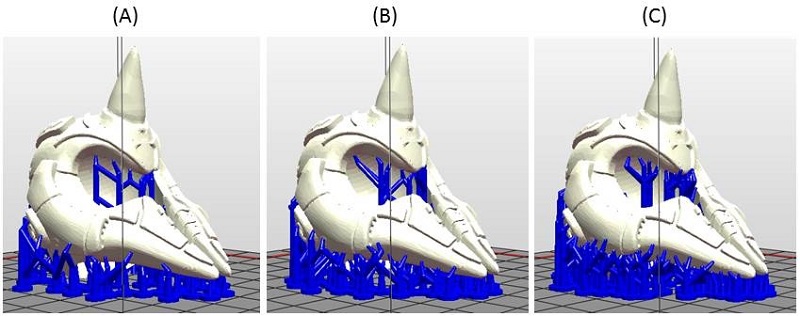
(A) ความหนาแน่นต่ำ
(B) ความหนาแน่นปานกลาง
(C) ความหนาแน่นสูง
Contact (จุดเชื่อมต่อ): จุดเชื่อมต่อที่หนากว่าจะมีความแข็งแรงมากกว่า แต่อาจต้องใช้ความพยายามมากขึ้นในการนำจุดเชื่อมต่อออกในขั้นตอนการดำเนินการหลังการพิมพ์
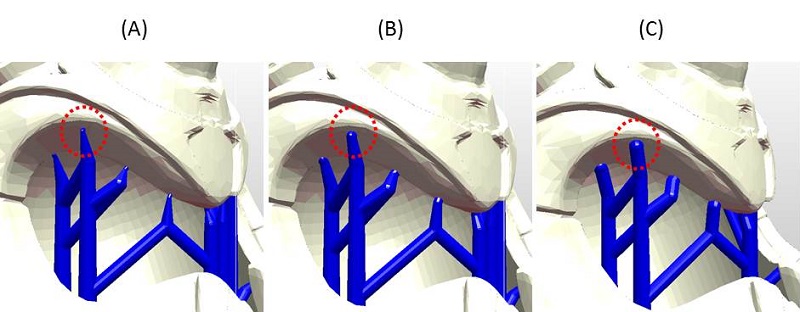
(A) จุดเชื่อมต่อขนาดเล็ก / 0.4 มม
(B) จุดเชื่อมต่อขนาดกลาง / 0.9 มม
(C) จุดเชื่อมต่อขนาดใหญ่ / 1.3 มม
Lift (การยก): การยกวัตถุลอยตัวขึ้นเหนือแท่นพิมพ์ถือเป็นสิ่งจำเป็นสำหรับการพิมพ์ที่ไม่มีพื้นราบหรือไม่เหมาะสำหรับการวางบนแท่นพิมพ์ ทั้งนี้ โปรดตรวจสอบให้มั่นใจว่ามีชิ้นส่วนรองรับเพียงพอที่จะยึดวัตถุให้อยู่บนแท่นพิมพ์ไว้ก่อนการพิมพ์
Inner Support (ชิ้นส่วนรองรับด้านใน): เมื่อคุณเลือก “ชิ้นส่วนรองรับด้านใน” ระบบจะเพิ่มชิ้นส่วนรองรับด้านในสำหรับวัตถุที่มีโครงสร้างที่ยื่นเข้าไปด้านใน ทั้งนี้ หากเป็นโครงสร้างบางแบบที่มีช่องเปิดขนาดเล็กคุณอาจนำชิ้นส่วนรองรับด้านในออกได้ไม่ง่ายนัก ซึ่งคุณอาจพิจารณาเลือกใช้การพิมพ์โดยไม่มีชิ้นส่วนรองรับด้านในแทน

(A) ไม่มีชิ้นส่วนรองรับด้านใน
