Category / Uncategorized
Resina Moldável + (F2)
Impressora compatível: Nobel Superfine
Desenvolvida com uma fórmula especial, a Resina Moldável+ tem uma queima extremamente limpa e sem resíduos, aumentando a eficácia no design e criação de joias. O material apresenta detalhes precisos e uma superfície suave, tornando-o adequado para o fabrico de peças de joalheria fina.
Dicas de Projeto de Modelo
As propriedades da resina moldável são semelhantes às da cera. Não há nenhum resíduo de cinzas depois que ela é aquecida e é apropriada para a fundição de cera perdida, economizando procedimentos, ou seja, escultura de cera usada no processo de produção convencional.
» Diâmetro do furo ≥0,5mm
» Para as especificações de outros recursos, siga as especificações gerais de design aqui.
Nota » Evite arranhar a parte inferior do cartucho com qualquer ferramenta afiada ou o revestimento pode ser danificado. A superfície danificada do cartucho pode afetar a qualidade da impressão.
Instruções de uso
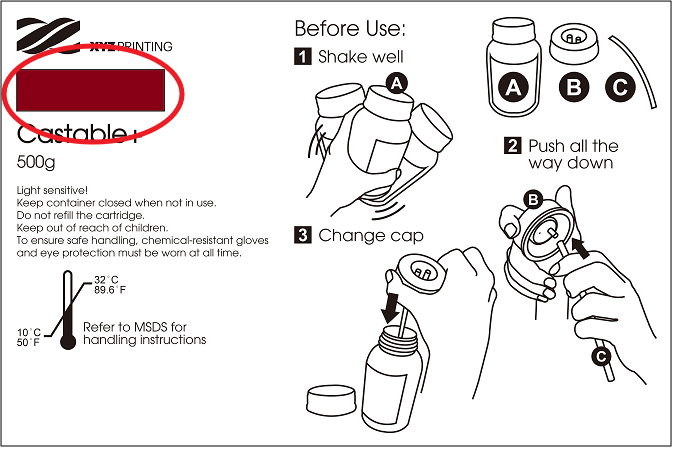
Para garantir o desempenho da resina, é necessária uma mistura homogênea dessa antes do início de qualquer trabalho de impressão. Siga rigorosamente os passos abaixo antes de iniciar a impressão.
Antes de instalar um novo frasco
Siga as instruções a seguir para garantir a uniformidade de cor do material da resina:
Aperte firmemente a tampa original, coloque o frasco de ponta-cabeça por 5 minutos, e agite os fracos por cerca de 5 minutos.

Antes de todos os trabalhos de impressão
Agite a resina restante no tanque antes de iniciar todos os trabalhos de impressão.
Observe que o revestimento de superfície na base do tanque de resina pode ser danificado ao entrar em contato com ferramentas aguçadas ou duras. Siga os métodos a seguir para agitar a resina.
Verificar a cor da resina
Compare a cor da resina com o bloco de cor no rótulo do frasco de resina. Se a cor da resina parecer translúcida ou mais clara do que o bloco de cor, tal é possivelmente provocado pela distribuição irregular dos componentes. A qualidade de impressão pode ser afetada pela utilização de material distribuído irregularmente.
Definições do Software
Recomendações sobre a Configuração de Impressão
Como com o uso da resina para uso geral, quando há saliências no modelo, ou quando a área de contato com a plataforma é pequena, estruturas de suporte adicionais são necessárias para assegurar que o objeto possa ser imprimido completamente.
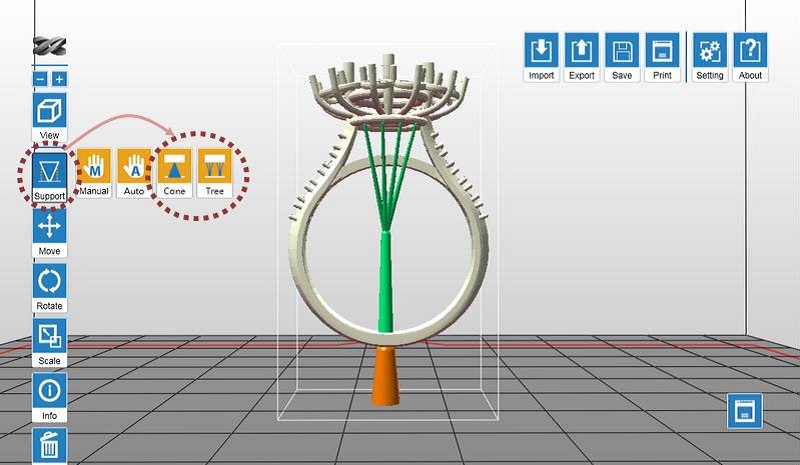
O software de impressão de tem uma função de “suporte automático”, que pode ser usada para analisar a estrutura do modelo e automaticamente gerar estruturas de contraventamento. Às vezes você pode precisar usar o modo “manual” para adicionar mais suportes para garantir a adesão do objeto.
