Author / xyz_md
Calcinable+ (F2)
L’imprimante compatible: Nobel Superfine
Développée à l’aide d’une formule spéciale, la résine Calcinable+ offre un burn-out très propre sans résidus qui augmente l’efficacité de la conception et de la création de bijoux. Le matériau présente des détails précis et une surface lisse, adaptés à la fabrication de pièces de bijoux fins.
Astuces pour la conception des modèles
Les propriétés de la résine Calcinable+ sont similaires à celles de la cire en ce sens que les deux matériaux sont structurellement mous et friables et que l’impression peut facilement être cassée sous la force de traction exercée lors du processus d’impression. Pour optimiser vos impressions, veuillez suivre les conseils de conception ci-dessous.
» Diamètre d’ouverture ≥0,5mm
» Pour connaître les spécifications des autres caractéristiques, veuillez suivre les spécifications de conception générales ici.
Remarque » Évitez de rayer le fond du réservoir avec un outil tranchant, dans le cas contraire le revêtement pourrait être endommagé. Une surface du réservoir endommagée peut affecter la qualité d'impression.
Mode d’emploi
Pour garantir les performances de la résine, un mélange de résine homogène est nécessaire avant de commencer chaque tâche d’impression. Veuillez suivre attentivement les étapes ci-dessous avant de commencer l’impression.
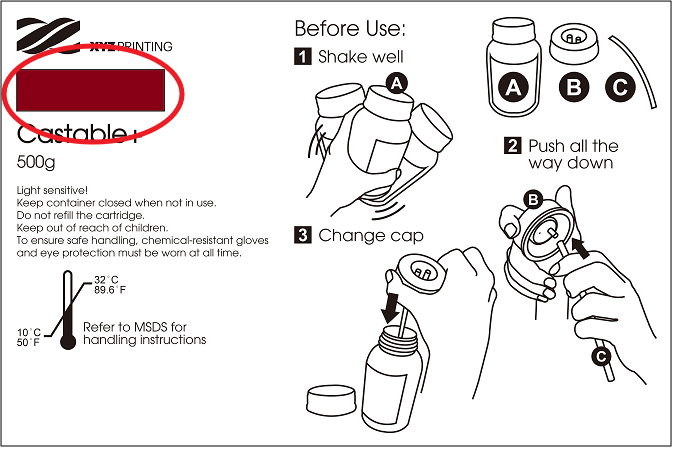
Avant de placer un nouveau flacon
Suivez les instructions ci-dessous pour garantir l’uniformité de la couleur du matériau de résine :
Serrez soigneusement le bouchon d’origine, retournez le flacon pendant 5 minutes, et secouez-le pendant environ 5 minutes.

Avant chaque tâche d’impression
Mélangez la résine qu’il reste dans le réservoir avant de commencer chaque impression.
Veuillez noter que le revêtement de surface au fond du réservoir de résine peut être endommagé s’il entre en contact avec des outils tranchants ou durs. Suivez les méthodes ci-dessous pour mélanger la résine.
Contrôle de la couleur de la résine
Comparez la couleur de la résine au bloc de couleur de l’étiquette du flacon de résine. Si la couleur de la résine est translucide ou plus claire que la couleur du bloc, cela peut être dû à un mauvais mélange des composants. La qualité de l’impression peut être affectée par l’utilisation d’un matériau mal mélangé.
Paramètres logiciels
Recommandations pour la configuration de l’impression
Comme dans le cas de l’utilisation de la résine à usage général, lorsqu’il y a des surplombs dans le modèle, ou lorsque la surface de contact avec la plate-forme est limitée, des structures de support supplémentaires sont nécessaires pour s’assurer que l’objet puisse être imprimé complètement.
Le logiciel d’impression dispose d’une fonction de « support automatique », qui peut être utilisée pour analyser la structure du modèle et générer automatiquement des structures de renfort. À l’occasion, vous devrez peut-être utiliser le mode « manuel » pour ajouter d’autres supports afin d’assurer l’adhérence de l’objet.
