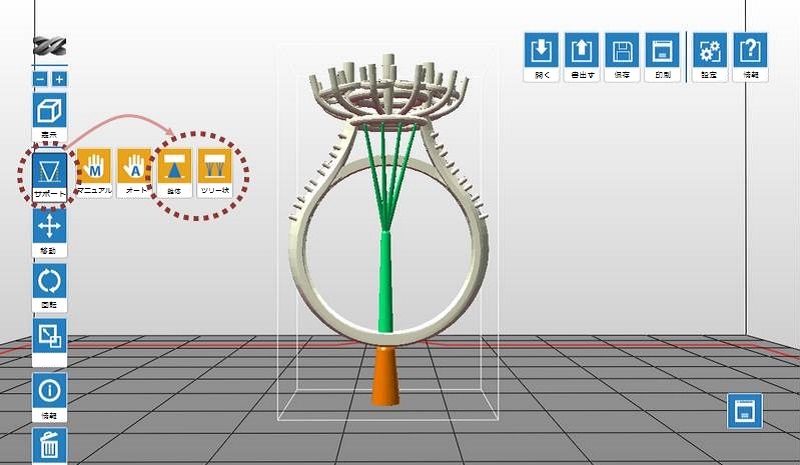
オートモード使用時、ソフトウェアはモデルの特徴に合わせて自動的にサポートを作成します。
オートモードの使用方法
ステップ1:モデルに必要なサイズ調整、回転、移動を行う。
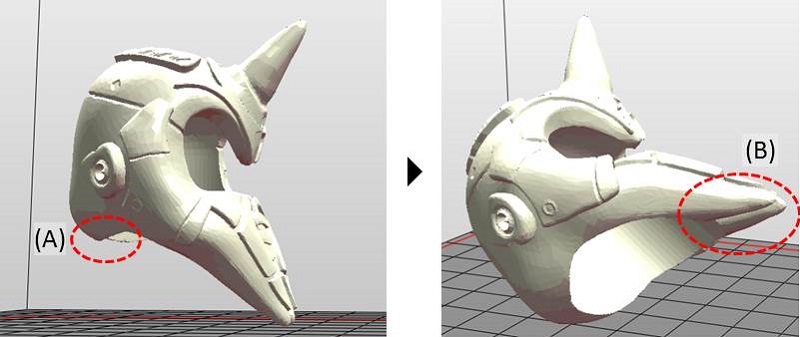
モデルを適切な角度に設定することは、印刷成功率の向上につながります。モデルの角度調整は下記の問題を回避することができます。
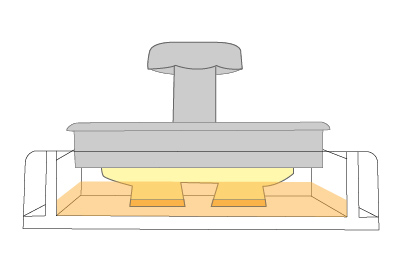
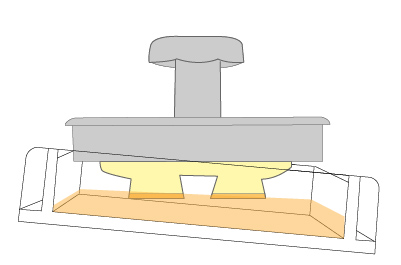
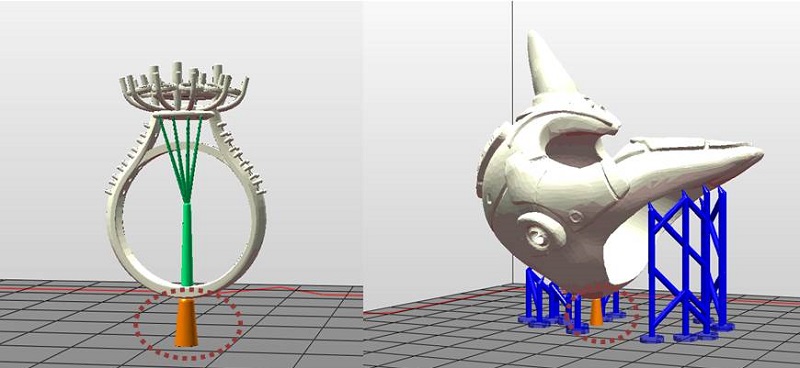