Ao imprimir peças de joalheria, pode querer utilizar o suporte de cone e em árvore. A estrutura do cone é normalmente adicionada à parte mais baixa do objeto, e pode ser utilizada para fundição, como os canais. Os suportes em árvore ligam-se aos seus objetos através de um contacto muito pequeno. São adequados para fixar os detalhes em designs de joias.
Clique aqui para as instruções de funções de suporte.
Se a impressão falhar, por favor mude a posição do objeto e ajustar a configuração de ângulo e as estruturas de contraventamento.
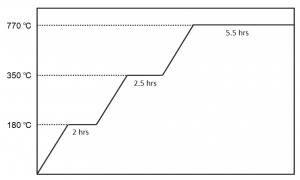
Processo de Gravação Recomendado
Quando a projeção as impressões, você pode trabalhar com base na sugestão de controle de temperatura conforme descrito no diagrama a seguir, a fim de assegurar a completa queima afastado da resina e uma superfície lisa e sem mácula do objeto de fundição.
Recomendação sobre Acabamento
Limpeza
Como o material é macio, a sugestão de limpeza é ligeiramente diferente das instruções para outras resinas. Evite escovar ou esfregar os objetos durante a limpeza. Estas ações podem riscar a superfície das peças impressas.
Após retirar os objetos impressos da plataforma, mergulhe-os em Eta Cohol (95% álcool + 5% IPA) e enxague durante 2 a 3 minutos. Ao enxaguar, pode segurar nos suportes dos objetos com pinças.

Em seguida, lave a resina líquida presa nos elementos finos dos objetos pulverizando Eta Cohol nas peças.
Após a limpeza, aguarde até que o líquido na superfície seque.
Nota » Não mergulhe o item impresso em Eta Cohol durante mais de 5 minutos, pois o líquido pode corroer a estrutura do item e danificá-lo.
Seque ao ar livre o álcool na superfície e deixe o Item impresso até o álcool evaporar
Haverá resíduos de álcool sobre a superfície do item impresso depois de ser lavado.
Por favor, mantenha o item impresso ainda depois de ser lavado e não realize pós-cura até ter confirmado que o álcool volatilizou completamente. Após o álcool ter secado ao ar, por favor, verifique cuidadosamente se há resíduos de resina nos recursos. Por favor, certifique-se de remover a resina não polimerizada para impedir bloqueio dos detalhes do projeto do modelo original.
Nota » Se cura for executada quando o resíduo de álcool ainda está presente na superfície do item impresso, a superfície do item impresso aparecerá branco e nebulosa, possivelmente afetando o resultado de fundição.
Removendo o Suporte
Por favor, use ferramentas para cortar o suporte em vez de puxar diretamente (puxar pode facilmente danificar a superfície do item).
Pós-cura
O item impresso produzido a partir da resina moldável deve ser pós curada usando luz UV para garantir a dureza para a fundição da cera perdida.
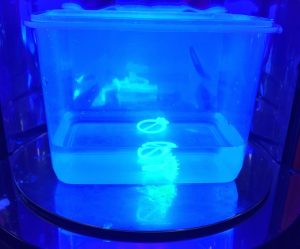
Para obter as melhores propriedades do material, realize pós-cura UV nas partes impressas em água por 30 minutos.
Recomendação » Leia os perfis de secagem completos para as resinas XYZprinting nas nossas unidades de secagem.
Preservação da Resina Não Curada
Resina não curada no interior do tanque de resina não deve ser exposta à luz. Se a resina no tanque for deixada sem uso por mais de 24 horas, armazene-a em um recipiente limpo após ser filtrada. Evite exposição à luz solar ou luz UV. Despeje a resina de volta no tanque de resina antes da próxima impressão.
Nota » Recipientes de polipropileno opaco são recomendados para armazenar as resinas.
Resina Resistente ao Calor (K1)
Impressora compatível: Nobel Superfine
Modelo da resina: K1
Este material é uma resina resistente ao calor que pode tolerar uma temperatura de deflexão térmica de até 140 graus Celsius. Para aplicações em joalheria, o material é ideal para a impressão dos modelos-mestre para a produção do molde de borracha. Quanto à aplicação em engenharia, é ideal para a produção de moldes temporários.