Lors de l’impression de pièces de bijoux, vous pouvez utiliser le support en forme de cône ou d’arbre. La structure conique est généralement ajoutée à la partie inférieure de l’objet et peut être laissée pour le moulage comme pieds de coulée. Trois supports sont reliés à vos objets avec une toute petite surface de contact. Cela est adapté pour maintenir les détails des designs de bijoux.
Cliquez ici pour obtenir des instructions sur les fonctions de support.
Si l’impression échoue, veuillez modifier la position de l’objet et ajuster le réglage de l’angle et des structures de renfort.
Processus de brûlage recommandé pour la cire perdue
Lors du moulage des impressions, vous pouvez travailler sur la base de la suggestion de contrôle de la température telle que décrite dans le diagramme ci-dessous, afin d’assurer la combustion complète de la résine et une surface lisse et irréprochable de l’objet moulé.

Recommandation pour la finition
Nettoyage
Le matériau étant souple, la méthode de nettoyage suggérée est légèrement différente des instructions concernant les autres résines. Lors du nettoyage, évitez de brosser ou de frotter les objets. Vous risqueriez de rayer la surface des pièces imprimées.
Après avoir retiré les objets imprimés de la plate-forme, trempez-les dans de l’Eta Cohol (95 % d’alcool + 5 % d’IPA (alcool isopropylique)) et rincez-les pendant 2 à 3 minutes. Lors du rinçage, vous pouvez tenir les supports des objets à l’aide de pinces.

Ensuite, ôtez la résine non traitée coincée dans les détails fins des objets en pulvérisant de l’Eta Cohol sur les pièces.
Une fois le nettoyage terminé, attendez que le liquide sèche sur la surface.
Remarque » N'immergez pas l'objet imprimé dans de l'Eta Cohol pendant plus de 5 minutes, sinon, le liquide risque d'éroder la structure de l'objet et de l'endommager.
Séchez à l’air l’alcool à la surface
Il va y avoir des résidus d’alcool sur la surface de l’élément imprimé après lavage.
Veuillez laisser l’élément imprimé immobile après l’avoir lavé et ne pas effectuer de post-durcissement avant de vous être assuré que l’alcool s’est complètement volatilisé. Une fois l’alcool séché à l’air, veuillez vérifier soigneusement s’il n’y a pas de résidus de résine dans les formes. Veuillez vous assurer de retirer la résine non durcie pour l’empêcher d’obstruer les détails de conception du modèle initial.
Remarque » Si le durcissement est effectué alors que des résidus d'alcool sont toujours présents sur la surface de l'objet imprimé, la surface de l'élément imprimé apparaît blanche et brumeuse, affectant éventuellement le résultat du moulage.
Retrait du support
Veuillez utiliser des outils pour couper le support au lieu de tirer directement (le fait de tirer peut facilement endommager la surface de l’élément).
Post-durcissement
L’élément imprimé produit à partir de la résine calcinable doit être post-durci à la lumière UV pour assurer la dureté du moulage à la cire perdue.
Pour obtenir les meilleures propriétés des matériaux, effectuez un post-durcissement UV des parties imprimées dans l’eau pendant 30 minutes.
Recommendation » Consultez les profils de traitement complets des résines XYZprinting sur nos unités de traitement.
Préservation de la résine non durcie
La résine non séchée à l’intérieur du réservoir de résine ne doit pas être exposée à la lumière. Si la résine à l’intérieur du réservoir n’est pas utilisée pendant plus de 24 heures, stockez-la dans un conteneur propre après l’avoir filtrée. Éviter l’exposition à la lumière du soleil et à la lumière UV. Reversez la résine dans le réservoir de résine avant l’impression suivante.
Remarque » Il est recommandé d'utiliser des conteneurs en polypropylène opaque pour stocker les résines.