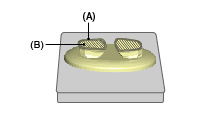
(A) 重心はモデルの上部にある場合
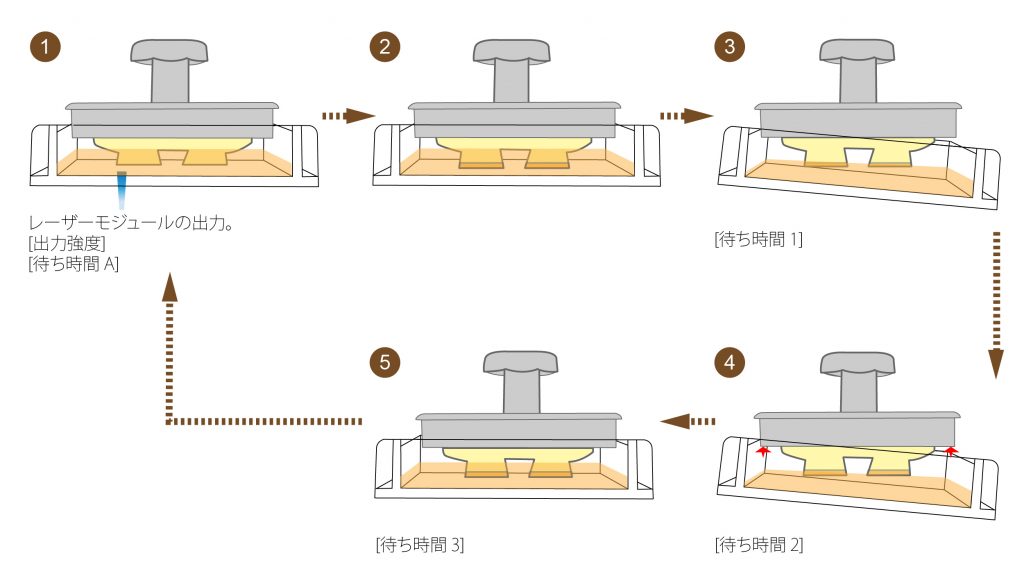
造形時レジンタンク分離の動作によって、重心が上部にあるモデルは非常に落下しやすくなります。それ以外、元の角度で印刷する際、モデルを固定するため、サポートは数多く必要なります。このようなモデルは、重心をプラットフォーム方向に設置することを推奨します。
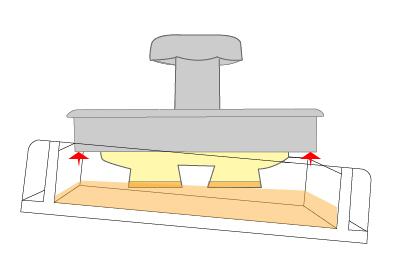
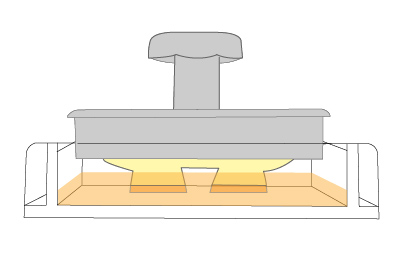
(B) 水平構造
SLA技術の特徴及び制限によって、プラットフォームと平行する構造を持つモデルは、サポートをつけても、垂れる現象は発生しやすくなります。
