Un objet imprimé en résine doit subir un post-traitement, pour garantir que le matériau est entièrement polymérisé, afin d’en obtenir les meilleures propriétés. Cela est particulièrement important pour les résines fonctionnelles telles que les résines de coulée et les résines techniques.
Si vous utilisez la chambre de traitement UV XYZprinting pour résines XYZprinting, suivez le profil de traitement ci-dessous pour le post-traitement :
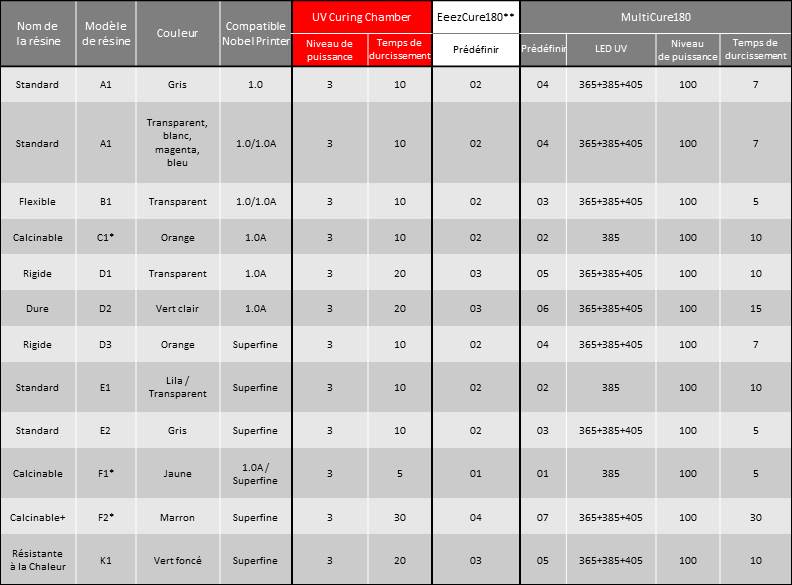
Remarque *Pour obtenir des performances optimales, effectuez le post-traitement des impressions en résine de coulée dans l'eau.** Les paramètres de traitement sont les mêmes pour les chambres de traitement EeezCure180 et UV. Lorsque vous utilisez EeezCure180, il vous suffit de basculer entre différents préréglages pour appliquer les paramètres de traitement suggérés.