Author / xyz_md
キャスタブルプラス (F2)
適用機種コード:Nobel Superfine
キャスタブルプラスレジンは特別配合で開発されたレジンで、鋳造過程中にカスが残らずジュエリーのデザインにより高い効率性を提供します。本材料は正確に細部、滑らかな表面を表現でき、ジュエリー造形に最適です。
モデリング時のヒント
キャスタブルプラスレジンの性質は蝋に近いため、造形中、変形または断裂する場合があります。最適なプリント効果を得るためには、以下の設計原則を考慮することを推奨します。
» 穴のサイズ ≥0.5mm
» モデル構造の推奨設計ポイントはここをご参照ください。
ご注意 レジンタンクの劣化も印刷品質を影響します。
使用の注意事項
材料の均一性と安定性を保つため、印刷前に必ずレジンを均一になるように振ってから使用してください。
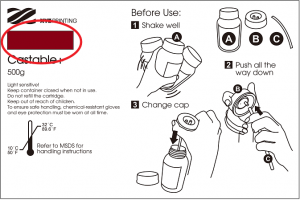
レジンボトル装着前の手順
下記の説明に従いレジンを振ってから使用してください。
キャップをしっかりと閉め、ボトルを5分間逆さまに放置してからボトルを5分間振ってください。

印刷前の手順
毎回印刷前、レジンタンクにあるレジンを均一になるように撹拌してからご使用ください。
レジンタンク内のレジンを撹拌する際、底部のシリコンの損傷を防ぐため、尖ったもの又は固いものを使用しないでください。
レジンの色の確認
レジン自体の色がレジンボトルラベルに記載している色より薄い場合、レジンが沈殿していることを意味します。よく混ぜってから使用しなければ造形品質に影響する可能性がありますので、ご注意ください。
ソフトウェア設定
印刷設定に関する推奨事項
一般のレジンの注意事項と同様に、オブジェクトが宙に浮く構造やプラットフォームとの接触面積が小さい場合、オブジェクトにサポート構造を加える必要があります。
ソフトウェアは「自動サポート」の機能があり、オブジェクトの形に添って自動的にサポート構造を加えることができます。ただし、場合によっては、オブジェクトを完全に印刷するため、「手動モード」でサポートを追加する必要があります。
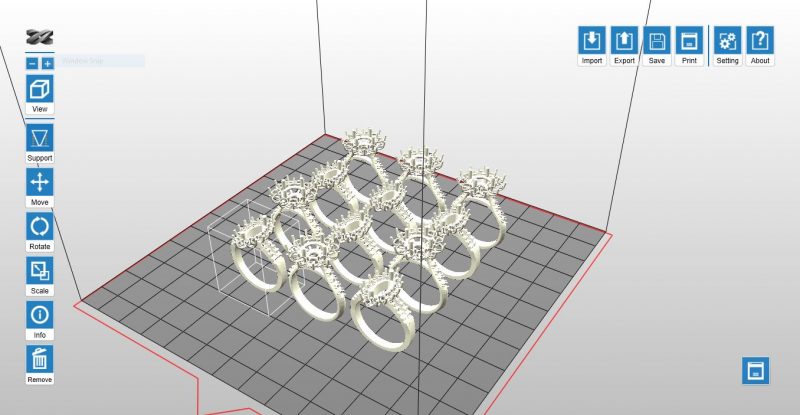
ジュエリーを造形時、錐体やツリー状サポートを運用することを推奨します。モデルの底に追加された椎体サポートは鋳造口にもなります。
ツリー状サポートはモデルとの接触面積が小さいため、ジュエリーの細かい構造に使用することを推奨します。