Résine Résistante à la Chaleur (K1)
L’imprimante compatible: Nobel Superfine
Modèle de résine: K1
Ce matériau est une résine résistante à la chaleur capable de tolérer une température de fléchissement sous charge pouvant atteindre jusqu’à 140 °C. Pour les applications de bijouterie, elle est idéale pour imprimer des modèles maîtres pour réaliser des moules en caoutchouc. Pour les applications d’ingénierie, elle est idéale pour réaliser des moules temporaires.
Astuces pour la conception des modèles
Pour obtenir un résultat d’impression et un rendu des détails de conception optimaux, veuillez vous conformer aux spécifications de conception qui figurent ici au moment de dessiner vos modèles.
Recommandation pour la finition
Veuillez vous reporter au guide complet ici pour le post-traitement.
Post-traitement général
Pour obtenir les meilleures performances des matériaux, suivez les étapes ci-dessous concernant le post-traitement des impressions à base de résine.
Recommandation pour la finition
1. Nettoyage
Après avoir retiré l’objet imprimé de la plateforme, veuillez la nettoyer avec de l’alcool éthylique d’une concentration supérieure à 95%.
Rincez minutieusement les objets dans de l’alcool pur en frottant doucement la surface.
Remarque » N’immergez pas l'élément imprimé dans l'alcool pendant plus de plus de 10 minutes, sinon l'alcool peut éroder la structure de l'élément et l’endommager.
2. Séchez à l’air l’alcool à la surface
Il va y avoir des résidus d’alcool sur la surface de l’élément imprimé après lavage. Veuillez laisser l’élément imprimé immobile après l’avoir lavé et ne pas effectuer de post-durcissement avant de vous être assuré que l’alcool s’est complètement volatilisé. Une fois l’alcool séché à l’air, veuillez vérifier soigneusement s’il n’y a pas de résidus de résine dans les formes. Veuillez vous assurer de retirer la résine non durcie pour l’empêcher d’obstruer les détails de conception du modèle initial.
3. Retrait du support
Veuillez utiliser des outils pour couper le support au lieu de tirer directement (le fait de tirer peut facilement endommager la surface de l’élément).
4. Post-durcissement
L’objet imprimé produit avec la résine doit être post-durci à la lumière UV pour s’assurer que la matière a complètement polymérisé, afin d’obtenir les meilleures propriétés de la matière.
Cliquez ici pour lire le profil de traitement de la chambre de traitement UV XYZprinting.
Préservation de la résine non durcie
La résine non durcie à l’intérieur du réservoir de résine ne doit pas être exposée à la lumière. La résine non durcie peut être stockée dans un récipient opaque après avoir été filtrée. Versez la résine dans le réservoir de résine avant l’impression suivante.
Remarque » Il est recommandé d'utiliser des conteneurs en polypropylène opaque pour stocker les résines.
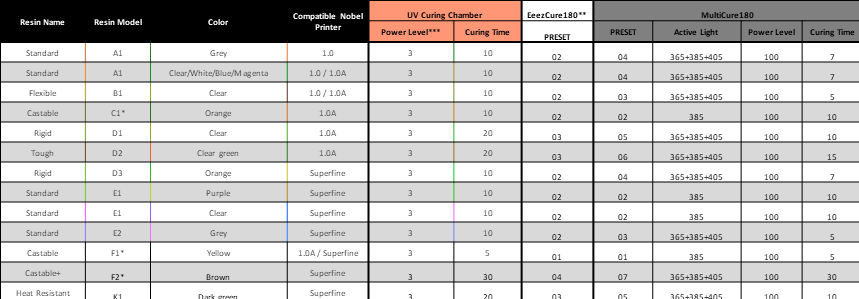
Profil de post-traitement
Un objet imprimé en résine doit subir un post-traitement, pour garantir que le matériau est entièrement polymérisé, afin d’en obtenir les meilleures propriétés. Cela est particulièrement important pour les résines fonctionnelles telles que les résines de coulée et les résines techniques.
