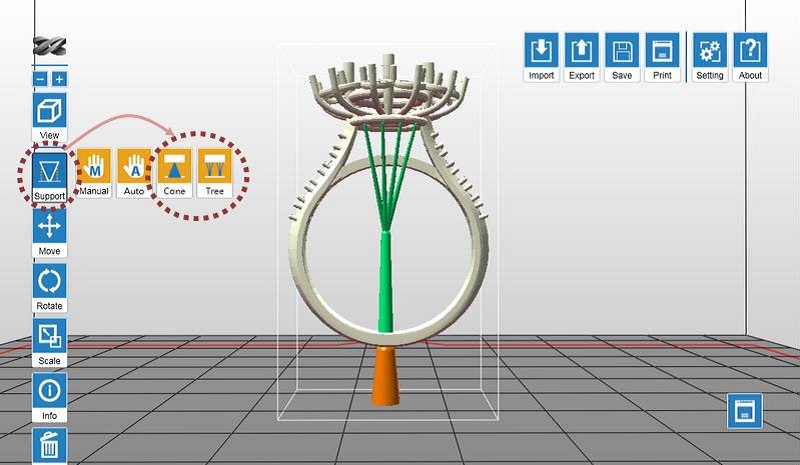
No modo Auto, o software irá analisar as características do modelo e adicionar estruturas de suporte onde necessário.
Para adicionar suportes automaticamente
Passo 1: Redimensione, gire ou mova o objeto conforme a maneira que deseja imprimi-lo.
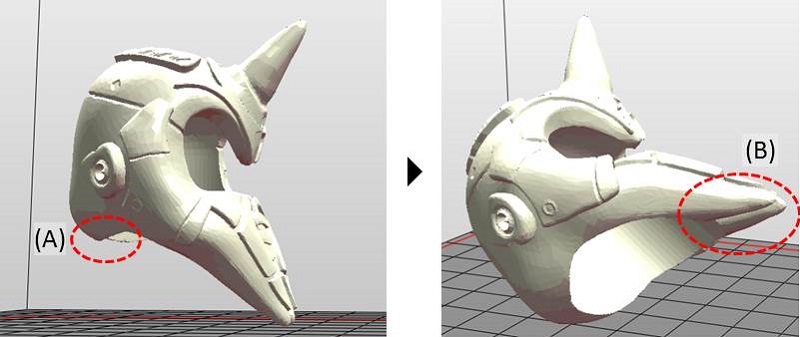
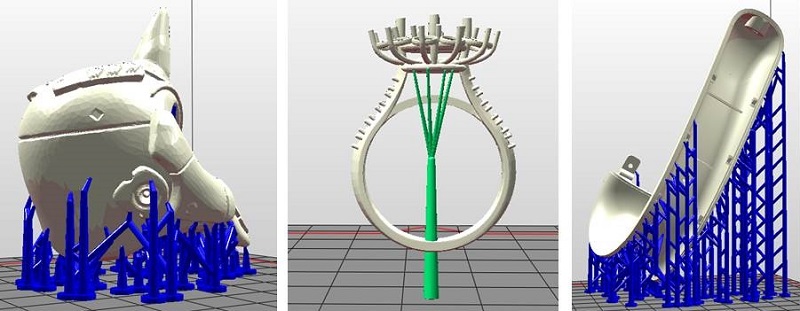
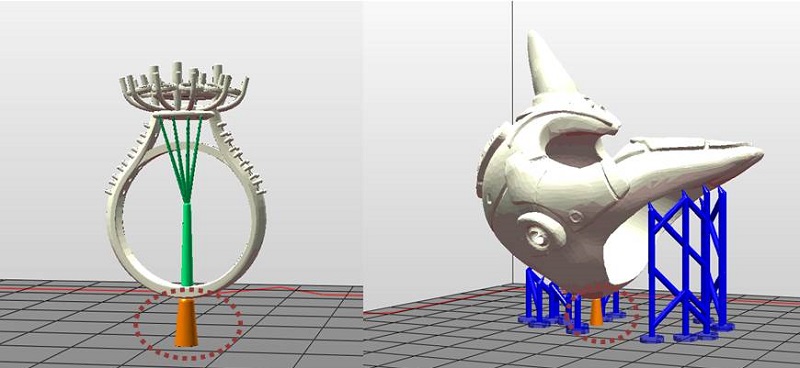
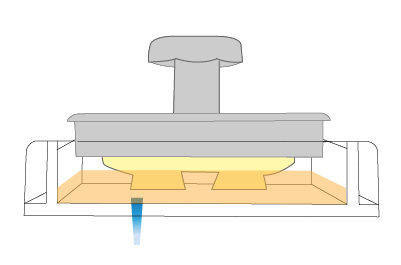
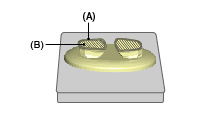
A orientação do objeto é particularmente essencial para uma impressão bem sucedida. O objeto acima foi girado para evitar os problemas abaixo:
(A) A parte mais pesada está longe da base
Devido à força de descamação, objetos podem cair facilmente quando a parte mais pesada está longe da base. Além disso, podem ser necessários suportes pesados para segurar firmemente todo o objeto. A melhor prática é girar o objeto para mover para a base a parte mais pesada dele.