Dicas de Projeto de Modelo
Para o resultado de impressão ideal e a saída completa dos detalhes do design, siga as especificações de design aqui ao desenhar os modelos.
Recomendação sobre Acabamento
Consulte o guia completo aqui para o pós-processamento.
Pós-processamento geral
Para obter o melhor desempenho dos materiais, seguir os passos a seguir sobre pós-processamento de impressões com base em resina.
Recomendação sobre Acabamento
1. Limpeza
Depois da remoção do objeto impresso da plataforma, por favor, limpe-o com álcool etílico de concentração maior que 95%.
Enjuague los objetos en alcohol transparente completamente mientras frota suavemente la superficie.
Nota » Não mergulhe o item impresso no álcool por mais de mais de 10 minutos, ou o álcool pode corroer a estrutura do item e danificá-lo.
2. Seque ao ar livre o álcool na superfície e deixe o Item impresso até o álcool evaporar
Haverá resíduos de álcool sobre a superfície do item impresso depois de ser lavado.
Por favor, mantenha o item impresso ainda depois de ser lavado e não realize pós-cura até ter confirmado que o álcool volatilizou completamente. Após o álcool ter secado ao ar, por favor, verifique cuidadosamente se há resíduos de resina nos recursos. Por favor, certifique-se de remover a resina não polimerizada para impedir bloqueio dos detalhes do projeto do modelo original.
3. Removendo o Suporte
Por favor, use ferramentas para cortar o suporte em vez de puxar diretamente (puxar pode facilmente danificar a superfície do item).
4. Pós-cura
O objeto impresso produzido com a resina deve ser pós-curado usando luz UV para garantir que o material seja completamente polimerizado para obter as melhores propriedades do material.
Clique aqui para ler o perfil de cura para utilizar a câmara de cura UV da XYZprinting.
Preservação da Resina Não Curada
Resina não curada dentro do tanque de resina não deve ser exposta à luz. A resina não curada pode ser armazenada em um recipiente opaco depois de ser filtrada. Despeje a resina de volta no tanque de resina antes da próxima impressão.
Nota » Recipientes de polipropileno opaco são recomendados para armazenar as resinas.
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
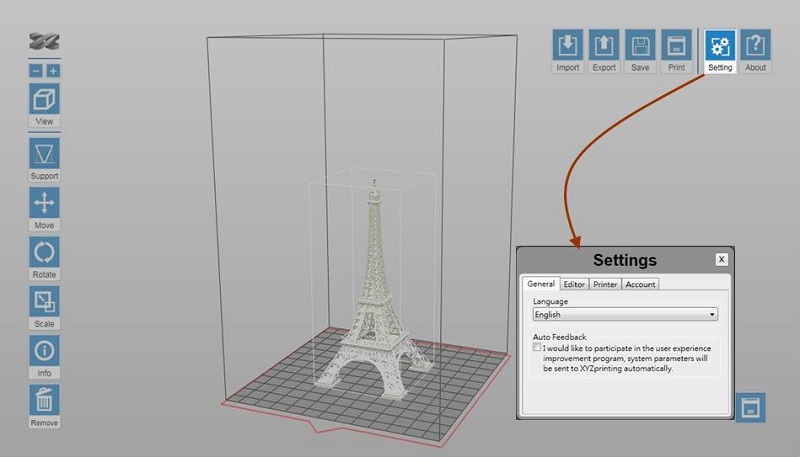
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
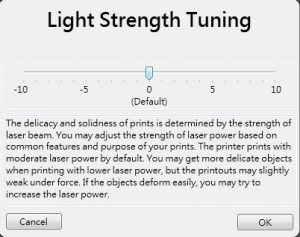
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
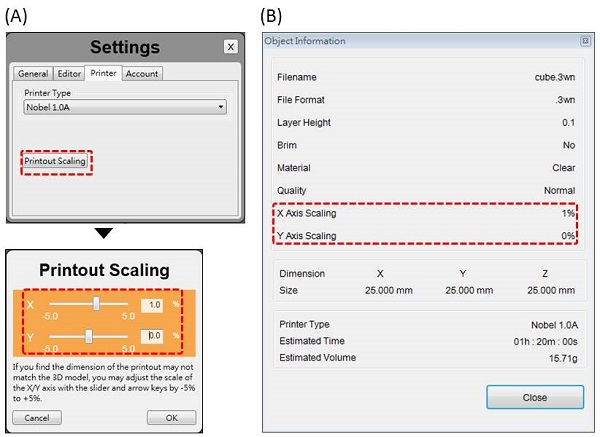
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
Resina Cinza (E2)
Impressora Compatível: Nobel Superfine
A cor escura e opaca mostra facilmente os detalhes. O material é ideal para prototipagem de finalidade geral.