Si vous utilisez la chambre de traitement UV XYZprinting pour résines XYZprinting, suivez le profil de traitement ci-dessous pour le post-traitement :
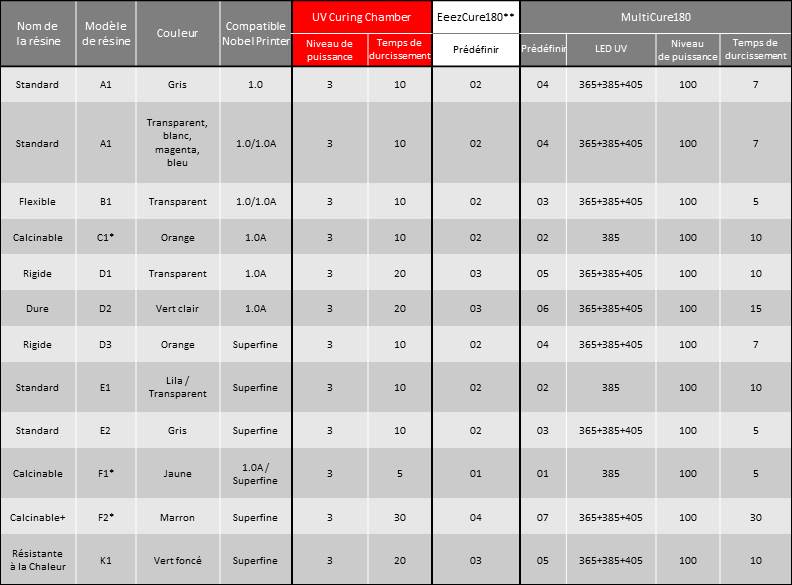
Remarque *Pour obtenir des performances optimales, effectuez le post-traitement des impressions en résine de coulée dans l'eau.** Les paramètres de traitement sont les mêmes pour les chambres de traitement EeezCure180 et UV. Lorsque vous utilisez EeezCure180, il vous suffit de basculer entre différents préréglages pour appliquer les paramètres de traitement suggérés.
Astuces pour la conception des modèles
L’imprimante compatible: Nobel 1.0A
Pour obtenir un résultat d’impression et un rendu des détails de conception optimaux, veuillez vous conformer aux spécifications de conception suivantes au moment de dessiner vos modèles.
Épaisseur de paroi ≥ 0,8mm
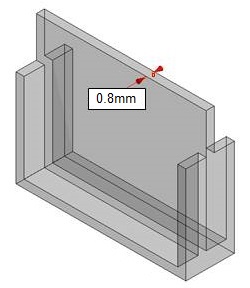
Les parois dont l’épaisseur est inférieure à celle recommandée peuvent gauchir ou rompre au cours de la phase de pelage.
Angle de surplomb ≥20°
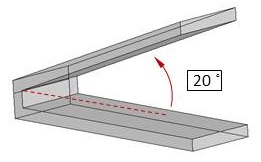
Des structures de support sont nécessaires pour les surplombs importants avec un angle supérieur aux limites recommandées. Dans le cas contraire, les surplombs peuvent se déformer ou rompre.
Diamètre minimum de câble vertical ≥0,5mm
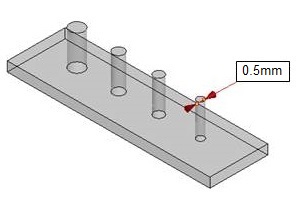
Les filets ou câbles au diamètre inférieur à celui recommandé peuvent rompre ou se déformer au cours de la phase de pelage.
Diamètre d’ouverture ≥1,5mm
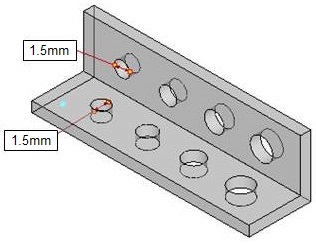
Les ouvertures aux dimensions inférieures à celles recommandées peuvent retenir de la résine au sein de l’objet ou se boucher au cours de l’impression.