サポートの使用方法はここをご参照ください。
造形がうまくできない場合、配置位置の変更、角度の調整およびサポート構造の設定を行ってください。
ロストワックス鋳造時の温度管理
本キャスタブルレジンでロストワックス鋳造を行う際、下図の推奨温度管理に従う操作を行うと、レジンを確実に型取りができ、完成品はより滑らかに仕上がります。

後処理に関する推奨事項
洗浄
本材料や比較的に柔らかいため、洗浄時表面の摩擦などを控えてください。
プラットフォームから造形物を取り出す際、まずアルコール (95%アルコールと5%プロパノールの混合溶液を推奨します) に五分間浸けてから2~3分間洗浄することを推奨します。ピンセットでサポートをつかみながら洗浄することはより操作しやすくなります。

次は、造形物の表面にアルコールを噴いて細部に残留するレジンを取り除きましょう。
未硬化のレジンを除去した後、造形物を乾燥させます。
ご注意 » 造形物を洗剤に入れる時間は5分以内にしてください。長期間洗剤に浸けると、造形物の表面が浸食され、破損する恐れがあります。
アルコールの風乾作業
洗浄後の造形物表面にはアルコールが残る場合があります。洗浄後、造形物を放置し、アルコールが完全に乾燥するまで、UV硬化を行ってください。
アルコールが乾燥したら、細かい部分にレジンが残っていないかしっかりと確認してください。オブジェクトの細部をふさがないよう、硬化していないレジンを完全に取り除いてください。
ご注意 » 造形物の表面にアルコールが残った状態で硬化を行うと、造形物の形が変わり、型取りに影響する恐れがあります。
サポート材の除去
工具を使用し、サポート材を切断して除去します。直接引っ張ると造形物の表面に破損を生じることがあります。
二次硬化
キャスタブルプラスレジンは、完全的な型取りを確保するため、造形完成後、UV硬化を行うことが必要です。
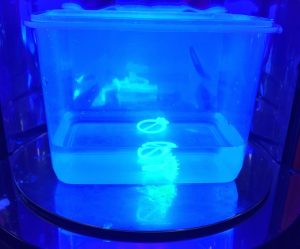
造形物を水の中に入れてから30分間二次硬化を行うと、硬化の効果を向上できます。
参考 » XYZプリンティング二次硬化製品と純正レジンの設定対照表を確認してください。
レジンの保存に関する推奨事項
レジンタンク内の未硬化レジンは光を避けて保管してください。レジンタンク内のレジンは24時間以上放置されている場合、ろ過してから光を通さない密封容器に保管することを推奨します。
耐熱レジン (F1)
後処理