Dicas de Projeto de Modelo
Para o resultado de impressão ideal e a saída completa dos detalhes do design, siga as especificações de design aqui ao desenhar os modelos.
Instruções de uso
Para garantir o desempenho da resina, é necessária uma mistura homogênea dessa antes do início de qualquer trabalho de impressão. Siga rigorosamente os passos abaixo antes de iniciar a impressão.
Antes de instalar um novo frasco
Siga as instruções a seguir para garantir a uniformidade de cor do material da resina:
Aperte firmemente a tampa original, coloque o frasco de ponta-cabeça por 5 minutos, e agite os fracos por cerca de 5 minutos.
Antes de todos os trabalhos de impressão
Agite a resina restante no tanque antes de iniciar todos os trabalhos de impressão.
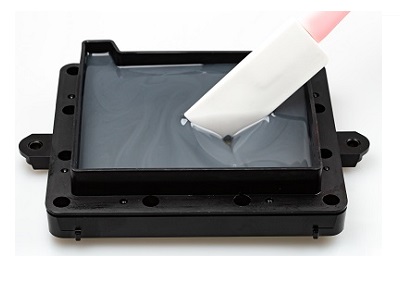
Observe que o revestimento de superfície na base do tanque de resina pode ser danificado ao entrar em contato com ferramentas aguçadas ou duras. Siga os métodos a seguir para agitar a resina.
Método 1: Agitar a resina com um raspador de silicone.
Método 2: Colocar luvas impermeáveis e agitar a resina com os dedos.

Quando a resina estiver totalmente misturada, deve se parecer com a imagem a seguir:
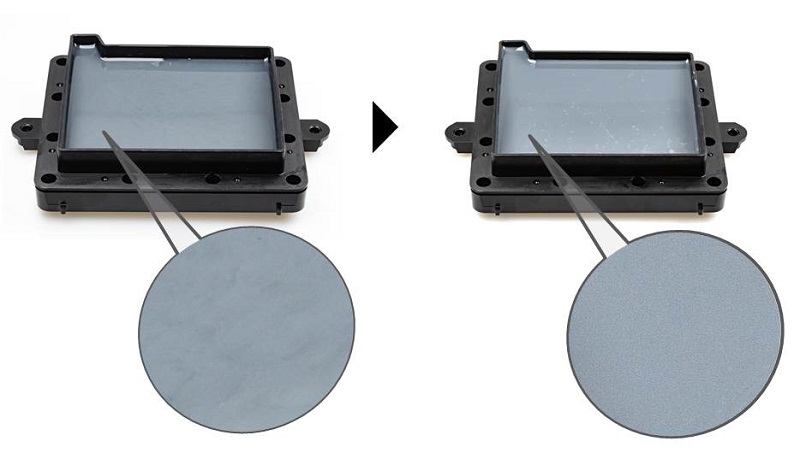
Nota » Preste uma atenção especial ao agitar a resina. Evite arranhar o revestimento na base do tanque. » Verifique o nível de resina no tanque antes de imprimir. Abasteça com resina até o material atingir a marca “Máx” no tanque.» Caso a resina no frasco tenha sido deixada sem uso por mais de 24 horas, troque para a tampa original, vire o frasco de ponta-cabeça e agite-o por aproximadamente 5 minutos respectivamente antes de imprimir.
Preservação da Resina Não Curada
Resina não curada no interior do tanque de resina não deve ser exposta à luz. Se a resina no tanque for deixada sem uso por mais de 24 horas, armazene-a em um recipiente limpo após ser filtrada. Evite exposição à luz solar ou luz UV.

Despeje a resina de volta no tanque de resina antes da próxima impressão.
Nota » Recipientes de polipropileno opaco são recomendados para armazenar as resinas. » Vire de ponta-cabeça e agite o recipiente de resina não usada por aproximadamente 5 minutos antes de despejá-la de volta no tanque imediatamente antes da próxima impressão.
Recomendação sobre Acabamento
Consulte o guia completo aqui para o pós-processamento.
Modo Manual
Os suportes podem ser criados a partir do zero com o modo manual, ou esse pode ser usado para ajustar os suportes gerados no modo Auto.
