Impressora compatível: Nobel Superfine
Desenvolvida com uma fórmula especial, a Resina Moldável+ tem uma queima extremamente limpa e sem resíduos, aumentando a eficácia no design e criação de joias. O material apresenta detalhes precisos e uma superfície suave, tornando-o adequado para o fabrico de peças de joalheria fina.
Dicas de Projeto de Modelo
As propriedades da resina moldável são semelhantes às da cera. Não há nenhum resíduo de cinzas depois que ela é aquecida e é apropriada para a fundição de cera perdida, economizando procedimentos, ou seja, escultura de cera usada no processo de produção convencional.
» Diâmetro do furo ≥0,5mm
» Para as especificações de outros recursos, siga as especificações gerais de design aqui.
Nota » Evite arranhar a parte inferior do cartucho com qualquer ferramenta afiada ou o revestimento pode ser danificado. A superfície danificada do cartucho pode afetar a qualidade da impressão.
Instruções de uso
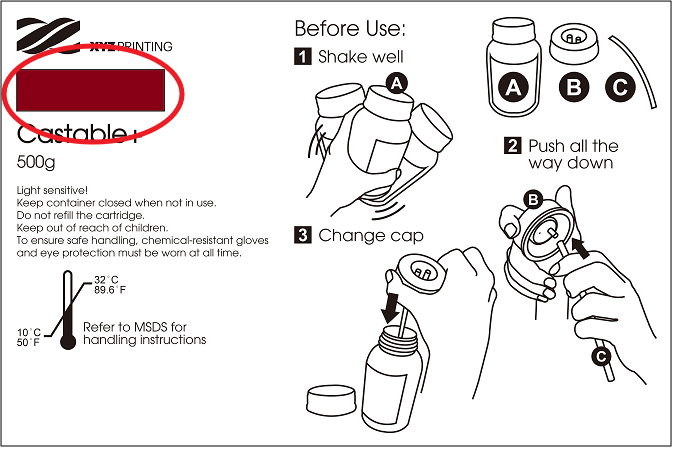
Para garantir o desempenho da resina, é necessária uma mistura homogênea dessa antes do início de qualquer trabalho de impressão. Siga rigorosamente os passos abaixo antes de iniciar a impressão.
Antes de instalar um novo frasco
Siga as instruções a seguir para garantir a uniformidade de cor do material da resina:
Aperte firmemente a tampa original, coloque o frasco de ponta-cabeça por 5 minutos, e agite os fracos por cerca de 5 minutos.

Antes de todos os trabalhos de impressão
Agite a resina restante no tanque antes de iniciar todos os trabalhos de impressão.
Observe que o revestimento de superfície na base do tanque de resina pode ser danificado ao entrar em contato com ferramentas aguçadas ou duras. Siga os métodos a seguir para agitar a resina.
Verificar a cor da resina
Compare a cor da resina com o bloco de cor no rótulo do frasco de resina. Se a cor da resina parecer translúcida ou mais clara do que o bloco de cor, tal é possivelmente provocado pela distribuição irregular dos componentes. A qualidade de impressão pode ser afetada pela utilização de material distribuído irregularmente.
Definições do Software
Recomendações sobre a Configuração de Impressão
Como com o uso da resina para uso geral, quando há saliências no modelo, ou quando a área de contato com a plataforma é pequena, estruturas de suporte adicionais são necessárias para assegurar que o objeto possa ser imprimido completamente.
O software de impressão de tem uma função de “suporte automático”, que pode ser usada para analisar a estrutura do modelo e automaticamente gerar estruturas de contraventamento. Às vezes você pode precisar usar o modo “manual” para adicionar mais suportes para garantir a adesão do objeto.
Ao imprimir peças de joalheria, pode querer utilizar o suporte de cone e em árvore. A estrutura do cone é normalmente adicionada à parte mais baixa do objeto, e pode ser utilizada para fundição, como os canais. Os suportes em árvore ligam-se aos seus objetos através de um contacto muito pequeno. São adequados para fixar os detalhes em designs de joias.
Clique aqui para as instruções de funções de suporte.
Se a impressão falhar, por favor mude a posição do objeto e ajustar a configuração de ângulo e as estruturas de contraventamento.
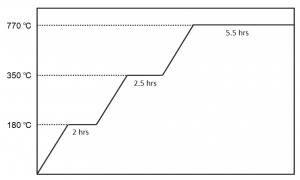
Processo de Gravação Recomendado
Quando a projeção as impressões, você pode trabalhar com base na sugestão de controle de temperatura conforme descrito no diagrama a seguir, a fim de assegurar a completa queima afastado da resina e uma superfície lisa e sem mácula do objeto de fundição.
Recomendação sobre Acabamento
Limpeza
Como o material é macio, a sugestão de limpeza é ligeiramente diferente das instruções para outras resinas. Evite escovar ou esfregar os objetos durante a limpeza. Estas ações podem riscar a superfície das peças impressas.
Após retirar os objetos impressos da plataforma, mergulhe-os em Eta Cohol (95% álcool + 5% IPA) e enxague durante 2 a 3 minutos. Ao enxaguar, pode segurar nos suportes dos objetos com pinças.

Em seguida, lave a resina líquida presa nos elementos finos dos objetos pulverizando Eta Cohol nas peças.
Após a limpeza, aguarde até que o líquido na superfície seque.
Nota » Não mergulhe o item impresso em Eta Cohol durante mais de 5 minutos, pois o líquido pode corroer a estrutura do item e danificá-lo.
Seque ao ar livre o álcool na superfície e deixe o Item impresso até o álcool evaporar
Haverá resíduos de álcool sobre a superfície do item impresso depois de ser lavado.
Por favor, mantenha o item impresso ainda depois de ser lavado e não realize pós-cura até ter confirmado que o álcool volatilizou completamente. Após o álcool ter secado ao ar, por favor, verifique cuidadosamente se há resíduos de resina nos recursos. Por favor, certifique-se de remover a resina não polimerizada para impedir bloqueio dos detalhes do projeto do modelo original.
Nota » Se cura for executada quando o resíduo de álcool ainda está presente na superfície do item impresso, a superfície do item impresso aparecerá branco e nebulosa, possivelmente afetando o resultado de fundição.
Removendo o Suporte
Por favor, use ferramentas para cortar o suporte em vez de puxar diretamente (puxar pode facilmente danificar a superfície do item).
Pós-cura
O item impresso produzido a partir da resina moldável deve ser pós curada usando luz UV para garantir a dureza para a fundição da cera perdida.
Para obter as melhores propriedades do material, realize pós-cura UV nas partes impressas em água por 30 minutos.
Recomendação » Leia os perfis de secagem completos para as resinas XYZprinting nas nossas unidades de secagem.
Preservação da Resina Não Curada
Resina não curada no interior do tanque de resina não deve ser exposta à luz. Se a resina no tanque for deixada sem uso por mais de 24 horas, armazene-a em um recipiente limpo após ser filtrada. Evite exposição à luz solar ou luz UV. Despeje a resina de volta no tanque de resina antes da próxima impressão.
Nota » Recipientes de polipropileno opaco são recomendados para armazenar as resinas.
 PDF Download
PDF Download