A fim de obter as melhores propriedades do material, objetos impressos em resina devem passar por uma pós-cura para garantir que o material está completamente polimerizado. Isso é especialmente importante para resinas funcionais, como resinas moldáveis e resinas de engenharia.
Ao utilizar a câmara de cura UV da XYZprinting para resinas da XYZprinting, siga o perfil de cura abaixo para o pós-processamento:
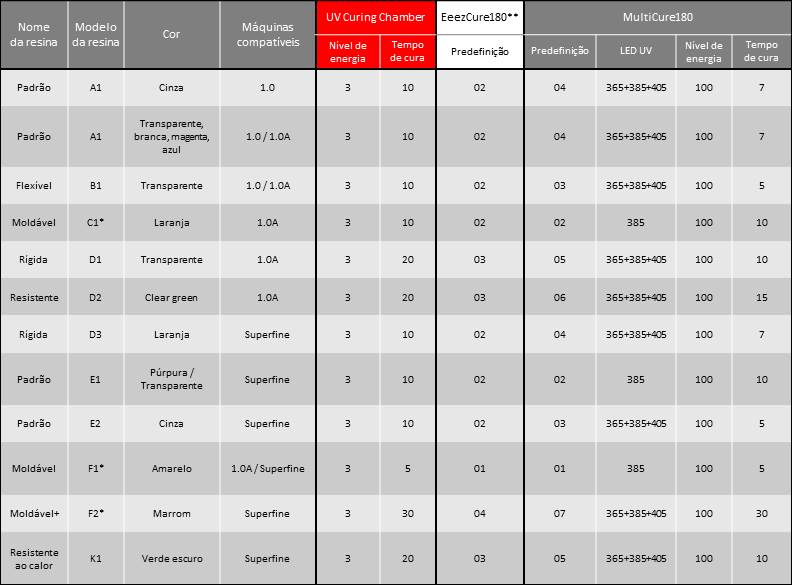
Nota *Efetue em água a pós-cura de impressões em resina moldável para obter um melhor desempenho.** Os parâmetros de secagem são os mesmos para a EeezCure180 e a câmara de secagem por UV. Ao utilizar a EeezCure180, basta alternar entre predefinições diferentes para aplicar as configurações de secagem sugeridas.