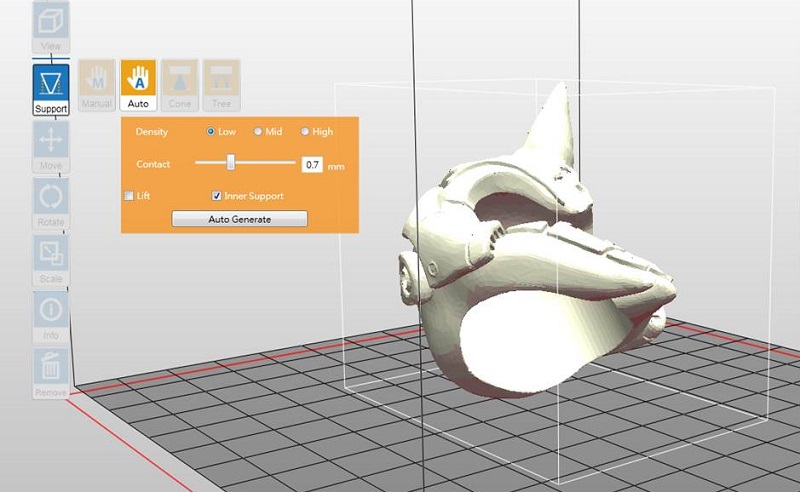
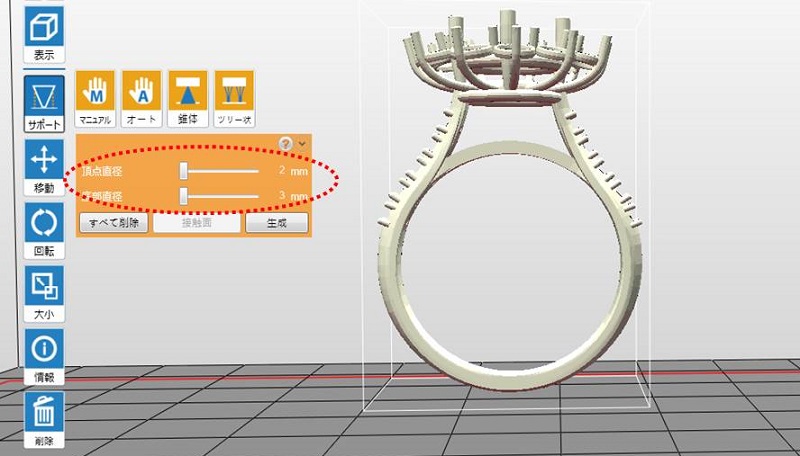
ステップ2:モデルの状態に沿って下記の項目を設定すること。
密度: Large overhangs will require more support structure. However, more support structure will take longer for printing.
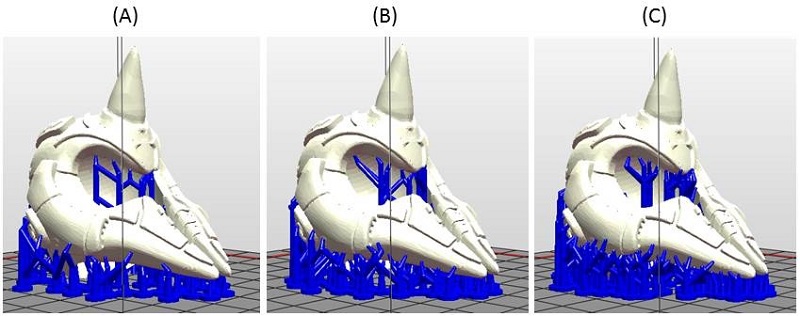
(A) 密度が低い
(B) 密度は一般
(C) 密度が高い
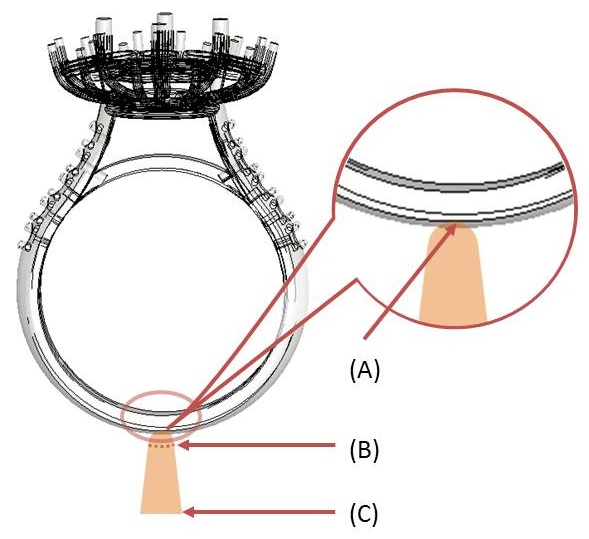
