適用機型:Nobel Superfine
脫蠟鑄造用Plus樹脂採用特殊配方,脫蠟過程不留灰燼,能使珠寶設計與創作更有效率。本材料可精確展現設計細節、成品表面光滑,適合用於印製貴珠寶設計品。
圖檔設計建議
脫蠟鑄造用Plus樹脂性質似蠟、結構較軟脆,在列印的過程中特別容易受到分層的拉扯而斷裂。為達最佳列印效果,建議考量以下設計原則:
» 開孔尺寸 ≥0.5mm
» 其餘結構之設計建議請參考這篇文章
注意 » 樹脂槽受損或白化將會影響列印品質。
使用注意事項
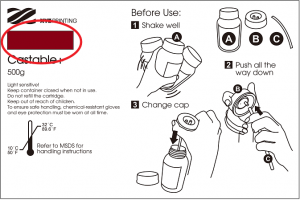
為確保本材料之均勻性與穩定性,每次列印前需將樹脂攪拌均勻,請務必按照以下說明搖勻樹脂。
安裝樹脂罐前步驟
請按照以下說明搖勻樹脂,以確保色料均勻分佈:
轉緊原裝瓶蓋,將樹脂罐倒置 5 分鐘,接著搖晃樹脂罐 5 分鐘。

列印前步驟
每次列印前,請將樹脂槽內之樹脂攪拌均勻。
請避免以尖銳物或硬物攪拌樹脂,以免劃傷樹脂槽底部塗層。請按照以下說明攪拌樹脂。
檢查樹脂顏色
比對樹脂罐標籤上之色塊與您的樹脂的顏色,如果您的樹脂呈半透明色或看起來比標籤上的色塊淺,可能是因為樹脂的成分分佈不均勻。使用未攪拌均勻之材料列印,可能會影響列印品質。
軟體設定
列印設定建議
如同使用一般樹脂列印,圖檔具有懸空結構,或是與平臺接觸面積小時,需要增加支撐結構,確保物件能完整列印。
列印軟體具備「自動支撐」功能,能分析圖檔結構,自動生成支撐結構。有時候您可能會需要使用「手動」模式增加支撐,讓模型的所有結構都能完整成型。
列印珠寶飾品時,可善加利用錐形與樹形支撐。您可以在物件最底部加上錐型支撐,翻模時保留錐形支撐,可做為材料的澆鑄口。
樹形支撐連接物件的接觸面積較小,可用於支撐珠寶飾品的懸空細節處。
支撐功能之使用說明請參考這篇文章。
如果遇到列印失敗的情形,請移動擺放位置、調整角度與支撐結構的設定。
脫蠟過程溫度控制
使用本材料進行澆鑄時,可依照下圖的溫度控制建議操作,使樹脂確實脫蠟,確保翻模品表面光滑無瑕。

後處理建議
清洗
此材料性質柔軟,清洗建議與其他材料有些許不同。清洗時請避免刷洗或搓洗物件表面,以避免刮傷物件表面。
從平臺取下列印品後,將列印品浸泡於酒精 (95%酒精混合5%異丙醇IPA) 5分鐘,再沖洗2~3分鐘;沖洗物件時可用鑷子夾住物件的支撐處。

接著在物件上噴灑酒精,將細節內滯留的液體樹脂洗乾淨。
洗除樹脂後,請等待物件表面之液體風乾。
說明 » 請勿將列印品置於清洗劑中超過 5 分鐘;清洗劑可能會侵蝕列印品表面、造成物件損壞。
風乾物件表面的酒精
清洗後的列印品表面會有酒精殘留,請靜置清洗後的列印品,確認酒精完全揮發再進行後固化。酒精風乾後,請仔細檢視細小結構中是否殘留樹脂;請務必清除未固化的樹脂,以免堵塞原始圖檔的設計細節。
注意 » 在列印品表面仍有酒精殘留的狀態下就進行後固化,物件表面將呈白霧狀,可能會影響翻模結果。
清除支撐
請使用工具剪除支撐,直接拉扯將造成列印品表面破損。
後固化
本材料列印品必須經過UV後固化程序增加硬度,才能完整翻模。
將列印物件泡水後固化 30 分鐘,即可使樹脂成份完全反應。
參考 » 查看 XYZprinting 後固化設備搭配原廠樹脂材料之固化設定。
樹脂槽中之樹脂保存方式
樹脂槽中未固化的樹脂應避免光線照射。樹脂槽中之樹脂如將閒置 24 小時以上,請使用濾網過濾後倒入不透光的容器內保存,下次列印前再倒回樹脂槽中使用。
說明 » 建議使用不透光之 PP 材質容器保存樹脂。
 PDF Download
PDF Download