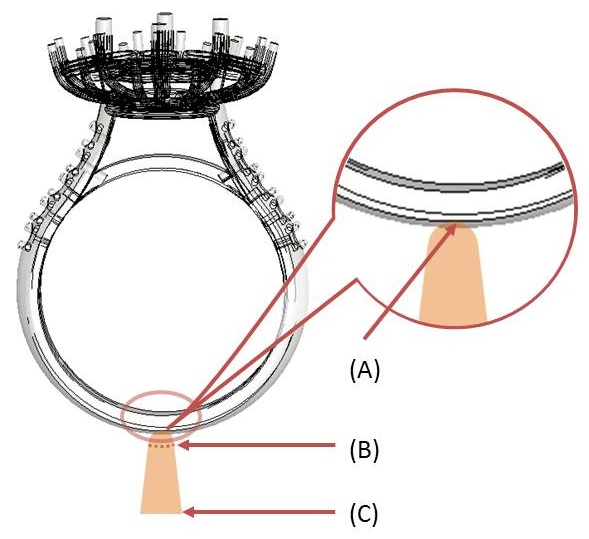
(B) Estruturas horizontais
Devido à natureza da tecnologia de impressão SLA, estruturas horizontais sobre a plataforma podem resultar em inclinação entre suportes.
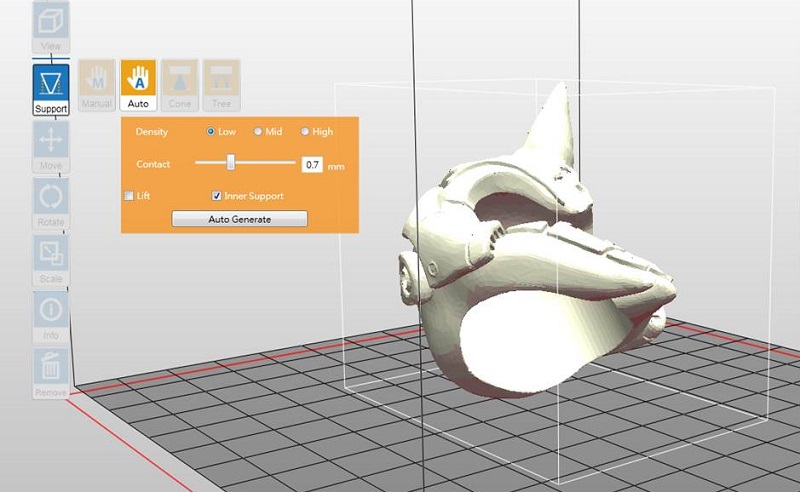
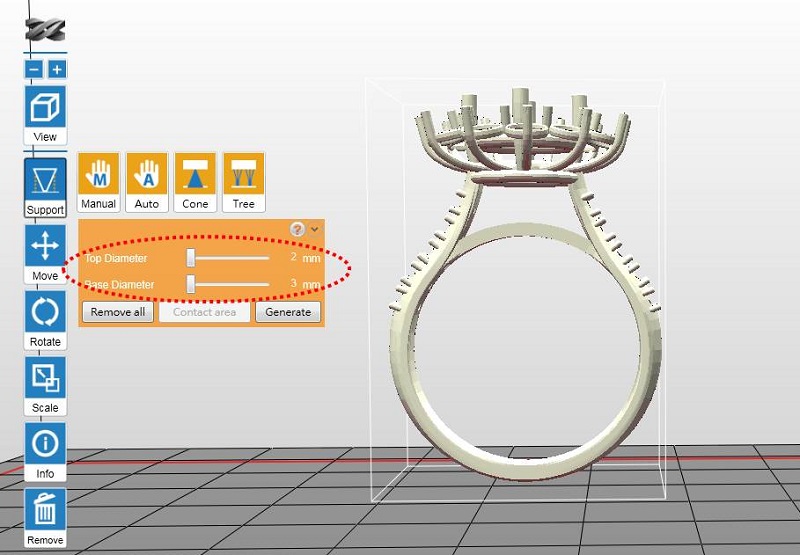
Passo 2: Ajuste as configurações a seguir com base na características do seu objeto.
Dentsity (Densidade): Grandes saliências exigirão mais estruturas de suporte. No entanto, com a estrutura de suporte a impressão levará mais tempo.