印刷完成後、造形物表面の品質を保つため、下記の手順に従い造形物を処理し未硬化レジンが残留しないようにしてください。
後処理に関する推奨事項
1. 洗浄
造形完了後、造形物を取り外してください。濃度が95%以上のアルコールを使用し、造形物表面の未硬化レジンを洗い取ってください。
洗浄中、柔らかいブラシを使用することはよりきれいに未硬化レジンを除去できます。
ご注意 » 造形物をアルコール中に10分以上放置しないでください。表面が侵食され、造形物が破損する場合があります。
2. アルコールの乾燥作業
洗浄後の造形物表面にはアルコールが残る場合があります。洗浄後、造形物を放置し、アルコールが完全に乾燥するまで、UV硬化を行ってください。
アルコールが乾燥したら、細かい部分にレジンが残っていないかしっかりと確認してください。オブジェクトの細部をふさがないよう、硬化していないレジンを完全に取り除いてください。
3. サポート材の除去
ニッパーなどを使用してサポート材除去してください。無理やり引っ張り取ることは、造形物破損の原因になります。
4. 二次硬化
レジン造形物は、UVキュアリングで二次硬化することによって、最適な硬化を得られます。
XYZプリンティングキュアリングを使用する際、設定はここをご参照ください。
キャスタブルレジンの保存に関する推奨事項
レジンタンク内の硬化していないレジンに光があたらないところに保管してください。フィルターでろ過した後、光を通さない容器内に入れて保存し、次回のプリント前に再度レジンタンク内に入れて使用することもできます。
ご注意 »レジン保管の容器は、光を通さないPP材質の密封容器を推奨します。
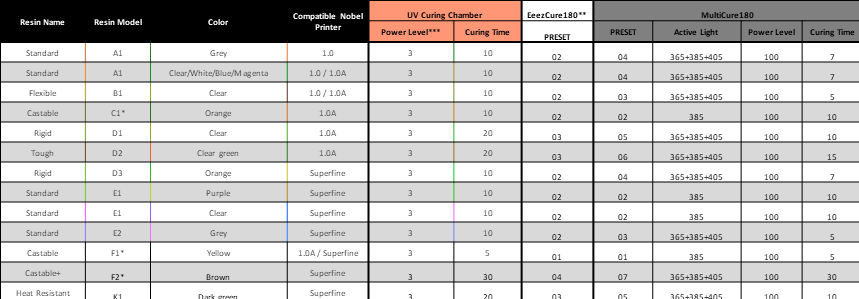
二次硬化の設定
レジン造形物の完全硬化及び機械的性質を確保するため、一般的に二次硬化は必要になります。本後処理の過程はキャスタブルレジンなどの機能性レジンにとって極めて重要です。
XYZプリンティングキュアリングを使用しXYZプリンティング純正レジンを二次硬化する際、下記の設定をご参照ください。
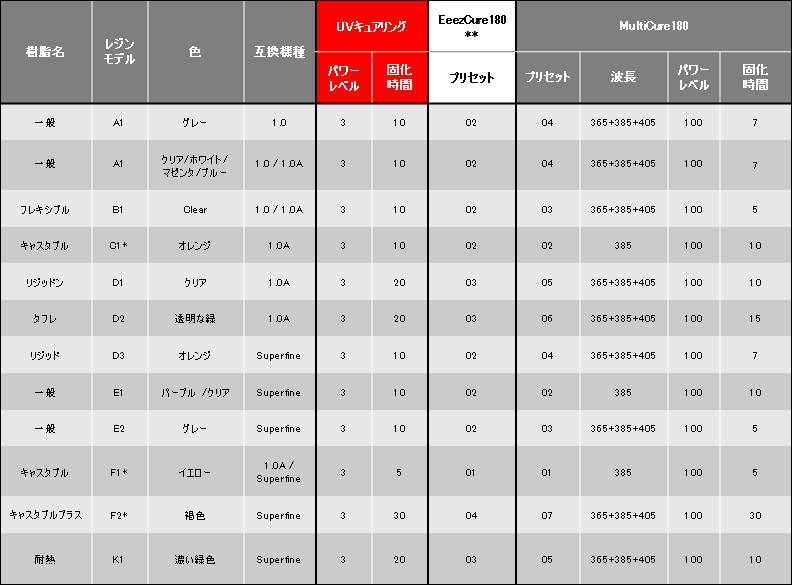
ご注意 *キャスタブルレジンの二次硬化は、透明容器に水を入れてから造形物を入れ、二次硬化をすることを推奨します。**EeezCure180はUVキュアリング製品の二次硬化パラメーターと同じであるため、EeezCure180をご使用時、プリセットを選択するとすぐに適切なパラメーターを適用することができます。
