Category / Uncategorized
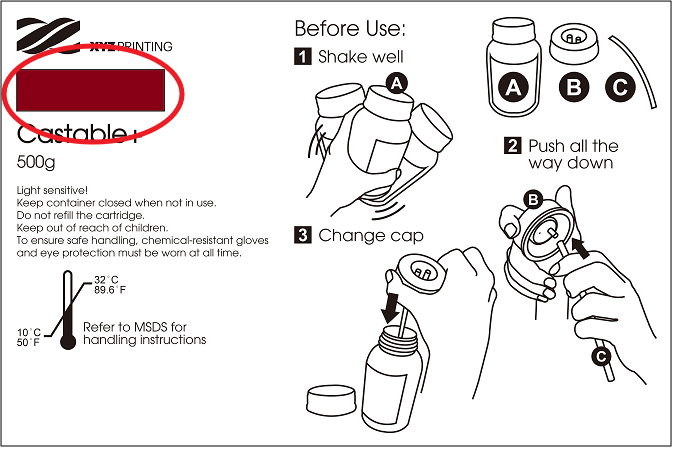
Gussfähiges+ (F2)
Anwendbarer Drucker: Nobel Superfine
Das Gussfähiges+ Harz wurde mit einer speziellen Formel entwickelt und weist sehr sauberes, rückstandsfreies Ausbrennen auf, was die Effizienz bei der Gestaltung und Kreation von Schmuck erhöht. Das Material zeigt exakte Details und eine glatte Oberfläche, wodurch es sich für die Herstellung filigraner Schmuckstücke eignet.
Modelldesigntipps
Die Eigenschaften von Gussfähiges+ Harz ähneln denen von Wachs insofern, als dass beide strukturell weich und spröde sind und ein Ausdruck aufgrund der während des Druckvorgangs entstehenden Zugkraft leicht brechen kann. Bitte beachten Sie für einen optimierten Druck die folgenden Tipps.
» Lochdurchmesser ≥0,5mm
» Für die Spezifikationen für andere Merkmale, befolgen Sie bitte die allgemeinen Designvorgaben hier.
Hinweis » Achten Sie darauf, die Unterseite des Tanks sowie dessen Beschichtung nicht mit scharfkantigen Werkzeugen zu verkratzen oder zu beschädigen. Eine beschädigte Tankoberfläche kann sich auf die Druckqualität auswirken.
Nutzungsanweisungen
Um die gute Leistung des Kunstharzes zu gewährleisten, ist vor dem Beginn des Druckens eine homogene Mischung des Kunstharzes erforderlich. Bitte befolgen Sie die nachstehenden Schritte genau, bevor Sie mit dem Druck beginnen.
Vor dem Einsetzen einer neuen Flasche
Befolgen Sie die nachstehenden Anweisungen, um eine einheitliche Farbe des Kunstharzes zu gewährleisten:
Verschließen Sie den Originalverschluss gut, halten Sie die Flasche 5 Minuten lang verkehrt herum und schütteln Sie sie etwa 5 Minuten lang.

Vor jedem Drucken
Verrühren Sie das im Tank verbleibende Kunstharz vor Beginn jedes Druckens.
Bitte beachten Sie, dass die Oberflächenbeschichtung auf dem Boden des Kunstharztanks beschädigt werden kann, wenn sie mit scharfen oder harten Werkzeugen in Berührung kommt. Befolgen Sie die nachstehenden Methoden zum Umrühren des Kunstharzes.
Überprüfen Sie die Farbe des Harze
Vergleichen Sie die Farbe des Harzes mit der auf dem Farbblock auf dem Harzflaschenetikett. Wenn die Farbe des Harzes durchscheinend oder heller als die im Farbblock aussieht, liegt dies möglicherweise an einer ungleichmäßigen Verteilung der Bestandteile. Die Druckqualität kann durch ungleichmäßig verteiltes Material beeinträchtigt werden.
Softwareeinstellungen
Empfehlungen zur Druckeinrichtung
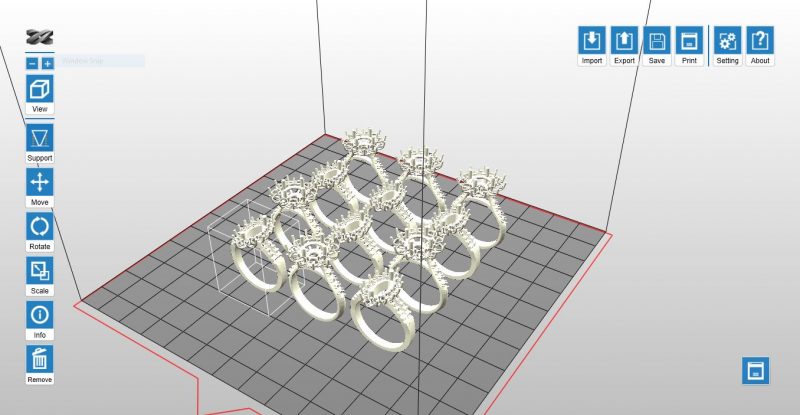
Wie beim Einsatz von Harz für allgemeine Zwecke gewährleisten zusätzliche Stützstrukuren, dass das Objekt vollständig ausgedruckt werden kann, wenn das Modell Überstände oder eine eher kleine Kontaktfläche mit der Plattform aufweist.
Die Drucksoftware hat eine Funktion zum automatischen Zufügen von Stützen, mit der die Modellstruktur analysiert und automatisch Versteifungsstrukturen generiert werden. Manchmal müssen Sie zur Gewährleistung der Objekthaftung weitere Stützen im manuellen Modus zufügen.