No modo Auto, todos os suportes são do mesmo tamanho nos pontos de contato. Porém, pode ser preciso alterar o tamanho do contato com base nas características do objeto.
(A) Pode ser necessário um contato maior para partes pesadas.
(B) Um contato menor é suficientemente bom para segurar estruturas mais leves. Também é mais fácil para pós-processamento.
Para editar suportes manualmente
Passo 1: Redimensione, gire ou mova o objeto conforme a maneira que deseja imprimi-lo.
Porém, se você já gerou suportes com o modo Auto, somente é possível mover o objeto horizontalmente. Outros ajustes ao objeto acarretarão na redefinição dos suportes.
Passo 2: Ajuste as configurações a seguir com base na características do seu objeto.
Se forem adicionados suportes no modo Auto, esses serão exibidos como pontos azuis no modo de edição manual.
Para adicionar suportes, basta selecionar um tamanho apropriado do ponto de contato e então clicar nas projeções do modelo.
Para excluir um suporte, basta clicar na marca do suporte (o ponto azul).
Passo 3: clique em “Generate”(Gerar) para concluir a edição.
Nota » Quando houver mais de um objeto na plataforma, você precisará selecionar um dos modelos antes de poder abrir as opções de suporte. » Se o objeto for redimensionado, girado ou movido verticalmente, a estrutura do suporte será redefinida. Configure novamente os suportes.
Modo Auto
No modo Auto, o software irá analisar as características do modelo e adicionar estruturas de suporte onde necessário.
Para adicionar suportes automaticamente
Passo 1: Redimensione, gire ou mova o objeto conforme a maneira que deseja imprimi-lo.
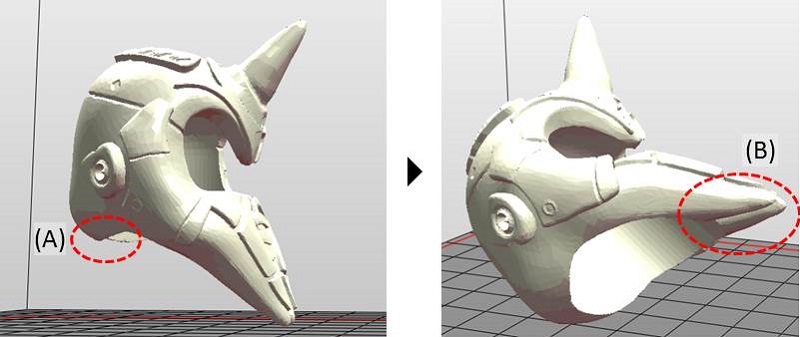
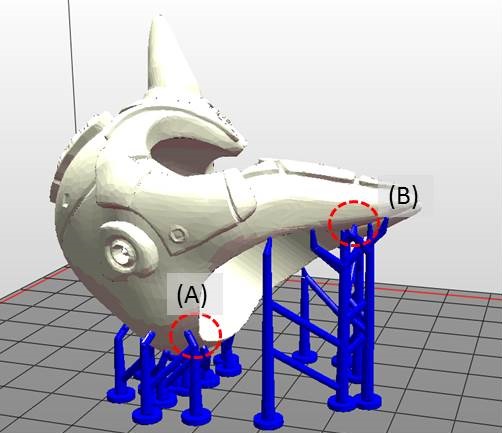
A orientação do objeto é particularmente essencial para uma impressão bem sucedida. O objeto acima foi girado para evitar os problemas abaixo:
(A) A parte mais pesada está longe da base
Devido à força de descamação, objetos podem cair facilmente quando a parte mais pesada está longe da base. Além disso, podem ser necessários suportes pesados para segurar firmemente todo o objeto. A melhor prática é girar o objeto para mover para a base a parte mais pesada dele.
(B) Estruturas horizontais
Devido à natureza da tecnologia de impressão SLA, estruturas horizontais sobre a plataforma podem resultar em inclinação entre suportes.