支点: サポートとモデルとの接触面積が大きいほどサポートの効果がよくなりますが、後処理でのサポート除去作業が難しくなってしまします。
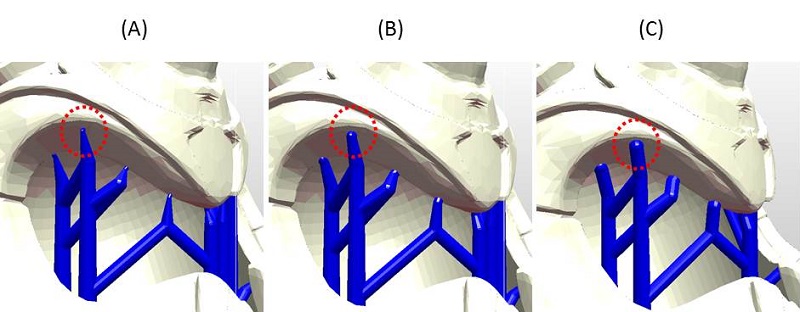
(A) 支点小/0.4mm
(B) 支点中/0.9mm
(C) 支点大/1.3mm
宙に浮かす:平面またはプラットフォームに直接に放置して印刷することができないモデルは宙に浮かしてから印刷必要があります。印刷する前、モデルを固定できる量のサポートが設定されることを確認してから印刷を行ってください。
内部サポート生成:モデルの内部に宙に浮く構造を持つ場合、この項目を有効にすることによってソフトウェアは自動的に内部サポートを生成できます。ただし、内部サポートを除去困難の場合、この機能を使用するかどうかを判断してください。

(A) 内部サポート未使用