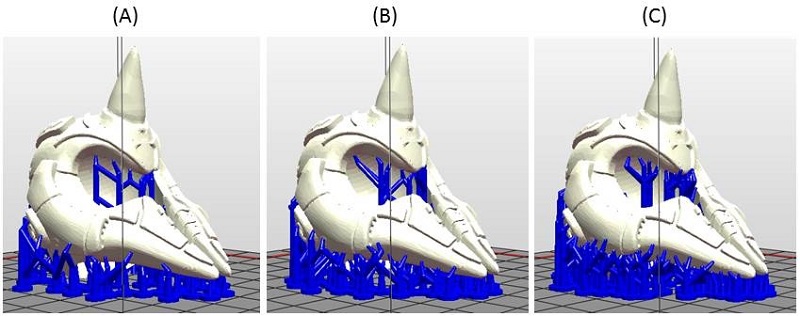
(A) Baixa densidade
(B) Média densidade
(C) Alta densidade
Contact (Contato): um ponto de contato mais espesso acarretará maior resistência, mas pode requerer mais esforços para ser removido nos passos de pós-processamento.
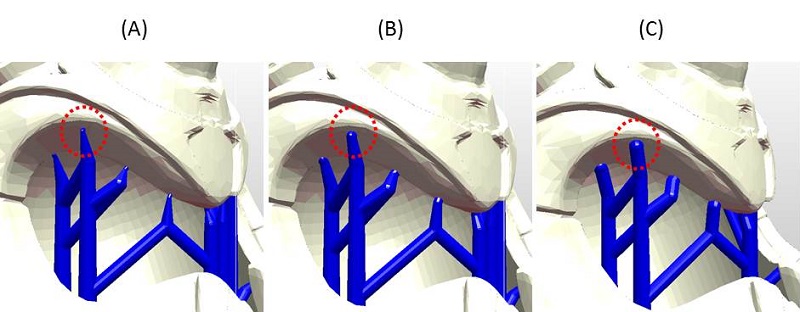
(A) Contato pequeno / 0,4 mm
(B) Contato médio / 0,9 mm
(C) Contato grande / 1,3 mm
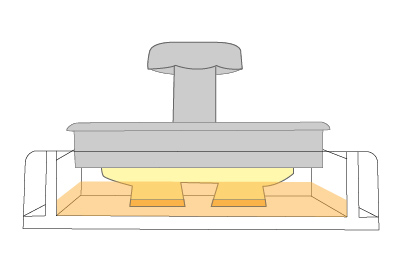
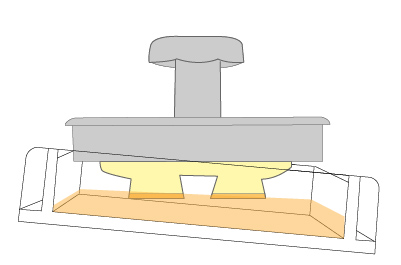
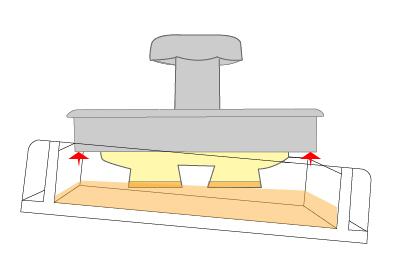
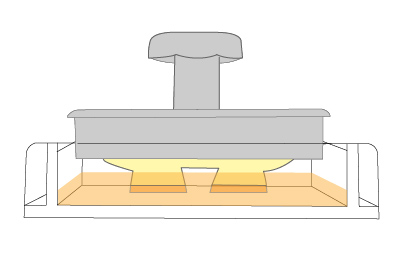
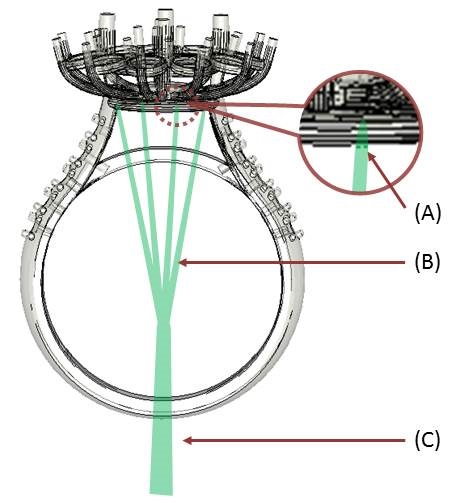
Lift (Elevação): elevar os objetos sobre a plataforma de impressão é necessário para aqueles sem qualquer superfície plana ou não apropriados para repousar sobre a plataforma. Certifique-se de verificar se os suportes são suficientes para conservar os objetos na plataforma antes de imprimir.
Internal Support (Suporte interno): para objetos com estrutura interna que se projeta, serão adicionados suporte quando for selecionado “Suporte interno”. Porém, o suporte no interior pode não ser facilmente removido para algumas estruturas com aberturas abertas, você pode considerar imprimir sem suporte interno.

(A) Sem suporte interno
(B) Com suporte interno
Passo 3: clique em “Gerar automaticamente” para adicionar suportes.
Nota » Quando houver mais de um objeto na plataforma, você precisará selecionar um dos modelos antes de poder abrir as opções de suporte. » Se o objeto for redimensionado, girado ou movido verticalmente, a estrutura do suporte será redefinida. Configure novamente os suportes. » Para alterar o tamanho ou localização de uma estrutura de suporte individual, edite-a no Modo manual.









 (A) Contornos
(B) Enchimentos
(A) Contornos
(B) Enchimentos