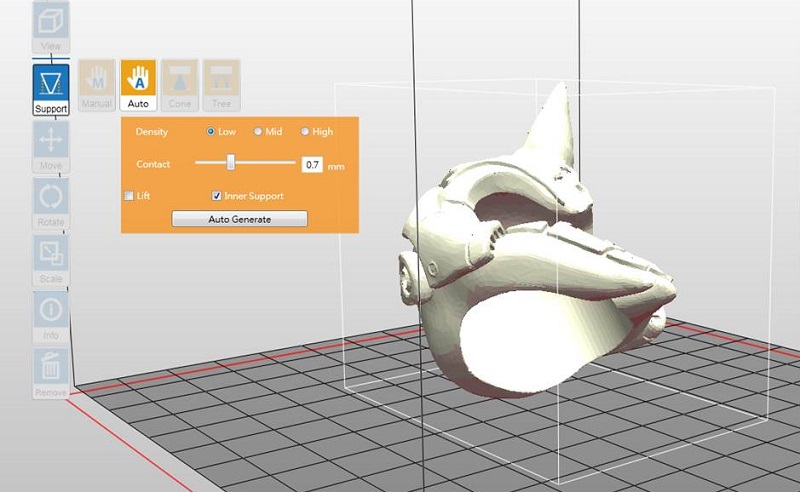
Passo 2: Ajuste as configurações a seguir com base na características do seu objeto.
Dentsity (Densidade): Grandes saliências exigirão mais estruturas de suporte. No entanto, com a estrutura de suporte a impressão levará mais tempo.
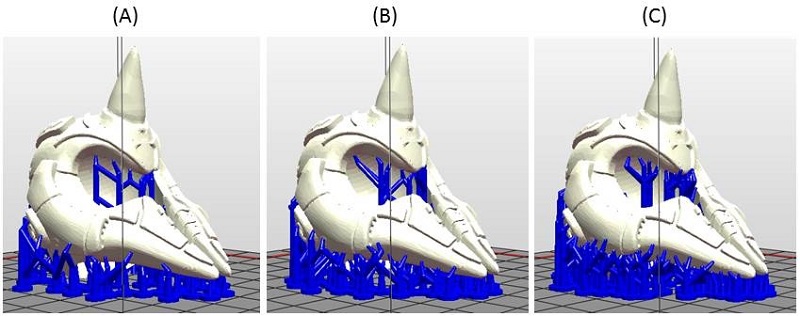
(A) Baixa densidade
(B) Média densidade
(C) Alta densidade
Contact (Contato): um ponto de contato mais espesso acarretará maior resistência, mas pode requerer mais esforços para ser removido nos passos de pós-processamento.
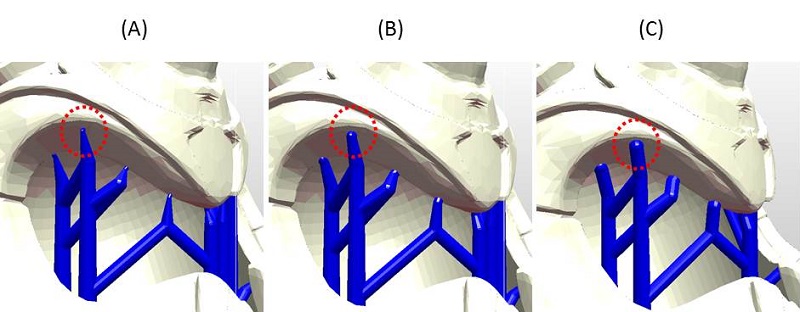
(A) Contato pequeno / 0,4 mm
(B) Contato médio / 0,9 mm
(C) Contato grande / 1,3 mm
Lift (Elevação): elevar os objetos sobre a plataforma de impressão é necessário para aqueles sem qualquer superfície plana ou não apropriados para repousar sobre a plataforma. Certifique-se de verificar se os suportes são suficientes para conservar os objetos na plataforma antes de imprimir.
Internal Support (Suporte interno): para objetos com estrutura interna que se projeta, serão adicionados suporte quando for selecionado “Suporte interno”. Porém, o suporte no interior pode não ser facilmente removido para algumas estruturas com aberturas abertas, você pode considerar imprimir sem suporte interno.

(A) Sem suporte interno
(B) Com suporte interno
Passo 3: clique em “Gerar automaticamente” para adicionar suportes.
Nota » Quando houver mais de um objeto na plataforma, você precisará selecionar um dos modelos antes de poder abrir as opções de suporte. » Se o objeto for redimensionado, girado ou movido verticalmente, a estrutura do suporte será redefinida. Configure novamente os suportes. » Para alterar o tamanho ou localização de uma estrutura de suporte individual, edite-a no Modo manual.
Suporte em Àrvore
O suporte em árvore é uma nova função de suporte na XYZware_Nobel. Atualize para a versão de software mais recente para usar essa função.
O suporte em árvore conecta seus objetos 3D com um contato muito pequeno. É apropriado para segurar os detalhes em designs de joalheria.