モデリング時のヒント
適用機種コード:Nobel 1.0A
印刷品質を向上するため、下記の推奨値に従ってモデリングをしてください。
シェルの厚さ ≥ 0.8mm
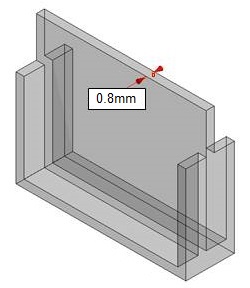
シェルが厚すぎる場合、印刷中に断裂またま隙間が発生する可能性が高い。
斜面の角度 ≥20°
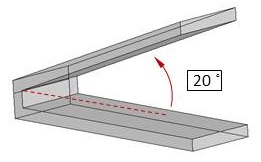
斜面の角度が大きい場合、サポートが必要になります。
柱構造の厚さ ≥0.5mm
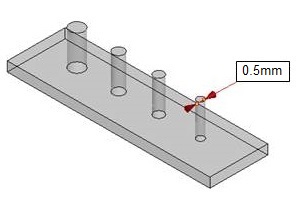
細すぎる網状または棒状構造はレジンタンクが下がる際に引っ張られて断裂するまたは、変形しやすくなります。
穴のサイズ ≥1.5mm
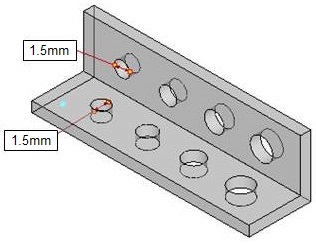
穴が小さすぎる場合、オブジェクト内は未硬化のレジンがたまりやすくなります、穴がふさがる可能性も高くなります。
オブジェクト構造の隙間 ≥0.4mm
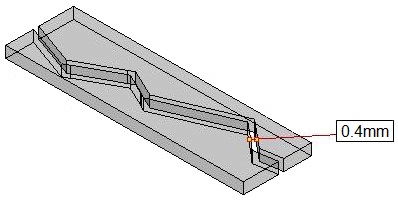
オブジェクトの隙間が狭すぎる場合、正しく動作できなくなる場合があります。
説明 » 前記値は積層ピッチを0.1mmとした検証の結果です。 » レジンタンクの劣化も印刷品質を影響します。 » レジンによって一部の仕様は通常のパラメーターを適用することができないため、各レジンの仕様に従って調整を行ってください。
モデリング時のヒント
適用機種コード:Nobel Superfine
印刷品質を向上するため、下記の推奨値に従ってモデリングをしてください。
シェルの厚さ ≥ 0.3mm
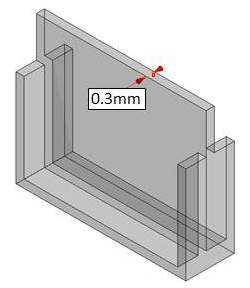
シェルが厚すぎる場合、印刷中に断裂またま隙間が発生する可能性が高い。
斜面の角度 ≥20°
斜面の角度が大きい場合、サポートが必要になります。
柱構造の厚さ ≥0.3mm
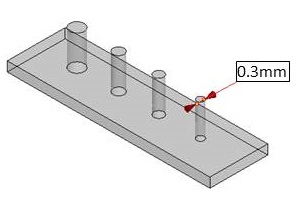
細すぎる網状または棒状構造はレジンタンクが下がる際に引っ張られて断裂するまたは、変形しやすくなります。
穴のサイズ ≥0.5mm
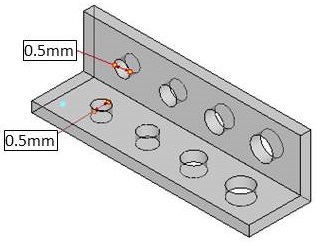
穴が小さすぎる場合、オブジェクト内は未硬化のレジンがたまりやすくなります、穴がふさがる可能性も高くなります。