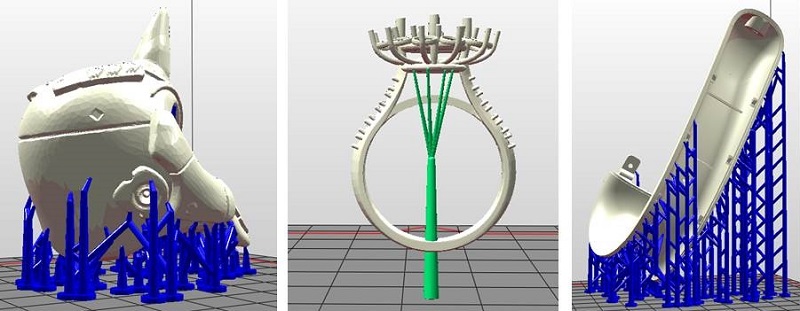
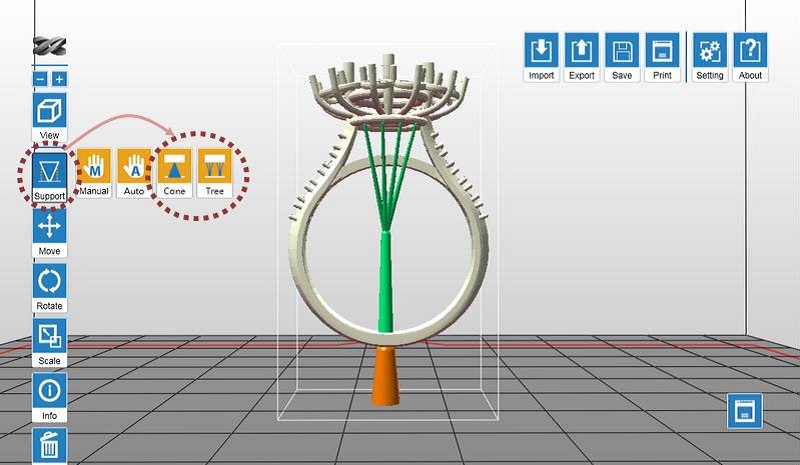
Beim Drucken von Schmuckstücken sollten Sie die Kegel- und Stammstütze verwenden. Die Kegelstruktur wird normalerweise zum untersten Teil des Objekts hinzugefügt und kann zum Gießen als Anguss gelassen werden. Stammstützen verbinden Ihre-Objekte mit sehr kleiner Kontaktfläche. Sie eignen sich zum Halten von Schmuckgestaltungselementen.
Klicken Sie hier für die Anweisungen für Support-Funktionen.
Falls der Druck fehlschlägt, ändern Sie bitte die Objektposition und passen Sie Winkel und Versteifungsstrukturen an.
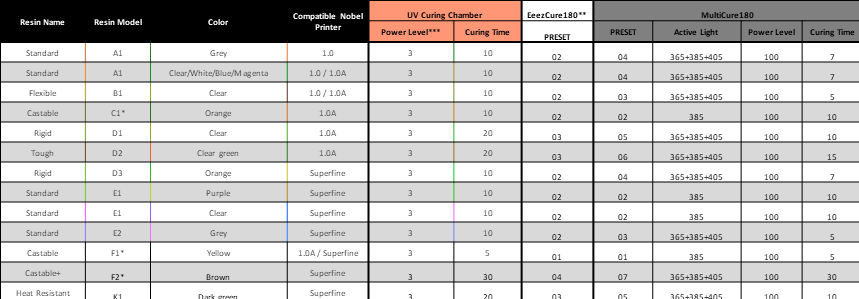
Empfohlener Ausbrennprozess
Beim Gießen von Ausdrucken können Sie basierend auf der in folgendem Diagramm beschriebenen Temperatursteuerungsempfehlung arbeiten und so das vollständige Abbrennen von Harz und eine glatte, makellose Oberfläche des Gussobjekts gewährleisten.
Empfehlung zur Veredelung
Reinigung
Da das Material weich ist, gestaltet sich die Reinigung im Vergleich zu anderen Harzen geringfügig anders. Vermeiden Sie es, Objekte während der Reinigung zu bürsten oder zu reiben. Dies kann die Oberfläche der gedruckten Teile zerkratzen.
Nach dem Entfernen der bedruckten Objekte von der Standfläche sollten Sie diese in Eta Cohol (95 % Alkohol + 5 % IPA) einweichen und ca. 2 bis 3 Minuten lang abspülen. Beim Abspülen können Sie die Stützen der Objekte mit einer Pinzette halten.
Waschen Sie anschließend nicht ausgehärtetes Harz ab, das in den feinen Strukturen der Objekte eingeschlossen ist, indem Sie Eta Cohol auf die Teile sprühen.

Warten Sie nach der Reinigung, bis die Flüssigkeit von der Oberfläche verdunstet ist.
Hinweis » Gedruckte Gegenstände nicht länger als 5 Minuten in Eta Cohol eintauchen, da die Flüssigkeit die Objektstruktur angreifen und das Objekt beschädigen kann.
Alkohol auf der Oberfläche des Druckobjekts an der Luft trocknen lassen
Nach der Reinigung befinden sich Alkoholreste auf der Oberfläche des Druckobjekts.
Bitte halten Sie das Druckobjekt nach der Reinigung still und führen Sie keine Nachhärtung aus, bis Sie sichergestellt haben, dass sich der Alkohol vollständig verflüchtigt hat. Prüfen Sie nach Trocknung des Alkohols sorgfältig, ob sich noch Harzreste in den Merkmalen befinden. Bitte achten Sie darauf, nicht ausgehärtetes Harz zu entfernen, damit die Designdetails des Originalmodells nicht blockiert werden.
Hinweis » Falls die Aushärtung durchgeführt wird, während sich noch Alkoholreste auf der Oberfläche des Druckobjekts befinden, kann die Oberfläche des Druckobjekts weiß und dunstig wirken, was sich möglicherweise auch auf das Gussergebnis auswirkt.
Stützen entfernen
Bitte schneiden Sie Stützen mit Werkzeugen ab, anstatt sie abzuziehen (durch Abziehen kann die Oberfläche des Objekts leicht beschädigt werden).
Nachhärtung
Das vom gussfähigen Kunstharz produzierte Druckobjekt muss zur Gewährleistung der Festigkeit beim Wachsausschmelzverfahren mittels UV-Licht nachgehärtet werden.
Für optimale Materialeigenschaften sollten Sie die gedruckten Teile 30 Minuten lang in Wasser nachträglich mittels UV-Licht aushärten.