Jeu ≥0,4mm
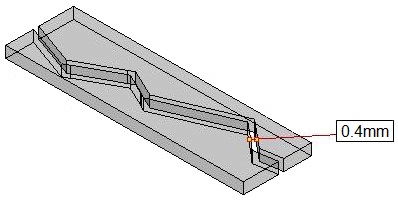
Un jeu inférieur à celui recommandé peut fondre au cours de l’impression. Les parties mobiles peuvent de ce fait ne plus fonctionner.
Remarque » La recommandation est basée sur le résultat d'impression avec une hauteur de couche de 0,1 mm. » Évitez de rayer le fond du réservoir avec un outil tranchant, dans le cas contraire le revêtement pourrait être endommagé. Une surface du réservoir endommagée peut affecter la qualité d'impression. » Les spécifications de certaines caractéristiques sont différentes pour certaines résines. Veuillez également suivre les spécifications de conception de la page wiki de chaque résine, si elle est disponible.
Astuces pour la conception des modèles
L’imprimante compatible: Nobel Superfine
Pour obtenir un résultat d’impression et un rendu des détails de conception optimaux, veuillez vous conformer aux spécifications de conception suivantes au moment de dessiner vos modèles.
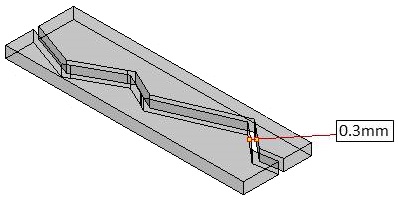
Épaisseur de paroi ≥ 0,3mm
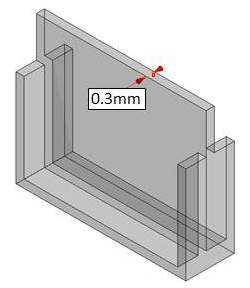
Les parois dont l’épaisseur est inférieure à celle recommandée peuvent gauchir ou rompre au cours de la phase de pelage.
Angle de surplomb ≥20°
Des structures de support sont nécessaires pour les surplombs importants avec un angle supérieur aux limites recommandées. Dans le cas contraire, les surplombs peuvent se déformer ou rompre.
Diamètre minimum de câble vertical ≥0,3mm
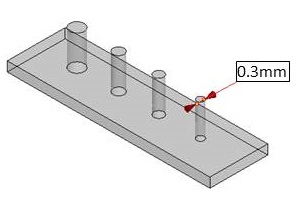
Les filets ou câbles au diamètre inférieur à celui recommandé peuvent rompre ou se déformer au cours de la phase de pelage.
Diamètre d’ouverture ≥0,5mm
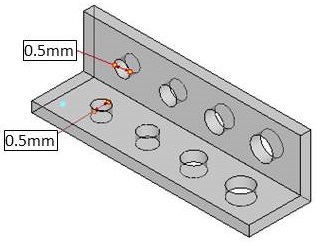
Les ouvertures aux dimensions inférieures à celles recommandées peuvent retenir de la résine au sein de l’objet ou se boucher au cours de l’impression.
Jeu ≥0,3mm
Un jeu inférieur à celui recommandé peut fondre au cours de l’impression. Les parties mobiles peuvent de ce fait ne plus fonctionner.
Remarque » La recommandation est basée sur le résultat d'impression avec une hauteur de couche de 0,025 mm. » Évitez de rayer le fond du réservoir avec un outil tranchant, dans le cas contraire le revêtement pourrait être endommagé. Une surface du réservoir endommagée peut affecter la qualité d'impression. » Les spécifications de certaines caractéristiques sont différentes pour certaines résines. Veuillez également suivre les spécifications de conception de la page wiki de chaque résine, si elle est disponible.