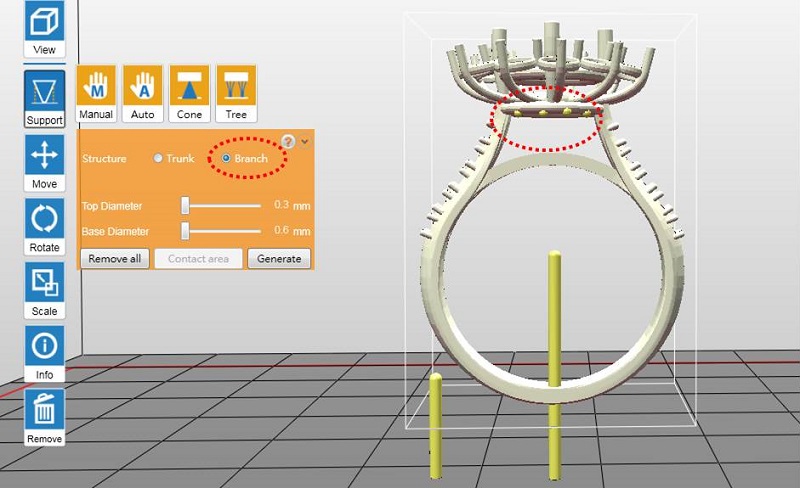
Estrutura dos suportes em árvore
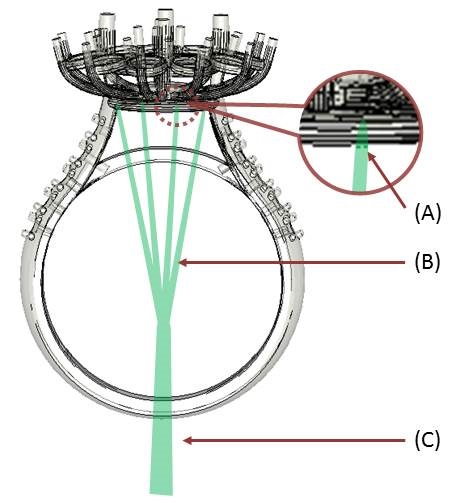
(A) “Contact Area”(Área de contato): a área onde o suporte em árvore se conecta aos objetos. Pode ser necessária uma área de contato maior para objetos pesados.
(B) “Branch”(Ramificação): o suporte fino que entra diretamente em contato com os objetos.
(C) “Trunk”(Tronco): a base do suporte em árvore.
Para acrescentar suportes em árvore
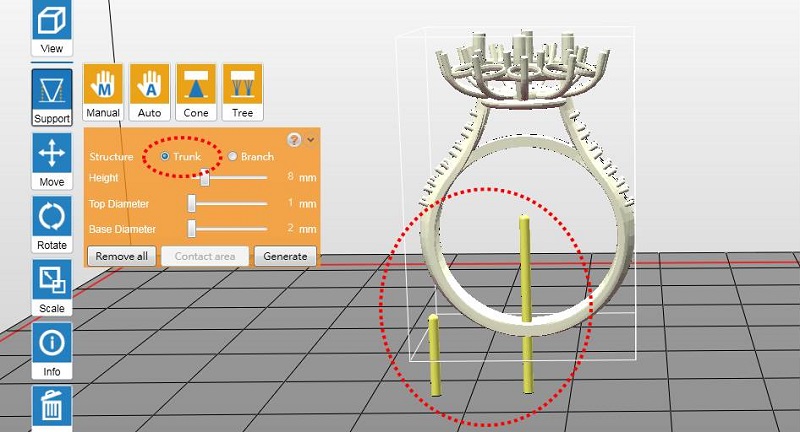
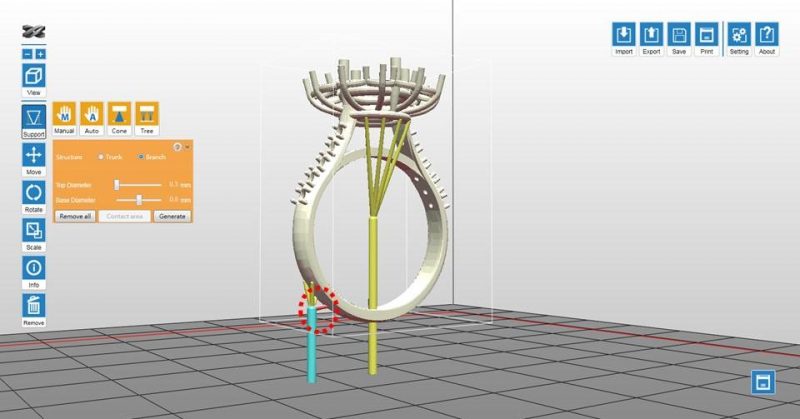
Passo 1: Defina o tronco
Clique no local desejado da plataforma para acrescentar um tronco.