(B) มีชิ้นส่วนรองรับด้านใน
ขั้นตอนที่ 3: คลิก “Auto Generate (สร้างอัตโนมัติ)” เพื่อเพิ่มชิ้นส่วนรองรับ
หมายเหตุ » เมื่อมีวัตถุบนแท่นพิมพ์มากกว่าหนึ่งชิ้น คุณต้องเลือกแบบจำลองชิ้นใดชิ้นหนึ่งก่อนที่คุณจะสามารถเปิดตัวเลือกชิ้นส่วนรองรับได้ »หากวัตถุมีการปรับขนาด หมุน หรือย้ายเป็นแนวตั้ง ระบบจะรีเซ็ตชิ้นส่วนรองรับใหม่ ดังนั้น โปรดตั้งค่าชิ้นส่วนรองรับใหม่อีกครั้ง » หากคุณต้องการเปลี่ยนขนาดหรือตำแหน่งของโครงสร้างรองรับแต่ละชิ้น โปรดแก้ไขในโหมดผู้ใช้งาน
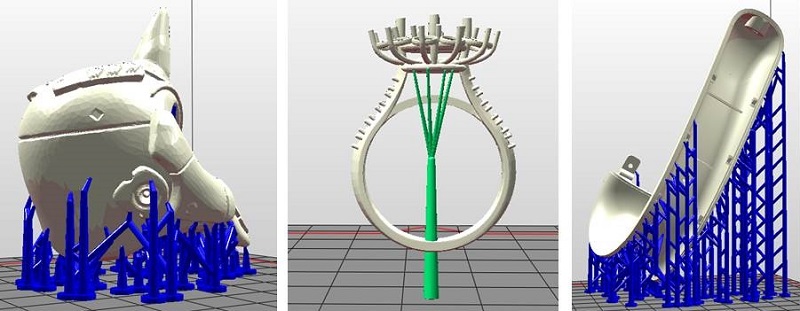
Tree Support
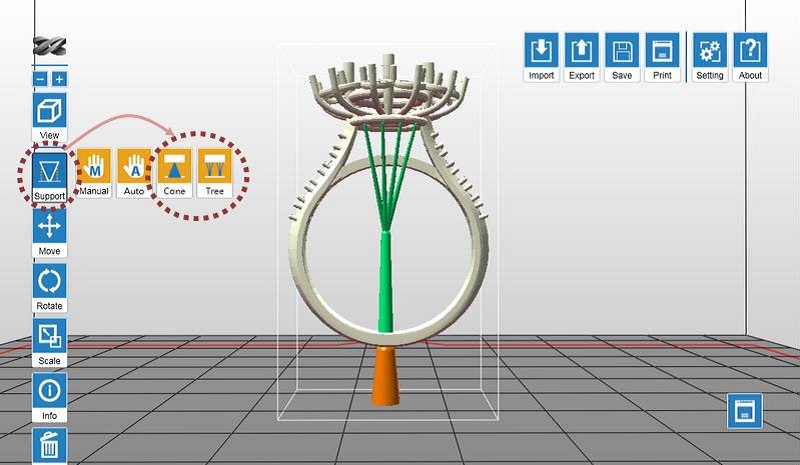
XYZware_Nobel ได้เพิ่มฟังก์ชั่นใหม่ “Tree Support” [ซัพพอร์ตทรงต้นไม้] กรุณาอัพเดทซอพแวร์เวอร์ชั่นล่าสุดเพื่อใช้งานฟังก์ชั่นนี้
จุดสัมผัสระหว่าง Tree Support และชิ้นงานสามมิตินั้นน้อยมาก ออกแบบสำหรับรายละเอียดเล็กๆของเครื่องประดับโดยเฉพาะเพื่อยึดรายละเอียดเล็กๆให้สร้างขึ้นได้อย่างมั่นคง
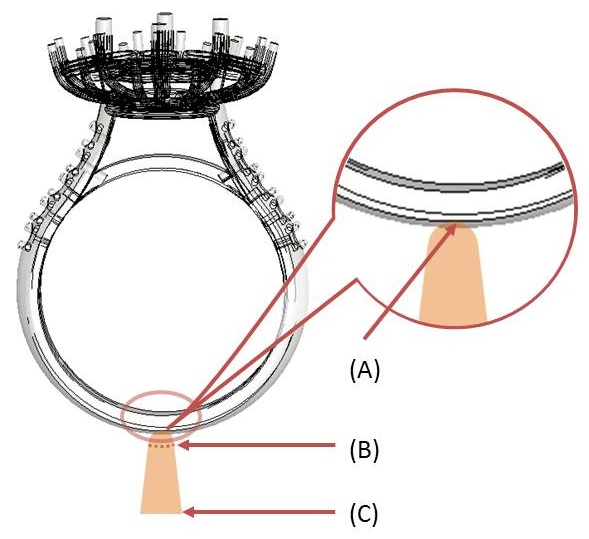
โครงสร้างของ Tree Support
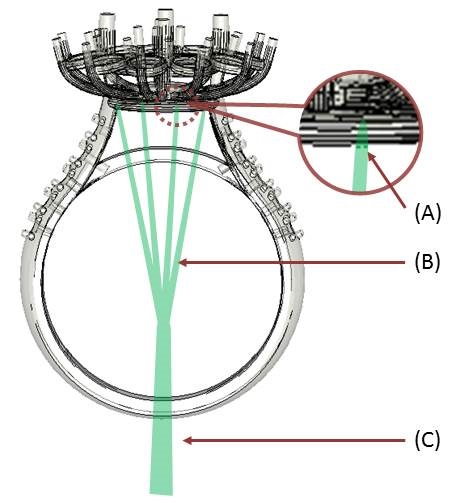