Empfehlung »Lesen Sie die vollständigen Aushärtungsprofile für XYZ-Druckharze auf unseren Aushärtungseinheiten.
Aufbewahrung von nicht ausgehärtetem Harz
Nicht gehärtetes Kunstharz im Kunstharztank sollte nicht Licht ausgesetzt werden. Wenn das Kunstharz im Tank länger als 24 Stunden nicht benutzt wird, lagern Sie es nach dem Filtern in einem sauberen Behälter. Vermeiden Sie den Kontakt mit Sonnen- oder UV-Licht. Schütten Sie das Kunstharz vor dem nächsten Drucken zurück in den Kunstharztank.
Hinweis » Undurchsichtige Polypropylenbehälter werden für das Lagern von Kunstharz empfohlen.
Wärmebeständiges Harz (K1)
Anwendbarer Drucker: Nobel Superfine
Harzmodell: K1
Dieses Material ein wärmebeständiges Harz, das Wärmeformbeständigkeitstemperaturen bis zu 140 Grad Celsius tolerieren kann. Für Schmuckanwendungen ist es ideal für den Druck von Mastermodellen für die Herstellung von Gummigießformen. In der technischen Entwicklung ist es ideal für die Herstellung provisorischer Gießformen.
Modelldesigntipps
Für ein ideales Druckergebnis und vollständige Ausgabe der Designdetails folgen Sie bitten den Designvorgaben hier, wenn Sie die Modelle entwerfen.
Empfehlung zur Veredelung
Bitte beziehen Sie sich auf den vollständigen Leitfaden für die Nachbearbeitung hier.
Allgemeine Nachbearbeitung
Um die beste Leistung aus den Materialien herauszuholen, befolgen Sie die nachstehenden Schritte für die Nachbearbeitung von Ausdrucken auf Kunstharzbasis.
Empfehlung zur Veredelung
1. Reinigung
Nach Entfernen des gedruckten Objekts von der Plattform reinigen Sie diese bitte mit Ethylalkohol mit einer Konzentration von mehr als 95 %.
Rincez minutieusement les objets dans de l’alcool pur en frottant doucement la surface.
Hinweis » Tauchen Sie das Druckobjekt nicht länger als 10 Minuten in Alkohol; andernfalls kann der Alkohol die Struktur des Objekts angreifen und das Objekt schädigen.
2. Alkohol auf der Oberfläche des Druckobjekts an der Luft trocknen lassen
Nach der Reinigung befinden sich Alkoholreste auf der Oberfläche des Druckobjekts.
Bitte halten Sie das Druckobjekt nach der Reinigung still und führen Sie keine Nachhärtung aus, bis Sie sichergestellt haben, dass sich der Alkohol vollständig verflüchtigt hat. Prüfen Sie nach Trocknung des Alkohols sorgfältig, ob sich noch Harzreste in den Merkmalen befinden. Bitte achten Sie darauf, nicht ausgehärtetes Harz zu entfernen, damit die Designdetails des Originalmodells nicht blockiert werden.
3. Stützen entfernen
Bitte schneiden Sie Stützen mit Werkzeugen ab, anstatt sie abzuziehen (durch Abziehen kann die Oberfläche des Objekts leicht beschädigt werden).
4. Nachhärtung
Das mit dem Harz erstellte Druckobjekt muss nachfolgend mit UV-Licht ausgehärtet werden, damit eine vollständige Polymerisierung des Materials zur Erzielung optimaler Materialeigenschaften gewährleistet ist.
Klicken Sie hier, um das Härteprofil für die Nutzung der XYZprinting UV Härtekammer zu lesen.
Aufbewahrung von nicht ausgehärtetem Harz
Nicht ausgehärtetes Harz im Harztank sollte keinem Licht ausgesetzt werden. Das nicht ausgehärtete Harz kann nach dem Filtern in einem opaken Behälter aufbewahrt werden. Gießen Sie das Harz vor dem nächsten Druck wieder in den Harztank.
Hinweis » Undurchsichtige Polypropylenbehälter werden für das Lagern von Kunstharz empfohlen.
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
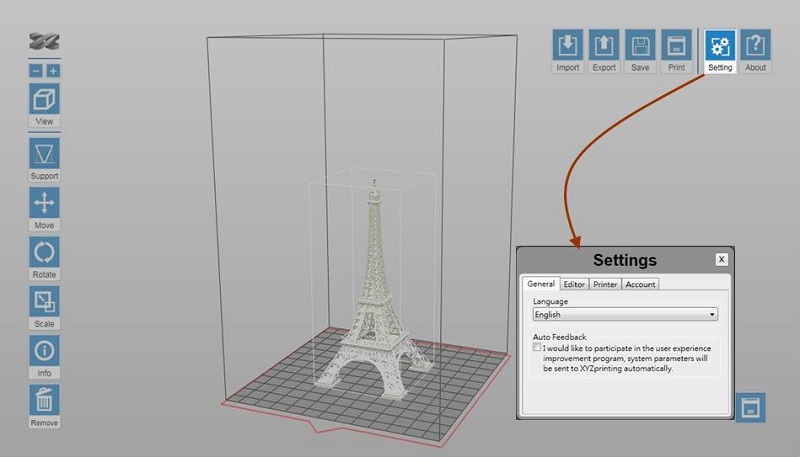
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
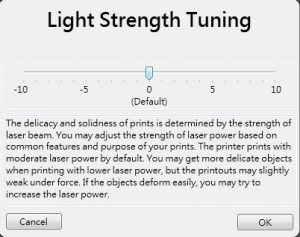
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
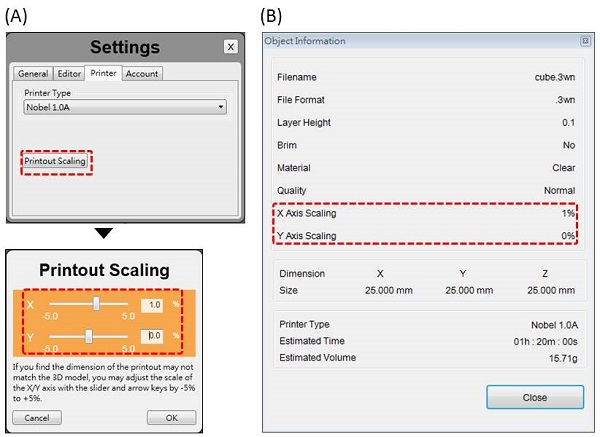
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
Graues Kunstharz (E2)
Anwendbarer Drucker: Nobel Superfine
Die dunkle, undurchsichtige Farbe zeigt die Details gut an. Das Material ist ideal für Vielzweck-Prototypen.