オブジェクト構造の隙間 ≥0.3mm
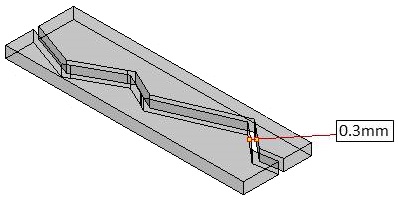
オブジェクトの隙間が狭すぎる場合、正しく動作できなくなる場合があります。
説明 » 前記値は積層ピッチを0.025mmとした検証の結果です。 » レジンタンクの劣化も印刷品質を影響します。 » レジンによって一部の仕様は通常のパラメーターを適用することができないため、各レジンの仕様に従って調整を行ってください。
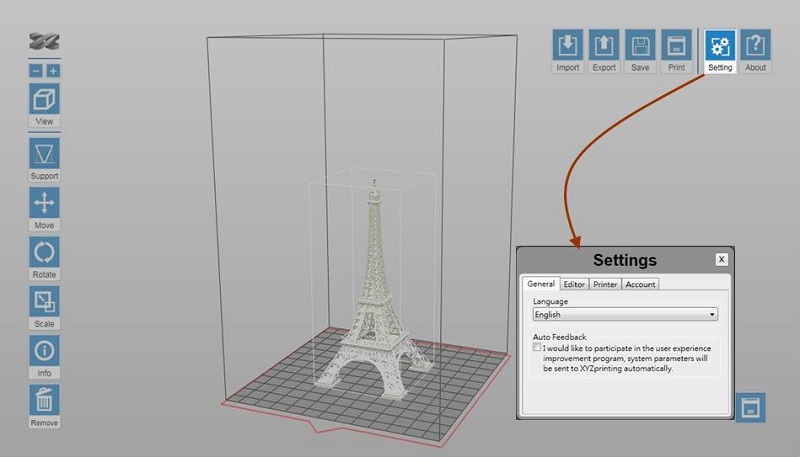
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
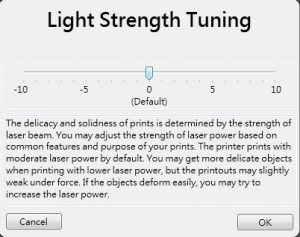
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
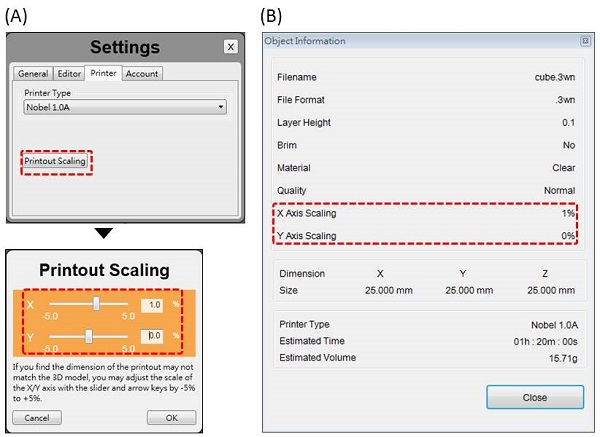
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
グレイレジン(E2)
適用機種コード:Nobel Superfine
この材料は不透明なグレーであり、モデルの細かい設計を簡単に確認でき、サンプルの印刷に最適です。
モデリング時のヒント
最適な印刷品質を保つため、モデル作成時、こちらの設計原則に従ってください。
使用の注意事項
材料の均一性と安定性を保つため、印刷前に必ずレジンを均一になるように振ってから使用してください。
レジンボトル装着前の手順
下記の説明に従いレジンを振ってから使用してください。
キャップをしっかりと閉め、ボトルを5分間逆さまに放置してからボトルを5分間振ってください。

印刷前の手順
毎回印刷前、レジンタンクにあるレジンを均一になるように撹拌してからご使用ください。
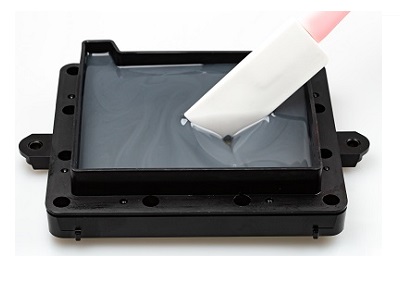
レジンタンク内のレジンを撹拌する際、底部のシリコンの損傷を防ぐため、尖ったもの又は固いものを使用しないでください。
推奨方法1:シリコンへらを使用すること
推奨方法2:防水手袋を装着し指で撹拌すること

適切な撹拌を行ったレジンは下記をご参照ください。
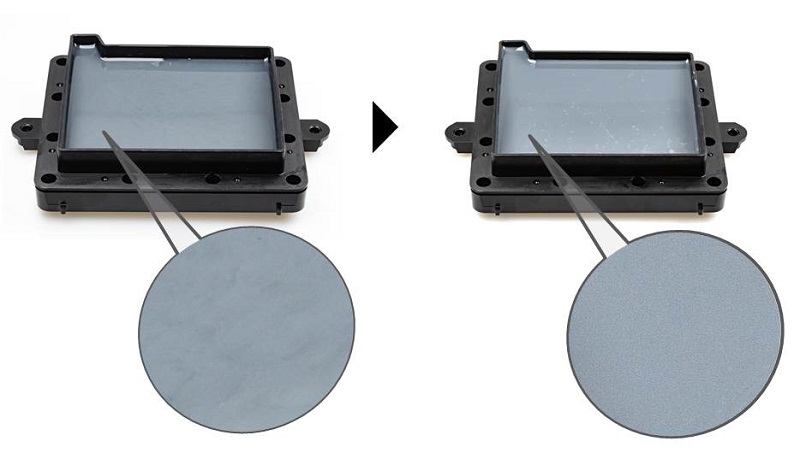