(A) จุดสัมผัส: จุดที่ Tree Support สัมผัสกับชิ้นงานสามมิติเพื่อการซับพอร์ต ชิ้นงานที่มีขนาดใหญ่อาจต้องเพิ่มพื้นที่การสัมผัสเพื่อการขึ้นรูปอย่างมั่นคง
(B) Branch [ก้าน]: ก้านเป็นส่วนบางๆของโครงสร้าง Tree Support ที่เชื่อมต่อกับชิ้นงานสามมิติโดยตรง
(C) Trunk [ลำต้น]: ลำต้น หรือฐานล่างสุดของโครงสร้าง Tree Support
วิธีการตั้งค่า Tree Support
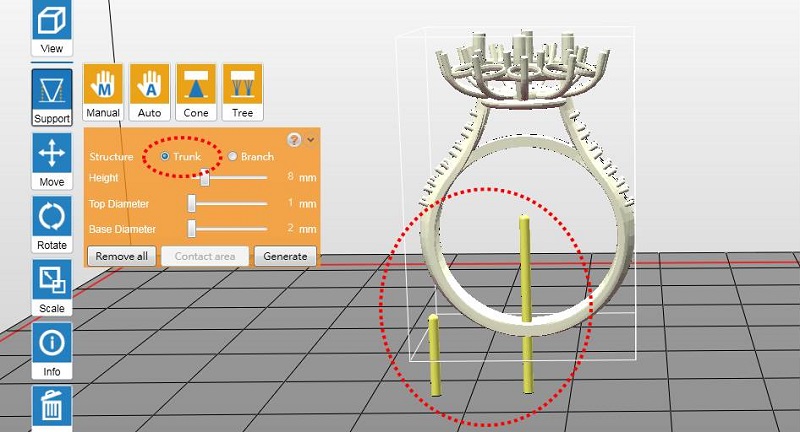
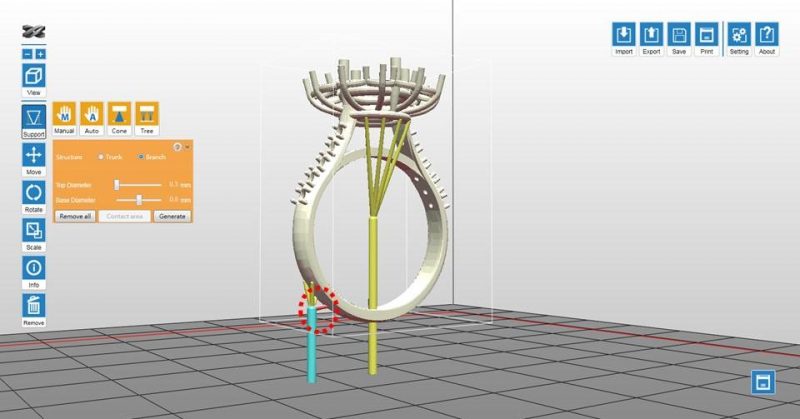
ขั้นตอนที่ 1: ตั้งค่า Trunk [ลำต้น]
เลือกพื้นที่บนฐานพิมพ์งานที่ต้องการเพิ่มลำต้นและคลิ๊ก 1ครั้งเพื่อเพิ่มลำต้น
หากต้องการเคลื่อนย้ายลำต้น คลิ๊กค้างและลากเพื่อเคลื่อนย้าย
หากต้องการลบลำต้น คลิ๊กที่ลำต้น 1ครั้งก็จะสามารถลบได้

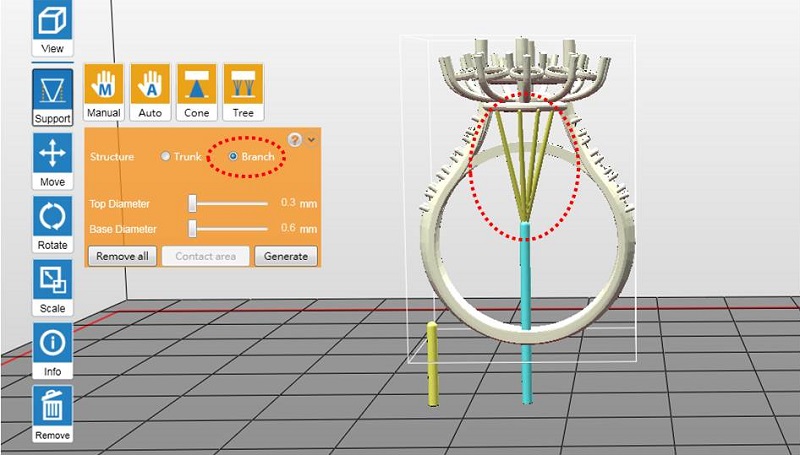
ขั้นตอนที่ 2: ตั้งค่า Branch [ก้าน]
เลือก Branch [ก้าน] จากนั้นเลือกลำต้นที่ต้องการสร้างก้านหนึ่งครั้ง จากนั้นเลือกตำแหน่งบนชิ้นงานที่ต้องการเชื่อมต่อก้าน ระบบจะสร้างก้านขึ้นตรงตำแหน่งที่เลือก
หากต้องการลบก้าน คลิ๊กที่ก้านเพื่อลบออก
ขั้นตอนที่ 3: หลังจากตั้งค่าเสร็จสิ้น กด Generate [ผลิต]