Modelldesigntipps
Für ein ideales Druckergebnis und vollständige Ausgabe der Designdetails folgen Sie bitten den Designvorgaben hier, wenn Sie die Modelle entwerfen.
Nutzungsanweisungen
Um die gute Leistung des Kunstharzes zu gewährleisten, ist vor dem Beginn des Druckens eine homogene Mischung des Kunstharzes erforderlich. Bitte befolgen Sie die nachstehenden Schritte genau, bevor Sie mit dem Druck beginnen.
Vor dem Einsetzen einer neuen Flasche
Befolgen Sie die nachstehenden Anweisungen, um eine einheitliche Farbe des Kunstharzes zu gewährleisten:
Verschließen Sie den Originalverschluss gut, halten Sie die Flasche 5 Minuten lang verkehrt herum und schütteln Sie sie etwa 5 Minuten lang.
Vor jedem Drucken
Verrühren Sie das im Tank verbleibende Kunstharz vor Beginn jedes Druckens.
Bitte beachten Sie, dass die Oberflächenbeschichtung auf dem Boden des Kunstharztanks beschädigt werden kann, wenn sie mit scharfen oder harten Werkzeugen in Berührung kommt. Befolgen Sie die nachstehenden Methoden zum Umrühren des Kunstharzes.
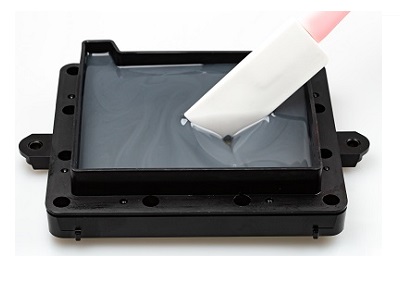
Methode 1: Rühren Sie das Kunstharz mit einem Siliconschaber um.
Methode 2: Tragen Sie undurchlässige Handschuhe und rühren Sie das Kunstharz mit den Fingern um.

Wenn das Kunstharz gut vermischt ist, sollte es der nachstehenden Abbildung gleichen:
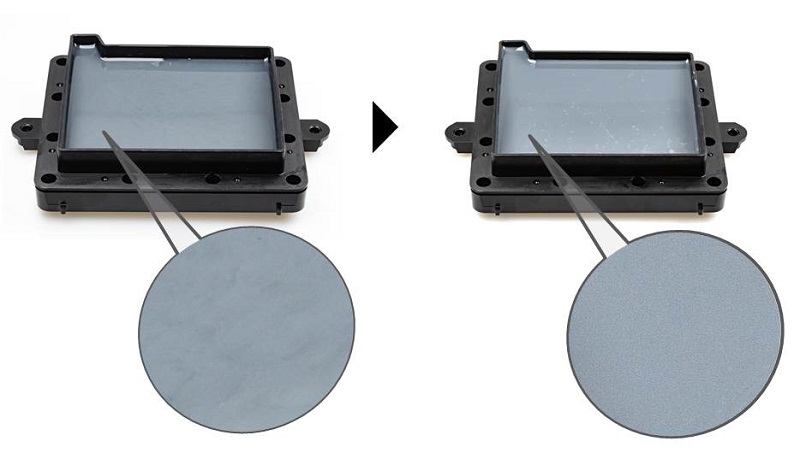
Hinweis » Passen Sie beim Umrühren des Kunstharzes gut auf. Vermeiden Sie das Kratzen der Beschichtung auf dem Tankboden. » Überprüfen Sie die Kunstharzmenge im Tank vor dem Drucken. Füllen Sie Kunstharz nach, bis das Material die Markierung "Max“ im Tank erreicht.» Wenn das Kunstharz in der Flasche seit mehr als 24 Stunden nicht mehr benutzt worden ist, wechseln Sie zum Originaldeckel, drehen Sie die Flasche herum und schütteln Sie sie vor dem Drucken etwa 5 Minuten lang.
Aufbewahrung von nicht ausgehärtetem Harz
Nicht gehärtetes Kunstharz im Kunstharztank sollte nicht Licht ausgesetzt werden. Wenn das Kunstharz im Tank länger als 24 Stunden nicht benutzt wird, lagern Sie es nach dem Filtern in einem sauberen Behälter. Vermeiden Sie den Kontakt mit Sonnen- oder UV-Licht.

Schütten Sie das Kunstharz vor dem nächsten Drucken zurück in den Kunstharztank.
Hinweis » Undurchsichtige Polypropylenbehälter werden für das Lagern von Kunstharz empfohlen. » Drehen Sie den Behälter mit dem nicht benutzten Kunstharz herum und schütteln Sie ihn etwa 5 Minuten lang, bevor Sie es vor dem nächsten Drucken zurück in den Tank schütten. Empfehlung zur Veredelung
Bitte beziehen Sie sich auf den vollständigen Leitfaden für die Nachbearbeitung hier.
Manueller Modus
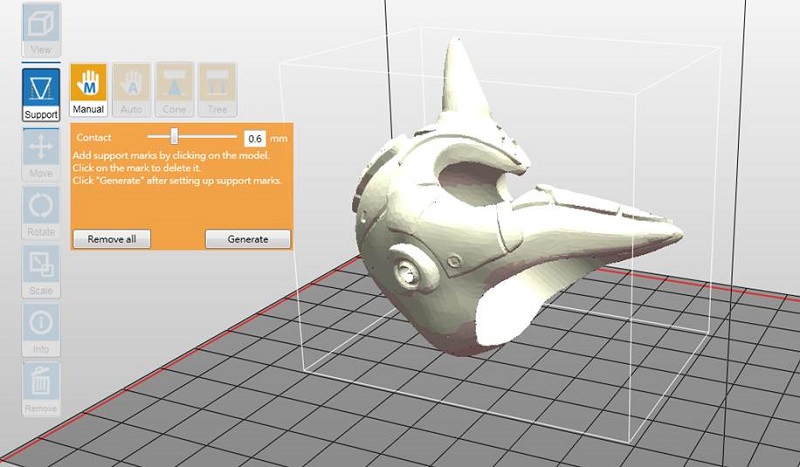
Mit dem manuellen Modus können Sie die Supports selber aufbauen, oder Sie verwenden den Modus, um die im Automatikmodus erzeugten Supports anzupassen.
