适用机种:Nobel 1.0A
失蜡铸造用树脂性质似蜡,加热后无灰烬残留,可直接失蜡铸造,能节省传统工艺的蜡雕程序。
物件设计建议
失蜡铸造用树脂性质似蜡、结构较软脆,在打印的过程中特别容易受到分层的拉扯而断裂。为达最佳打印效果,建议考虑以下设计原则:
» 柱体厚度 ≧ 0.6mm
» 其余结构之设计建议请参考这篇文章
说明 » 单一物件体积超过 40*30*40mm 或重量超过 6g 时,较不易附着于平台上,可增加支撑结构提升黏附力。 » 请避免以尖锐物接触树脂槽底部,以免破坏表面涂层,进而影响打印质量。
安装树脂瓶
本材料使用瘦高瓶出货,可兼容于更多机种。请将料瓶置于放置槽正中央,以利机台侦测底部芯片。

软件设定
打印设定建议
如同使用一般树脂打印,文件具有悬空结构,或是与平台接触面积小时,需要增加支撑结构,确保对象能完整打印。打印软件 XYZware_Nobel 具备「自动支撑」功能,能分析文件结构,自动生成支撑结构。有时候您可能会需要使用「手动」模式增加支撑,让模型的所有结构都能完整成型。
支撑功能之使用说明请参考这篇文章。
如果遇到打印失败的情形,请移动摆放位置、调整角度与支撑结构的设定。
切层设定
请依下图设定选择打印选项,树脂型号请选择 F1。
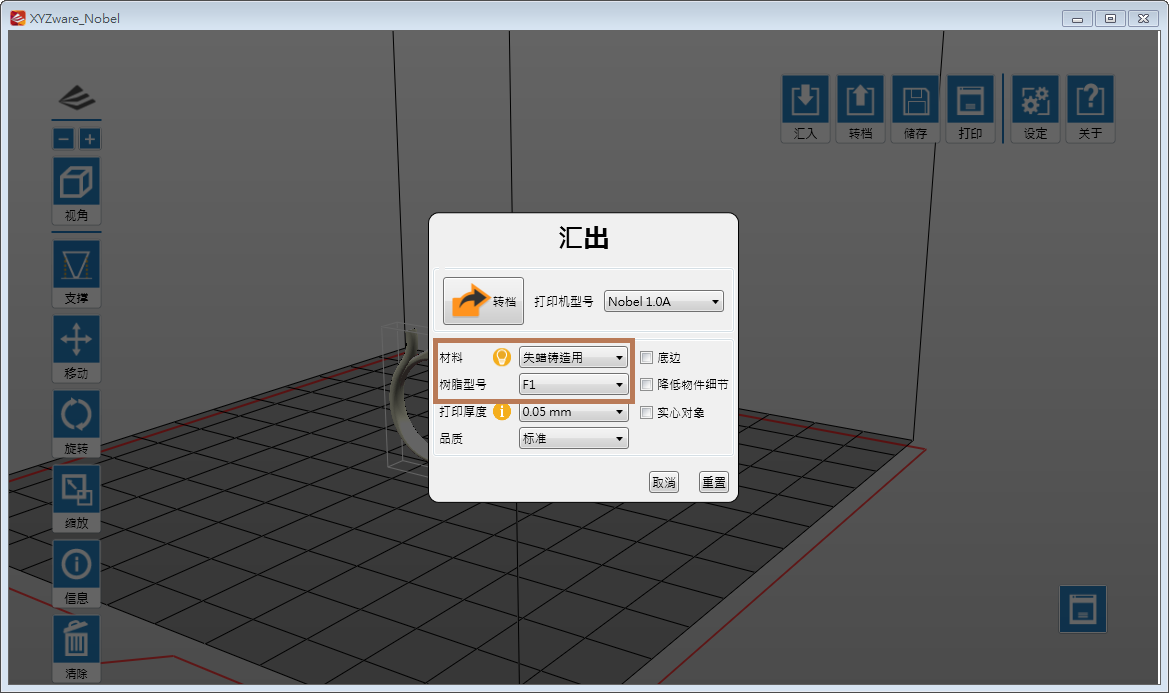
由于实心与薄壁对象的打印参数略为不同,为达最佳打印质量,以此材料打印实心对象时,请勾选右侧选项「实心对象」。
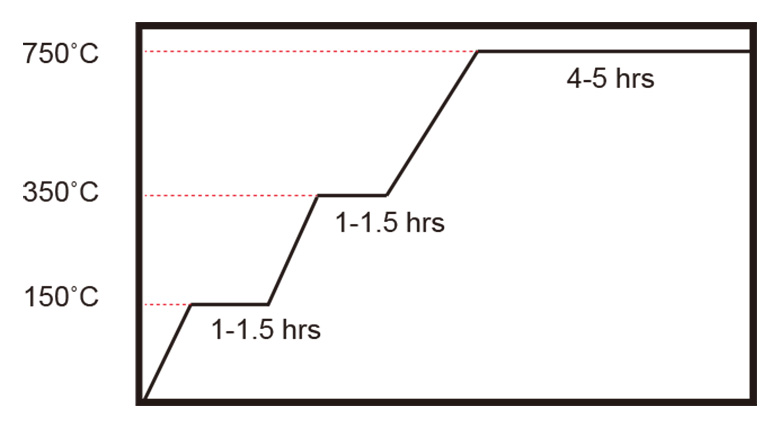
失蜡过程温度控制
使用本失蜡铸造用树脂进行浇铸时,可依照下图的温度控制建议操作,使树脂确实失蜡,确保翻模品表面光滑无瑕。