ขั้นตอนที่ 4: ปรับแก้ไขจุดสัมผัสของก้านหากจำเป็น
หากต้องการแก้ไขจุดสัมผัสของก้าน กลับไปยังเมนู Support [สนับสนุน] > Tree จากนั้นเลือก Contact Area [จุดเชื่อมต่อ]
เลือกก้านที่ต้องการแก้ไขหนึ่งครั้ง (ก้านที่ถูกเลือกจะเปลี่ยนเป็นสีน้ำเงิน) จากนั้นลากแถบเลื่อนเพื่อปรับแก้ไขพื้นที่จุดเชื่อมต่อ
เลือก Done [เสร็จสิ้น] หลังปรับแก้ไขเสร็จสิ้น
เทคนิค หากต้องการแก้ไขก้านทั้งหมดบนลำต้นในเวลาเดียวกัน เลือก Contact Area [จุดเชื่อมต่อ] จากนั้นนเลือก Trunk [ลำต้น] เพื่อเลือกก้านทั้งหมด
ข้อควรระวัง
1. หากไม่ได้เลือกลำต้นขณะตั้งค่าก้าน ระบบจะทำเครื่องหมายสีเหลืองบนตำแหน่งก้านก่อน เมื่อทำการเลือกลำต้นที่ต้องการ เครื่องหมายก้านจึงจะเชื่อมต่อกับลำต้นที่ระบุ
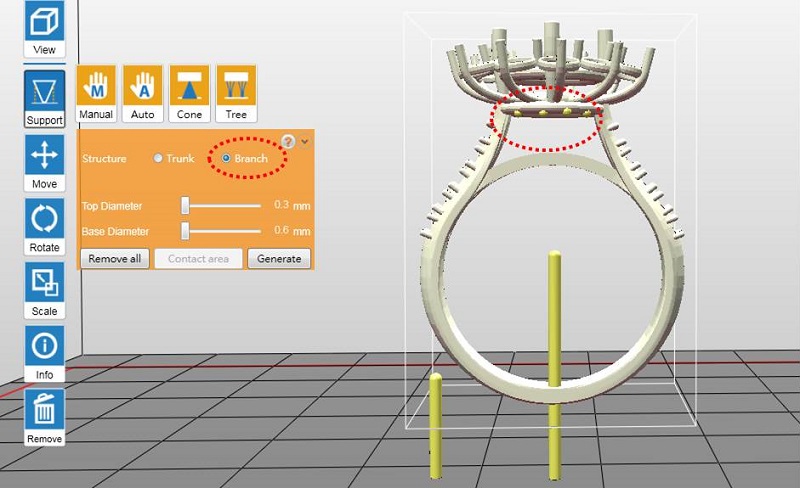
2. เครื่องหมายก้านต้องสูงกว่าจุดสูงสุดของลำต้นที่เลือก
3. การตั้งค่าก้านจะไม่สามารถใช้งานได้เมื่อไม่มีการเพิ่มลำต้น กรุณาตั้งค่าลำต้นก่อนเพิ่มก้าน
4. ก้านที่มีความลาดชันมากกว่า 45 องศาจะปรากฏเป็นสีแดง เนื่องจากก้านเหล่านี้อาจคลาดเคลื่อนได้ในกระบวนการพิมพ์
5. ระบบจะทำการลบลำต้นที่ไม่มีกิ่งเชื่อมต่อออกขณะสร้างส่วนรองรับ