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
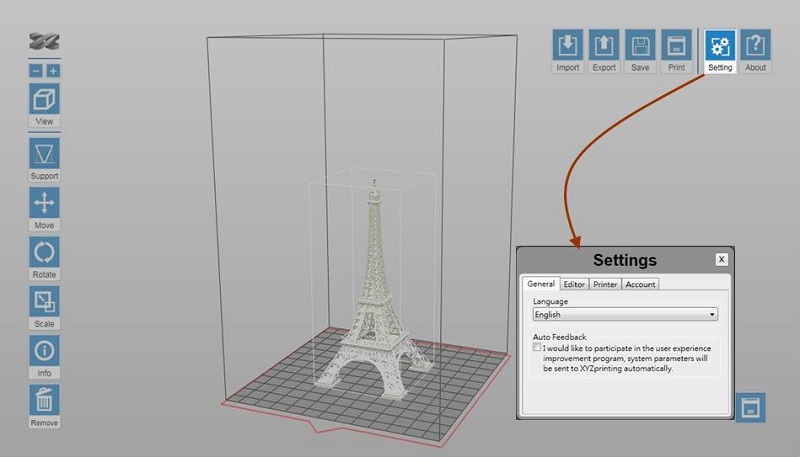
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
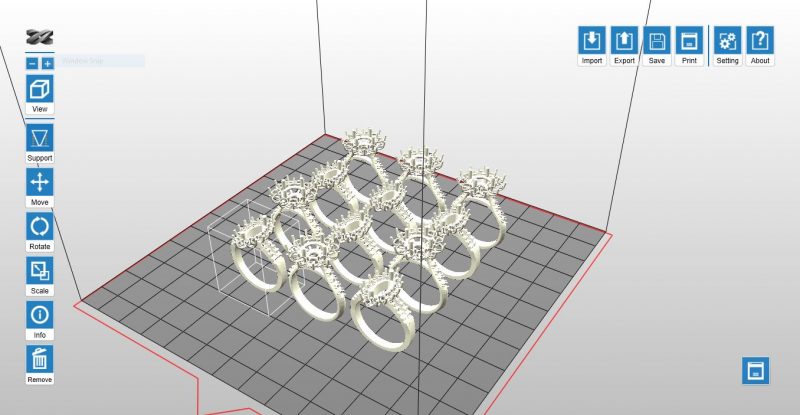
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
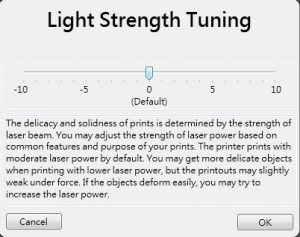
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
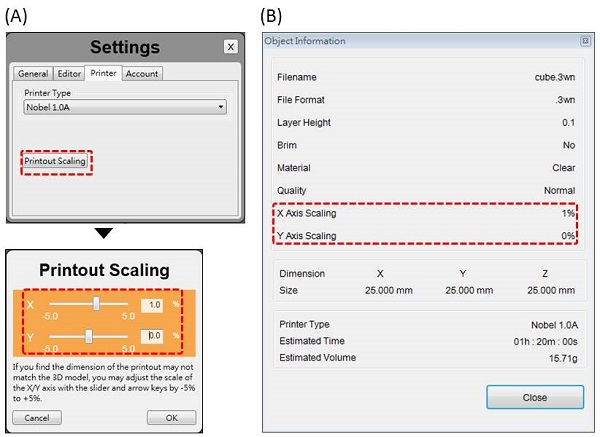
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
Résine Grise (E2)
L’imprimante Compatible: Nobel Superfine
La couleur sombre et opaque montre facilement les détails. Le matériau est idéal pour le prototypage d’usage général.
Astuces pour la conception des modèles
Pour obtenir un résultat d’impression et un rendu des détails de conception optimaux, veuillez vous conformer aux spécifications de conception qui figurent ici au moment de dessiner vos modèles.
Mode d’emploi
Pour garantir les performances de la résine, un mélange de résine homogène est nécessaire avant de commencer chaque tâche d’impression. Veuillez suivre attentivement les étapes ci-dessous avant de commencer l’impression.