Im Automatikmodus haben alle Supports an den Berührungspunkten dieselbe Größe. Jedoch müssen Sie die Größe der Berührungsfläche je nach den Merkmalen des Objekts vielleicht ändern.
(A) Für ein schweres Teil kann ein größerer Berührungspunkt notwendig sein.
(B) Ein kleinerer Berührungspunkt reicht für das Halten einer leichteren Struktur aus. Dies erleichtert auch die Nachbearbeitung.
Manuelle Bearbeitung von Supports
Schritt 1: Skalieren, drehen und/oder bewegen Sie das Objekt so, wie Sie es drucken wollen.
Wenn Sie jedoch bereits Supports mit dem Automatikmodus erstellt haben, können Sie das Objekt nur horizontal verschieben. Andere Anpassungen des Objekts führen zu einem Zurücksetzen der Supports.
Schritt 2: Stellen Sie anhand der Merkmale Ihres Objekts die nachstehenden Einstellungen ein.
Wenn Supports im Automatikmodus hinzugefügt wurden, werden Sie als blaue Punkte im manuellen Bearbeitungsmodus angezeigt.
Um einen Support hinzuzufügen, wählen Sie einfach die richtige Größe des Berührungspunktes und klicken Sie dann auf das Modell an den Überhängen.
Um Supports zu löschen, klicken Sie einfach auf die Support-Markierung (den blauen Punkt).
Schritt 3: Klicken Sie auf “Generieren”, um die Bearbeitung zu beenden.
Hinweis » Wenn sich mehr als ein Objekt auf der Plattform befindet, müssen Sie eines der Modelle auswählen, bevor Sie die Supportoptionen starten können. » Wenn das Objekt skaliert, gedreht oder vertikal verschoben wird, wird die Supportstruktur neu eingestellt. Bitten richten Sie die Supports erneut ein.
Automatikmodus
Im Automatikmodus analysiert die Software die Merkmale des Modells und kann bei Bedarf eine unterstützende Struktur hinzufügen.
So fügen Sie automatisch Supports hinzu
Schritt 1: Skalieren, drehen und/oder bewegen Sie das Objekt so, wie Sie es drucken wollen.
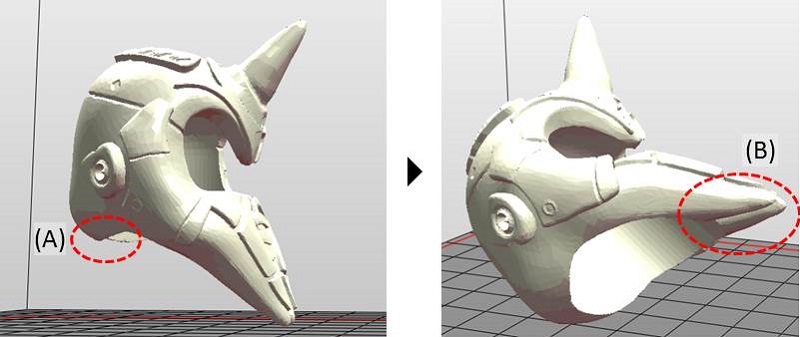
Die Ausrichtung des Objekts ist für ein erfolgreiches Drucken besonders wichtig. Das vorstehende Objekt wurde gedreht, um die nachstehenden Probleme zu vermeiden:
(A) Der schwerste Teil befindet sich nicht unten
Objekte können aufgrund der Abzugskraft leicht fallen, wenn der schwerste Teil sich nicht unten befindet. Es können auch schwere Supports erforderlich sein, um das ganze Objekt still zu halten. Die beste Praxis besteht darin, das Objekt so zu drehen, dass sich der schwerste Teil unten befindet.
(B) Horizontale Strukturen
Aufgrund des Charakters der SLA-Drucktechnologie können horizontale Strukturen über der Plattform zu einem Erschlaffen zwischen den Supports führen.
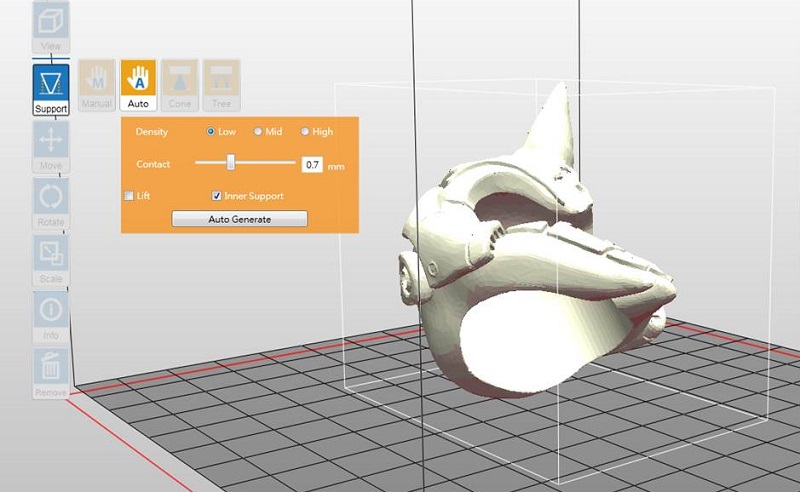
Schritt 2: Stellen Sie anhand der Merkmale Ihres Objekts die nachstehenden Einstellungen ein.
Dichte: Große überhängende Strukturen erfordern mehr Stützstrukturen. Und je mehr Stützstrukturen benötigt werden, desto länger dauert der Druck.