Cone Support
XYZware_Nobel ได้เพิ่มฟังก์ชั่นใหม่ “Cone support” [ซัพพอร์ตทรงกรวย] กรุณาอัพเดทซอพแวร์เวอร์ชั่นล่าสุดเพื่อใช้งานฟังก์ชั่นนี้
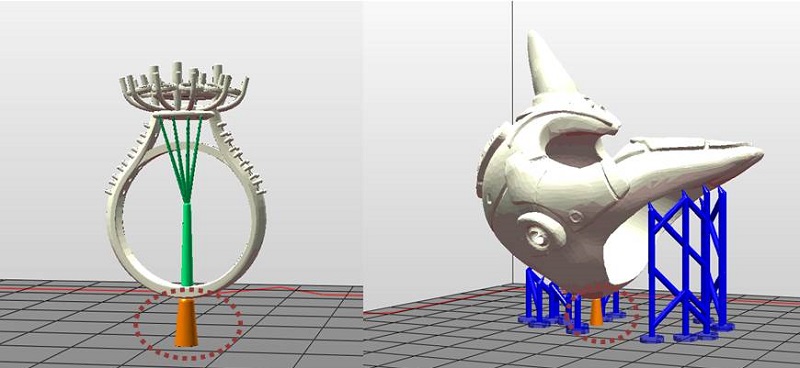
Cone support มีความหนากว่าซัพพอร์ตเดิม ใช้สำหรับเพิ่มฐานทรงกรวยให้กับชิ้นงานเรซิ่นชนิดหล่อได้ หลังจากพิมพ์งานเสร็จสิ่น ปล่อยซัพพอร์ตทรงกรวยไว้เพื่อการหล่อ
Cone support สามารถยึดชิ้นงานกับฐานพิมพ์ได้อย่างมั่นคงมากขึ้น เหมาะแก่การใช้กับฐานของชิ้นงานที่มีน้ำหนักมาก หากมีการใช้ Cone support หลังพิมพ์งานเสร็จสิ้น แนะนำให้ใช้กระดาษทรายหรืออุปกรณ์ขัดเพื่อขัด Cone support ออก หากดึงCone support ออกโดยตรงอาจทำให้พื้นผิวของชิ้นงานเสียหายได้
โครงสร้างของ Cone Supports
(A) จุดสัมผัส: ชิ้นงานสามมิติขนาดใหญ่จำเป็นต้องเพิ่มจุดสัมผัสเพื่อขึ้นรูปและรายละเอียดเหล่านี้ได้อย่างมั่นคง.
(B) เส้นผ่าศูนย์กลางพื้นผิวด้านบน :เส้นผ่าศูนย์กลางขั้นต่ำ 2มม.
(C) เส้นผ่าศูนย์กลางพื้นผิวฐาน :เส้นผ่าศูนย์กลางขั้นต่ำ 3มม. เส้นผ่าศูนย์กลางพื้นผิวฐานต้องมากกว่าเส้นผ่าศูนย์กลางพื้นผิวด้านบนอย่างน้อย 1มม.