(B) 内部サポート使用
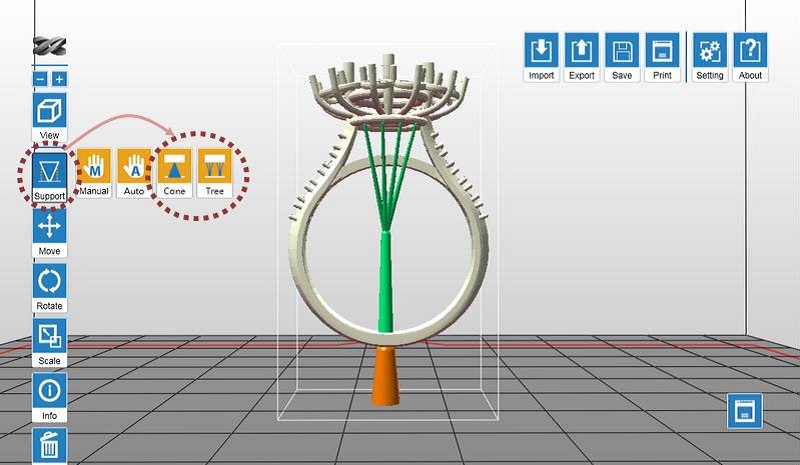
ステップ3:「自動サポート生成」をクリックしサポートを生成します。
ご注意 » プラットフォームに複数のモデルが存在する場合、モデルごとを選択してからサポートを設定してください。 » サポートを生成後、モデルのサイズ、角度、位置調整を行うと、サポートは自動除去され、調整後改めて設定する必要があります。 » サポートの接触点サイズや位置を調整する場合、マニュアルモードをご使用ください。







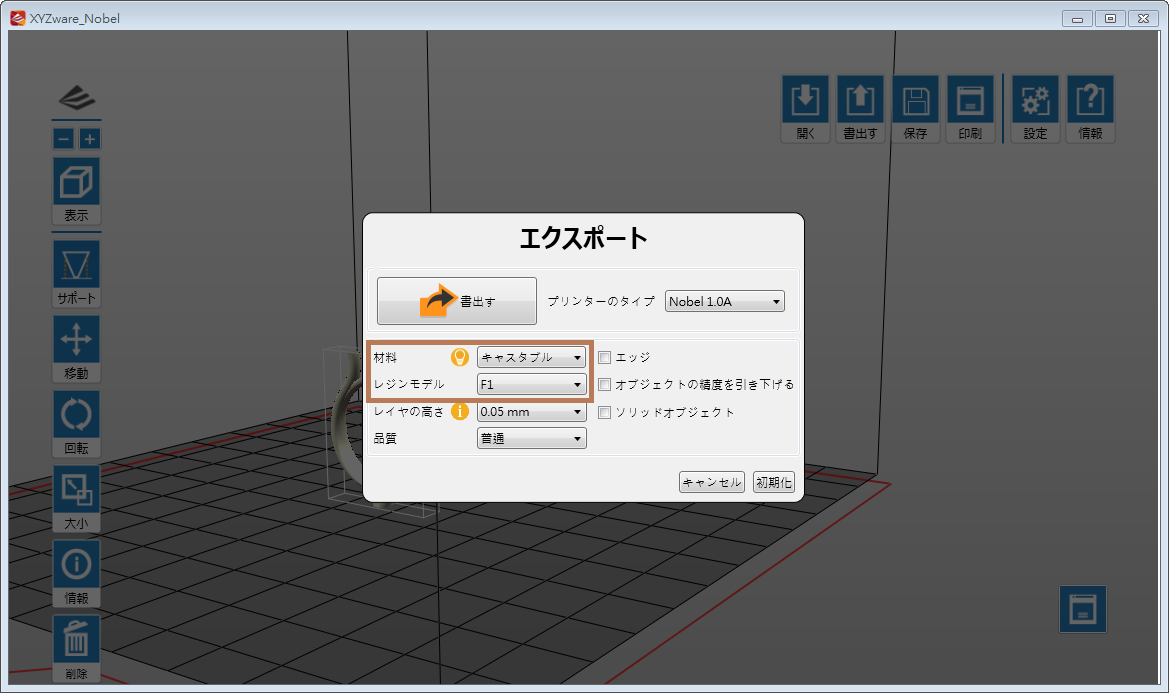


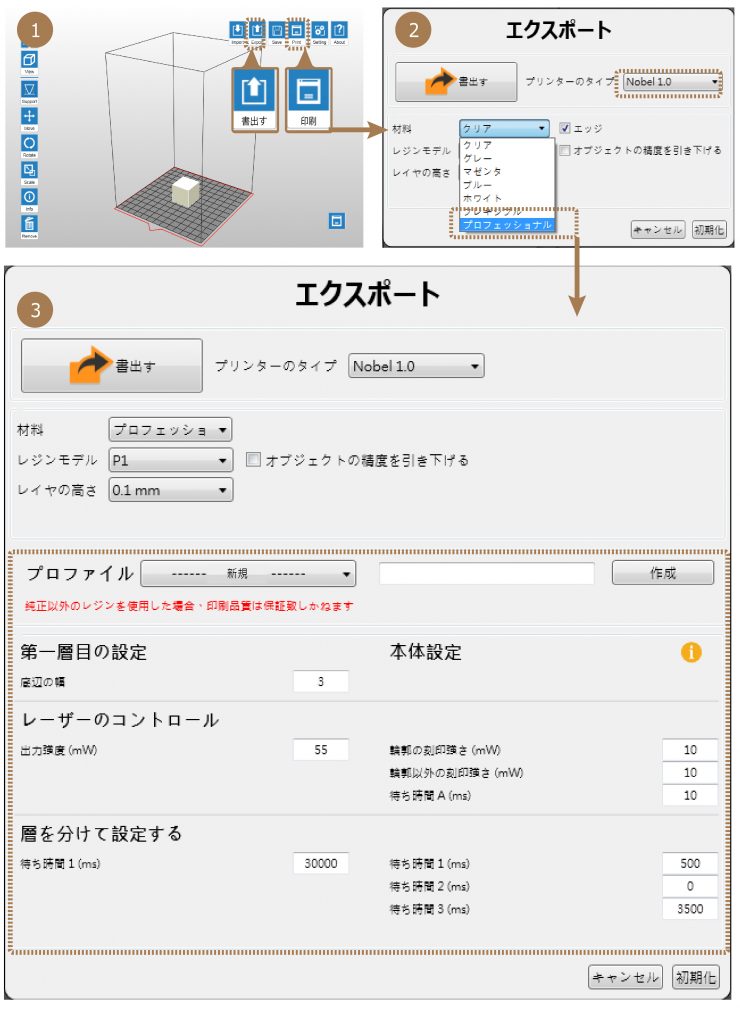
 (A) 輪郭
(B) 輪郭以外
(A) 輪郭
(B) 輪郭以外