ご注意 » レジンタンク底のシリコンの損傷を防ぐため、強い力でレジンを撹拌しないでください。 » 印刷前、レジンタンクにあるレジンの残量を確認し適切な残量を補充してから印刷を行ってください。(最大MAX線まで)» レジンは24時間以上放置されたまま使用されていない場合、キャップをしっかりと閉め、ボトルを5分間逆さまに放置してからボトルを5分間振ってから使用してください。
キャスタブルレジンの保存に関する推奨事項
レジンタンク内の未硬化レジンは光を避けて保管してください。レジンタンク内のレジンは24時間以上放置されている場合、ろ過してから光を通さない密封容器に保管することを推奨します。

ご注意 » レジン保管の容器は、光を通さないPP材質の密封容器を推奨します。 » レジンをレジンタンクに戻す前、保管している容器を印刷前の要領と同じく操作を行ってください。
後処理に関する推奨事項
説明をご参照ください。
マニュアルモード
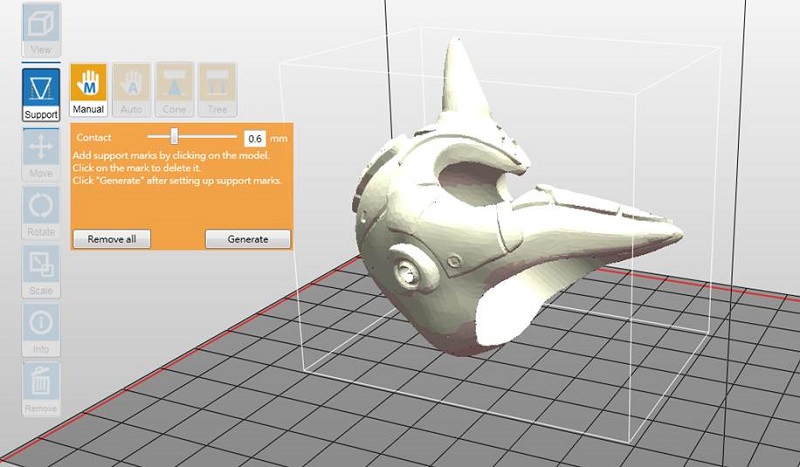
このモードは手動サポート生成または自動生成されたサポートを調整するモードです。
オートモードが生成したサポートの接触点やサイズはすべて同じになりますが、同じモデルすべての構造に適用するには限りません。
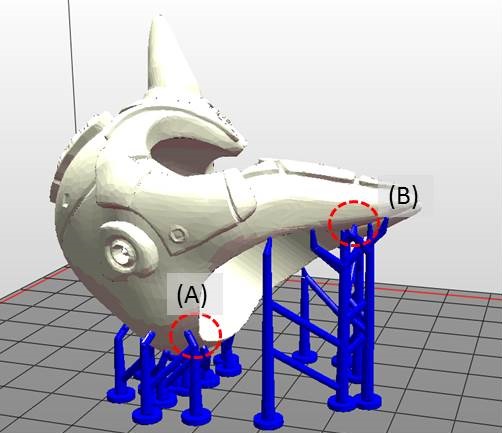
(A) 思い構造はより大きい接触点が必要です。
(B) 細かい構造は後処理を考慮し、小さい接触点を推奨します。
マニュアルモードの使用方法
ステップ1:モデルに必要なサイズ調整、回転、移動を行う。
オートモードでサポートを生成済みの場合、この操作はモデルを水平の移動が可能ですが、その他の操作を行った場合サポートは除去され、改めて設定することが必要です。
ステップ2:モデルの状態に沿って下記の項目を設定すること。
オートモードでサポートを生成済みの場合、マニュアルモードはサポートが生成された場所に青い点で表示します。
手動でサポートを追加する場合、接触点のサイズを設定してから追加する場所をクリックしてください。
サポートを削除する場合、青い点をクリックすればよいです。
ステップ3:「生成」をクリックすれば編集モードを終了することができます。
ご注意 » プラットフォームに複数のモデルが存在する場合、モデルごとを選択してからサポートを設定してください。 » サポートを生成後、モデルのサイズ、角度、位置調整を行うと、サポートは自動除去され、調整後改めて設定する必要があります。