วิธีตั้งค่า Cone Supports
ขั้นตอนที่ 1: ตั้งเครื่องหมาย Cone Support (จุดสีส้ม)
คลิกที่ตำแหน่งพื้นของโมเดลเพื่อเพิ่มเครื่องหมายสีส้ม คลิกที่เครื่องหมายสีส้มอีกครั้งเพื่อลบออก

ขั้นตอนที่ 2: สร้าง Cone Support
หลังจากตั้งค่าเสร็จสิ้น กด Generate [ผลิต]
ขั้นตอนที่ 3: ปรับแก้ไขจุดสัมผัสของ Cone Support หากจำเป็น
หากต้องการแก้ไขจุดสัมผัสของ Cone Support กลับไปยังเมนู Support [สนับสนุน] > Cone จากนั้นเลือก Contact Area [จุดเชื่อมต่อ]
เลือกโคนที่ต้องการแก้ไขหนึ่งครั้ง (โดนที่ถูกเลือกจะเปลี่ยนเป็นสีน้ำเงิน) จากนั้นลากแถบเลื่อนเพื่อปรับแก้ไขพื้นที่จุดเชื่อมต่อ
เลือก Done [เสร็จสิ้น] หลังปรับแก้ไขเสร็จสิ้น
ข้อควรระวัง 1. Cone support จะใช้ได้ต่อเมื่อชิ้นงานมีพื้นที่ห่างจากฐาน 6มม.ขึ้นไป หากชิ้นงานใกล้กับฐานมากไป ซอฟแวร์จะยกชิ้นงานให้สูงขึ้นอัตโนมัติ 2. หลังจากสร้าง Cone support แล้วจะไม่สามารถปรับแก้ไขเส้นผ่าศูนย์กลางได้ หากต้องการปรับขนาด กรุณาลบเครื่องหมาย support เดิมออกก่อน แก้ไขเส้นผ่าศูนย์กลาง จากนั้นจึงเพิ่มเครื่องหมาย support ใหม่อีกครั้ง