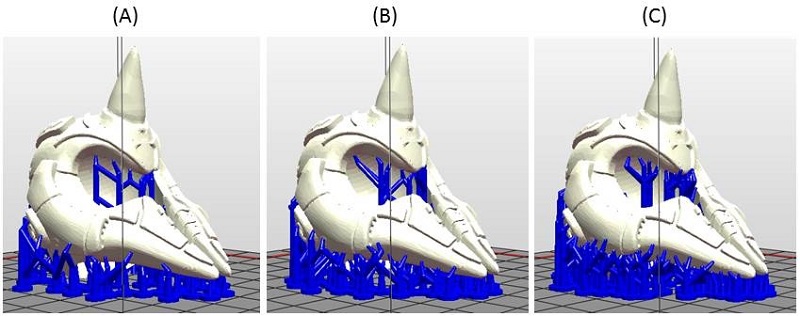
(A) Niedrige Dichte
(B) Mittlere Dichte
(C) Hohe Dichte
Kontaktpunkts: Ein dickerer Berührungspunkt führt zu mehr Stärke, aber es wird vielleicht schwieriger, ihn bei den Nachbearbeitungsschritten zu entfernen.
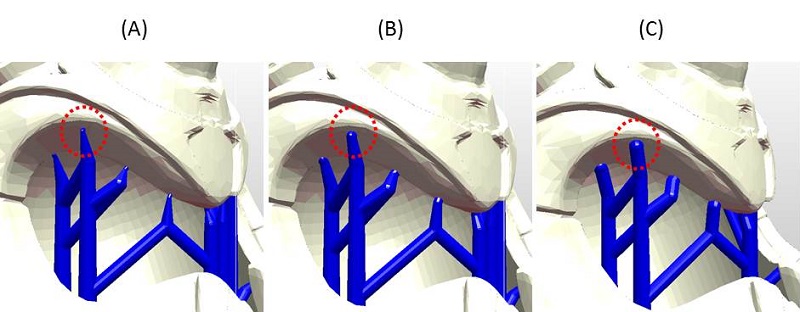
(A) Kleiner Berührungspunkt / 0,4mm
(B) Mittlerer Berührungspunkt / 0,9mm
(C) Großer Berührungspunkt / 1,3mm
Anheben: Das Heben der Objekte über die Druckplattform ist bei denjenigen ohne flache Oberfläche notwendig, die nicht dazu geeignet sind, auf die Plattform gelegt zu werden. Überprüfen Sie vor dem Drucken unbedingt, ob die Supports ausreichen, um die Objekte auf der Plattform zu halten.
Innere Stütze: Für Objekte mit innerer überhängender Struktur werden Supports hinzugefügt, wenn “Innerer Support” ausgewählt wird. Jedoch können die unterstützenden Strukturen innen bei einigen Strukturen mit kleinen Öffnungen nicht leicht entfernt werden, daher sollten Sie erwägen, sie ohne inneren Support zu drucken.

(A) Without inner support
(B) With inner support
Schritt 3: Klicken Sie auf “Auto-Generierung”, um Supports hinzuzufügen.
Hinweis » Wenn sich mehr als ein Objekt auf der Plattform befindet, müssen Sie eines der Modelle auswählen, bevor Sie die Supportoptionen starten können. » Wenn das Objekt skaliert, gedreht oder vertikal verschoben wird, wird die Supportstruktur neu eingestellt. Bitten richten Sie die Supports erneut ein. » Um die Größe oder den Standort der einzelnen Supportstruktur zu ändern, bearbeiten Sie sie bitte im manuellen Modus.
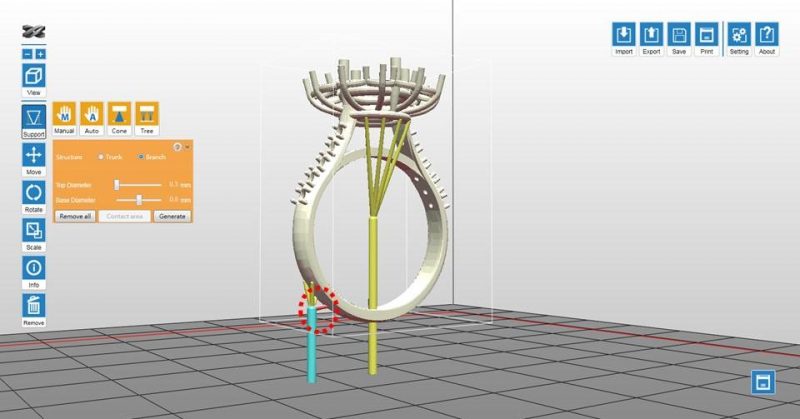
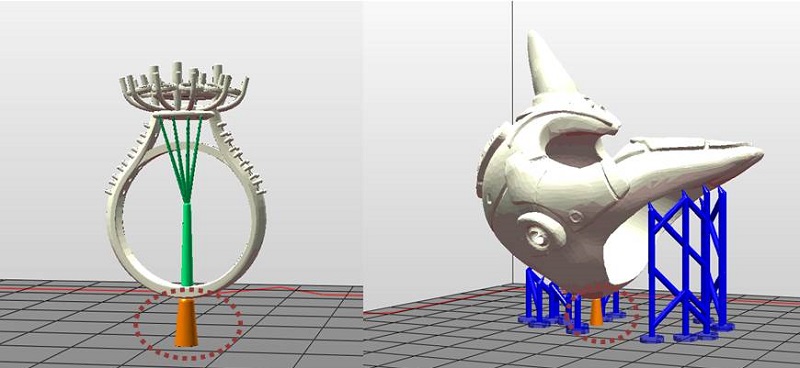
Stammstütze
Die Stammstütze ist eine neue Stützfunktion in XYZware_Nobel. Bitte aktualisieren Sie Ihre Software auf die neueste Version, um diese Funktion nutzen zu können.
Stammstützen verbinden Ihre 3D-Objekte mit sehr kleinem Kontakt. Sie eignen sich zum Halten von Schmuckgestaltungselementen.