Avant de placer un nouveau flacon
Suivez les instructions ci-dessous pour garantir l’uniformité de la couleur du matériau de résine :
Serrez soigneusement le bouchon d’origine, retournez le flacon pendant 5 minutes, et secouez-le pendant environ 5 minutes.
Avant chaque tâche d’impression
Mélangez la résine qu’il reste dans le réservoir avant de commencer chaque impression.
Veuillez noter que le revêtement de surface au fond du réservoir de résine peut être endommagé s’il entre en contact avec des outils tranchants ou durs. Suivez les méthodes ci-dessous pour mélanger la résine.
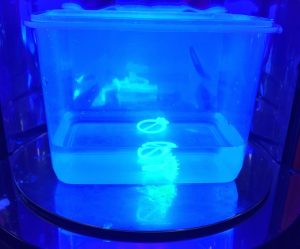
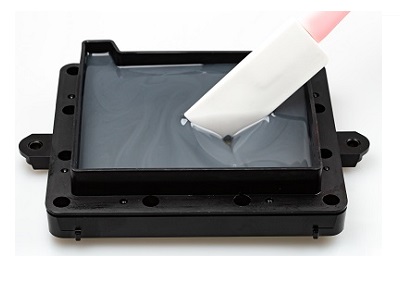
Méthode 1 : Mélangez la résine avec un grattoir en silicone.
Méthode 2 : Enfilez des gants imperméables et mélangez la résine avec les doigts.

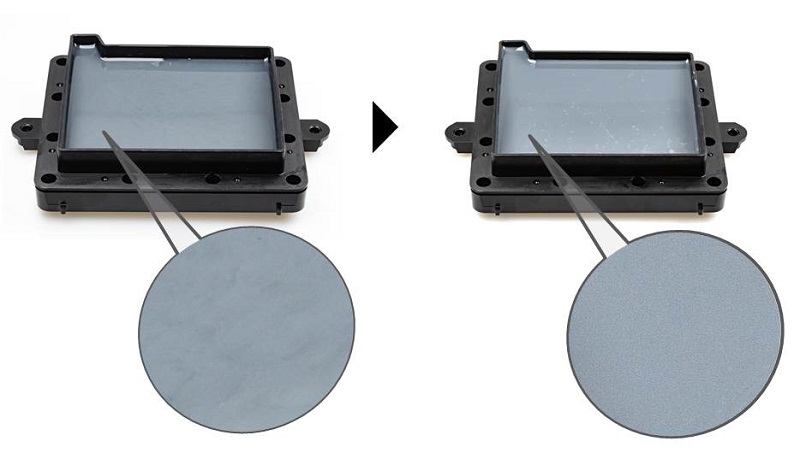
Quand la résine est bien mélangée, elle doit ressembler à la photo ci-dessous :
Remarque » Faites particulièrement attention lorsque vous mélangez la résine. Évitez de gratter le revêtement au fond du réservoir. » Vérifiez le niveau de résine dans le réservoir avant d'imprimer. Faites l'appoint de résine jusqu'à ce que le matériau atteigne le repère « Max » sur le réservoir.» Si de la résine est restée inutilisée dans le flacon pendant plus de 24 heures, veuillez remplacer le bouchon d'origine et retourner le flacon et le secouer pendant environ 5 minutes, respectivement, avant d'imprimer.
Préservation de la résine non durcie
La résine non séchée à l’intérieur du réservoir de résine ne doit pas être exposée à la lumière. Si la résine à l’intérieur du réservoir n’est pas utilisée pendant plus de 24 heures, stockez-la dans un conteneur propre après l’avoir filtrée. Éviter l’exposition à la lumière du soleil et à la lumière UV. Reversez la résine dans le réservoir de résine avant l’impression suivante.

Pour the resin back into the resin tank prior to the next printing.
Remarque » Il est recommandé d'utiliser des conteneurs en polypropylène opaque pour stocker les résines. » Retournez et secouez le conteneur de résine non utilisée pendant environ 5 minutes avant de la reverser dans le réservoir juste avant l'impression suivante.
