Gedruckte Objekte aus Kunstharz sollten nachgehärtet werden, um sicherzustellen, dass das Material vollständig polymerisiert ist, um die besten Materialeigenschaften zu erzielen. Dies ist besonders wichtig bei funktionellen Kunstharzen wie Gießharz und Hochleistungsharz.
Wenn Sie die XYZprinting UV Härtekammer für XYZprinting Kunstharze verwenden, befolgen Sie die nachstehenden Härtungsanweisungen für die Nachbearbeitung:
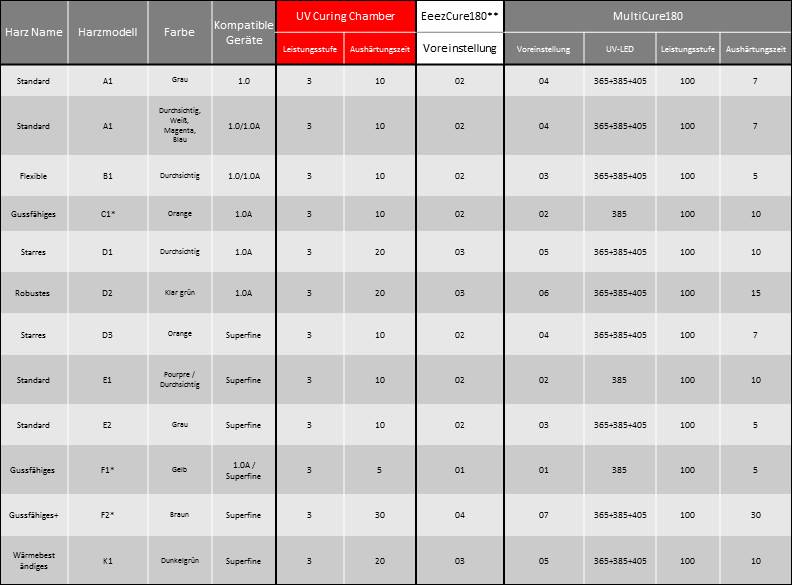
Hinweis *Die beste Leistung erhalten Sie, wenn Sie Gießharz in Wasser nachhärten.** Aushärtungsparameter sind für EeezCure180 und die UV-Härtekammer gleich. Wechseln Sie bei Verwendung von EeezCure180 einfach zwischen verschiedenen Voreinstellungen, um die vorgeschlagenen Aushärtungseinstellungen anzuwenden.