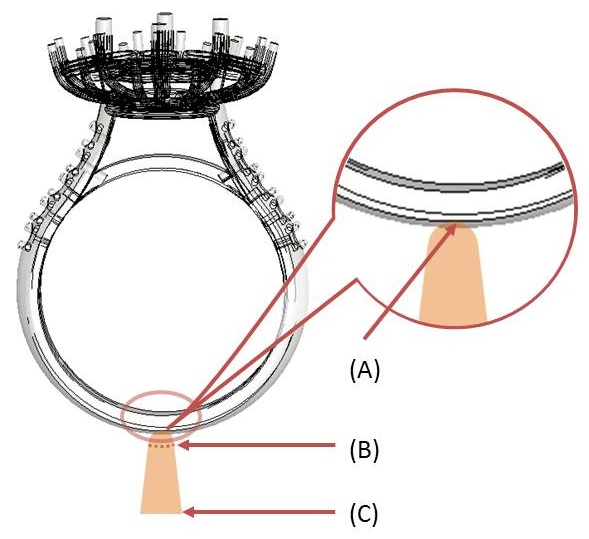
Aufbau von Stammstützen
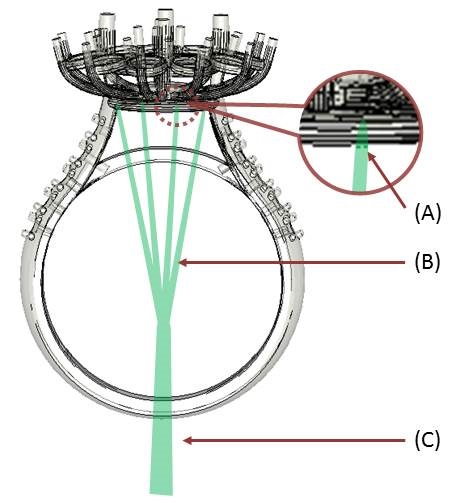
(A) Kontaktfläche: der Bereich, in dem die Baumstütze mit den Objekten verbunden wird. Für schwere Objekte ist unter Umständen eine größere Kontaktfläche erforderlich.
(B) Zweig: die dünne Stütze, die die Objekte direkt berührt.
(C) Stamm: der Boden der Stammstütze.
Anbringen von Baumstützen
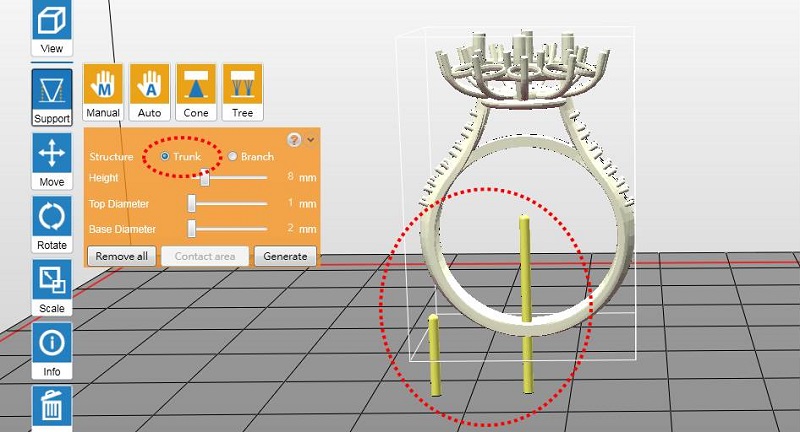
Schritt 1: Stamm einrichten
Klicken Sie zum Anbringen eines Stammes auf die gewünschte Stelle der Standfläche.
Zum Verschieben eines Stammes darauf klicken und ihn mit der Maus ziehen.
Zum Löschen eines Stammes direkt darauf klicken.

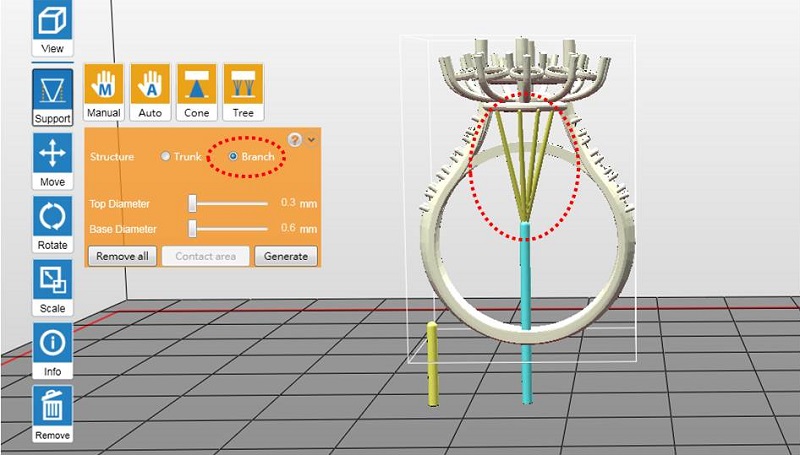
Schritt 2: Zweige einrichten
Wechseln Sie in das Zweig-Setup. Klicken Sie auf den gewünschten Stamm mit einem Klick darauf. Zum Zufügen von Zweigen zum ausgewählten Stamm auf Überhänge am Modell klicken.
Zum Löschen eines Zweiges auf den dünnen Stab klicken.
Schritt 3: Nach dem Einrichten aller Markierungen auf „Generieren“ klicken.
Schritt 4: Bei Bedarf den Kontaktfläche der Zweige anpassen.
Zum Anpassen des Kontaktfläches der Zweige gehen Sie zurück zum Funktionsmenü „Stütze“ > „Baum“, und wählen die Schaltfläche „Kontaktfläche“.
Klicken Sie auf den gewünschten Zweig (der ausgewählte Zweig wird blau angezeigt) und ziehen Sie den Schieberegler, um den Kontaktfläche einzustellen.
Klicken Sie auf „Fertig“, wenn Sie die Kontaktflächee aller Kegel angepasst haben.
Tipp Zum gleichzeitigen Anpassen aller verbundenen Zweige an einem Stamm klicken Sie auf die Schaltfläche „Kontaktfläche“ und den Stamm, um alle Zweige auszuwählen.