Recommandation pour la finition
Veuillez vous reporter au guide complet ici pour le post-traitement.
Mode Manuel
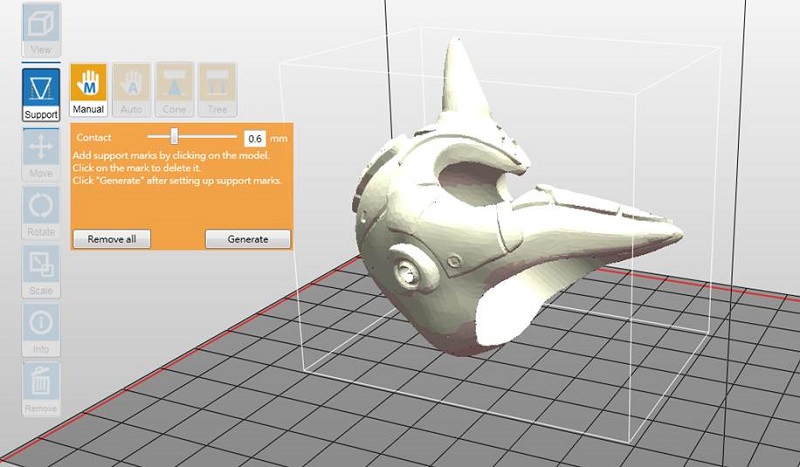
Vous pouvez construire les supports à partir de rien en mode manuel, ou utiliser ce mode pour ajuster les supports générés en mode automatique.
En mode automatique, tous les supports ont la même taille aux points de contact. Cependant, vous pouvez avoir besoin de modifier la taille du contact en fonction des caractéristiques de l’objet.
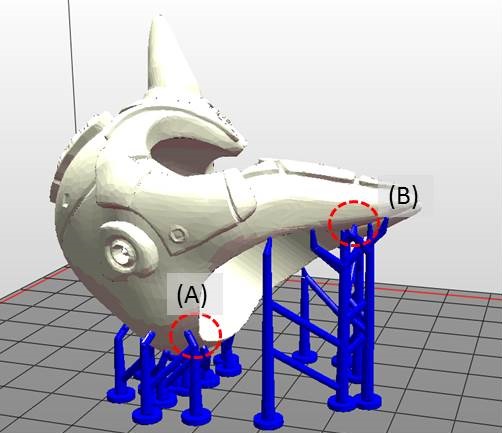
(A) Un contact plus grand peut être nécessaire pour une partie lourde.
(B) Un contact plus petit est suffisant pour soutenir une structure plus légère. C’est également plus facile pour le post-traitement.
Pour modifier manuellement des supports
Étape 1 : Redimensionnez, pivotez et/ou déplacez l’objet selon la manière dont vous souhaitez l’imprimer.
Cependant, si vous avez déjà généré des supports en mode automatique, vous pouvez uniquement déplacer l’objet à l’horizontale. Les autres ajustements de l’objet entraîneront la réinitialisation des supports.
Étape 2 : Configurez les paramètres ci-dessous en fonction des caractéristiques de votre objet.
Si des supports ont été ajoutés en mode automatique, ils apparaîtront sous forme de points bleus en mode d’édition manuelle.
Pour ajouter un support, il vous suffit de sélectionner une taille appropriée pour le point de contact, puis de cliquer sur le modèle au niveau des porte-à-faux.
Pour supprimer un support, il vous suffit de cliquer sur la marque du support (le point bleu).
Étape 3 : Cliquez sur « Générer » pour terminer l’édition.
Remarque » Quand plusieurs objets se trouvent sur la plate-forme, vous devez sélectionner l'un des modèles avant de pouvoir lancer les options de support. » Si l'objet est redimensionné, pivoté ou déplacé à la verticale, la structure du support est réinitialisée. Veuillez configurer de nouveau les supports.