后处理建议
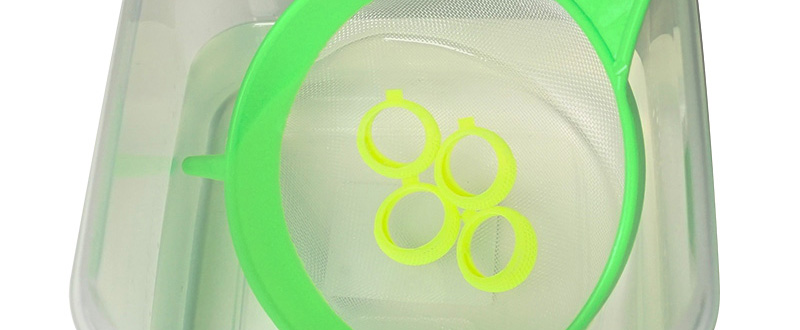
清洗
从平台取下打印品后,请以浓度95%以上的酒精清洁。清洗过程中,建议以捞网捞住打印品,并在酒精中晃动捞网,有助于洗净表面残留的树脂。
针对细节区域,建议以喷瓶喷洒酒精,可有效清除细节内的未固化树脂。
清洗后取出打印品、静待表面酒精挥发。
注意 » 由于本树脂性质较软,请避免以刷子刷洗打印品,以免破坏打印品表面的平整度。 » 避免将打印品浸泡在酒精中超过10分钟,以免酒精侵蚀构而造成打印品损坏。
风干物体表面的酒精
清洗后的打印品表面会有酒精残留,请静置清洗后的打印品,确认酒精完全挥发再进行后固化。酒精风干后,请仔细检视细小结构中是否残留树脂;请务必清除未固化的树脂,以免堵塞原始物件的设计细节。
注意 在打印品表面仍有酒精残留的状态下就进行后固化,对象表面将呈白雾状,可能会影响翻模结果。
清除支撑
请使用工具剪除支撑,直接拉扯将造成打印品表面破损。
后固化
失蜡铸造用树脂打印品必须经过UV后固化程序增加硬度,才能完整翻模。
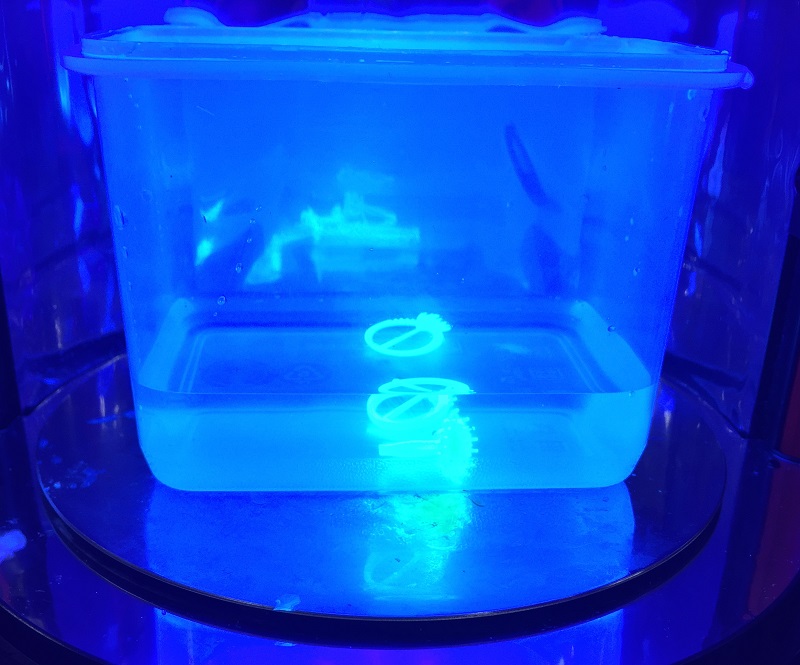
将打印对象泡水后固化 5 分钟,即可使树脂成份完全反应。
参考 » 使用 XYZprinting UV 固化机时,建议将打印对象泡水照光 5 分钟。 » UV波长 375~405nm、辐射强度 14 mW/cm² 条件下,针对结构厚度超过 7mm 的对象,建议照射UV光 5 分钟。
树脂保存建议
树脂槽中未固化的树脂应避免光线照射,可使用滤网过滤后倒入不透光的容器内保存,下次打印前再倒回树脂槽中使用。
说明 » 建议使用不透光之 PP 材质容器保存树脂。