Hinweis
1. Wenn kein Stamm ausgewählt ist, erscheinen die Zweige als gelbe Markierungen. Klicken Sie einfach auf einen Stamm. Die Zweigmarkierungen werden mit dem ausgewählten Stamm verbunden.
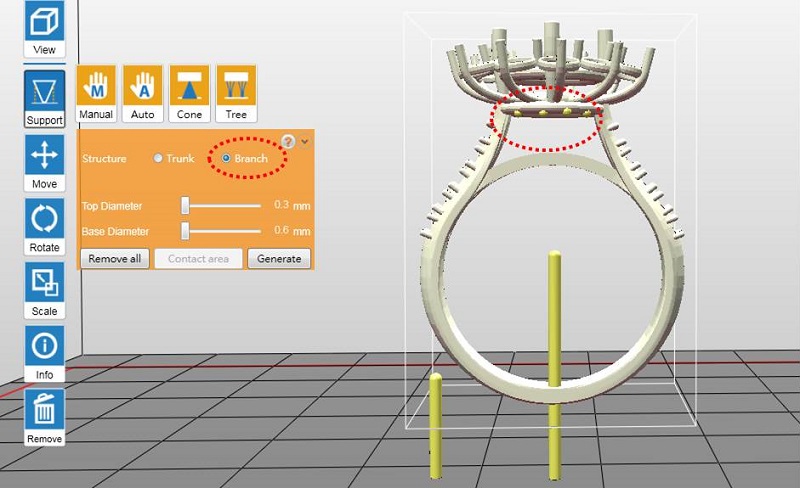
2. Zweigmarkierung sollte höher sein als die Oberseite des ausgewählten Stamms.
3. Zweigmarkierung ist deaktiviert, wenn kein Stamm verfügbar ist.
4. Zweige mit einer Neigung von mehr als 45 Grad werden rot angezeigt, da sie beim Drucken möglicherweise nicht an der gewünschte Stelle erscheinen.
5. Ein Stamm ohne verbundene Zweige wird beim Erstellen der Stützen gelöscht.
Kegelstütze
Die Kegelstütze ist eine neue Stützfunktion in XYZware_Nobel. Bitte aktualisieren Sie Ihre Software auf die neueste Version, um diese Funktion nutzen zu können.
Die Kegelstütze ist dicker als die Originalstütze. Sie ist ideal für das Hinzufügen von Angüssen an der Basis gießbarer Drucke. Bei der Verwendung von Kegelstützen als Angüsse können Sie diese einfach an den Drucken zum Gießen belassen.
Die Kegelstütze sorgt auch für eine bessere Haftung auf der Standfläche, sodass der Boden schwererer Objekte besser auf der Standfläche steht. Beim Anbringen der Kegelstütze am Objekt wird empfohlen, es zum Erzielen einer besseren Oberflächenbeschaffenheit abzuschleifen.
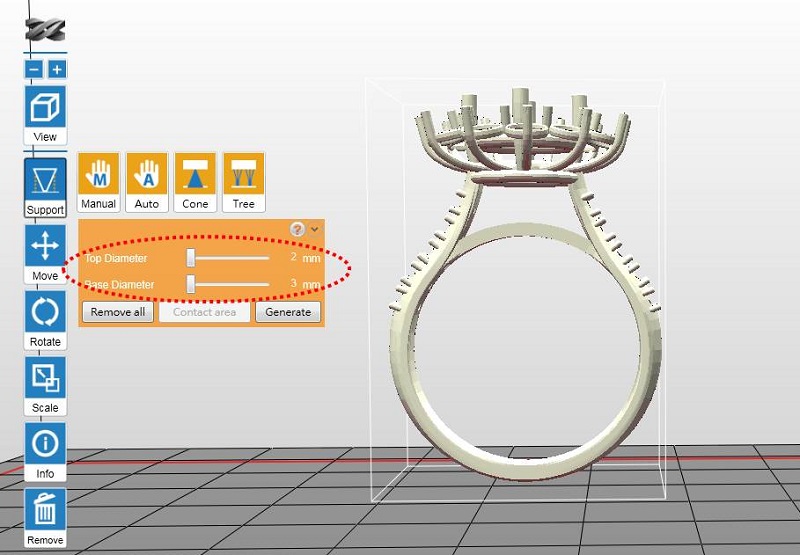
Aufbau von Kegelstützen
(A) Kontaktfläche; für schwere Objekte ist unter Umständen eine größere Kontaktfläche erforderlich.
(B) Oberer Durchmesser; Mindestdurchmesser: 2 mm
(C) Unterer Durchmesser; Mindestdurchmesser: 3 mm Der Unterer Durchmesser der Stütze der Unterstützung muss mindestens 1 mm größer sein als der Oberer Durchmesser.
Anbringen von Kegelstützen
Schritt 1: Kegelmarkierung festlegen (orangefarbener Punkte)
Fai clic sulle strutture sovrastanti sul modello per aggiungere i contrassegni dei coni. Per eliminare il contrassegno del cono, fai clic sul punto arancione per eseguire la rimozione.

Schritt 2: Kegelstruktur generieren
Kegel generieren: Nach dem Einrichten der Kegelmarkierung auf „Generieren“ klicken.
Schritt 3: Bei Bedarf den Kontaktbereich der Kegelstütze anpassen.
Zum Anpassen des Kontaktbereichs der Kegelstütze gehen Sie zurück zum Funktionsmenü „Stütze“ > „Kegel“, und wählen die Schaltfläche „Kontaktfläche“.
Klicken Sie auf den gewünschten Kegel (der ausgewählte Kegel wird blau angezeigt) und ziehen Sie den Schieberegler, um den Kontaktfläche einzustellen.
Klicken Sie auf „Fertig“, wenn Sie die Kontaktbereiche aller Kegel angepasst haben.
Hinweis
1. Die Kegelstütze ist nur verfügbar, wenn sich der Übergang mindestens 6 mm über der Standfläche befindet. Die Software hebt das Objekt bei Bedarf an.
2. Der Durchmesser der Stütze kann nach dem Zufügen nicht mehr geändert werden. Passen Sie die Stütze an, indem Sie die Markierung löschen, die Durchmesser ändern und die Kegelmarkierung wieder zufügen.