Para mover um tronco, clique e arraste no tronco.
Para excluir um tronco, clique diretamente nele.

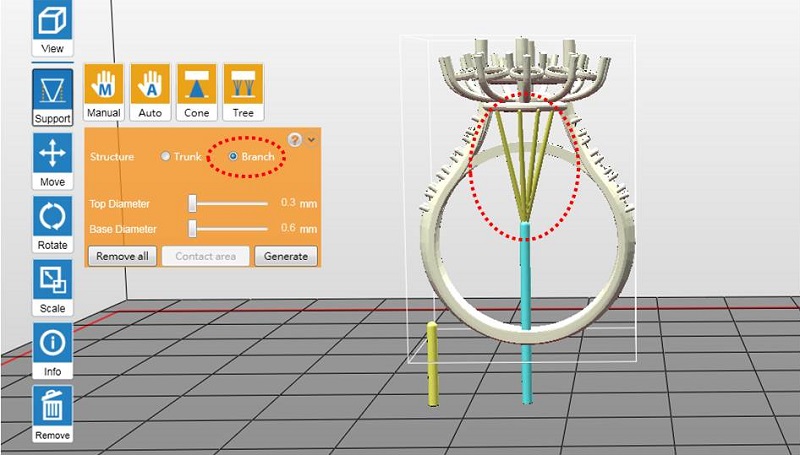
Passo 2: Defina as ramificações
Passe para a configuração “Branch” (Ramificação). Clique uma vez sobre o tronco visado. Clique nas projeções no modelo para acrescentar ramificações ao tronco selecionado.
Para excluir uma ramificação, clique na vareta fina para excluí-la.
Passo 3: Clique em “Generate” [Gerar] após definir todas as marcas
Passo 4: Ajuste a área de contato das ramificações, se necessário
Para ajustar a área de contato das ramificações, retorne ao menu de função “Support” (Suporte) > “Tree” (Árvore), e selecione o botão “Contact Area” (Área de contato).
Clique na ramificação visada (a ramificação selecionada mudará para azul) e arraste o controle deslizante para ajustar a área de contato.
Clique em “Done” (Concluído) quando tiver ajustado a área de contato de todos os cones.
Dica Para ajustar de uma só vez todas as ramificações conectadas a um tronco, clique no botão "Contact Area"(Área de contato) e clique no tronco para selecionar todas as ramificações.
Aviso
1. Quando nenhum tronco estiver selecionado, as ramificações serão mostradas como marcas amarelas. Basta clicar em um tronco, as marcas de ramificações serão conectadas ao tronco selecionado.
2. A marca da ramificação deve ficar mais alta que o topo do tronco selecionado..
3. A configuração de ramificação é desativada quando nenhum tronco está adicionado. Crie troncos antes de adicionar ramificações.
4. Ramificações com inclinações de mais de 45 graus serão mostradas em vermelho, uma vez que podem vir a ser deslocadas no processo de impressão.
5. Troncos sem ramificações conectadas serão excluídos ao gerar os suportes.
Suporte Cônico
O suporte cônico é uma nova função de suporte na XYZware_Nobel. Atualize para a versão de software mais recente para usar essa função.
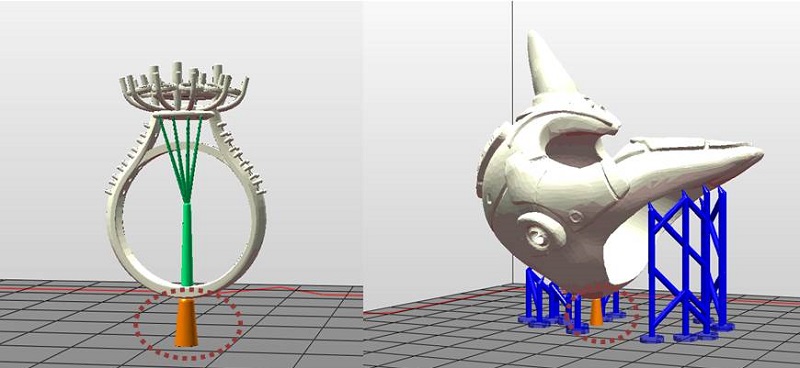
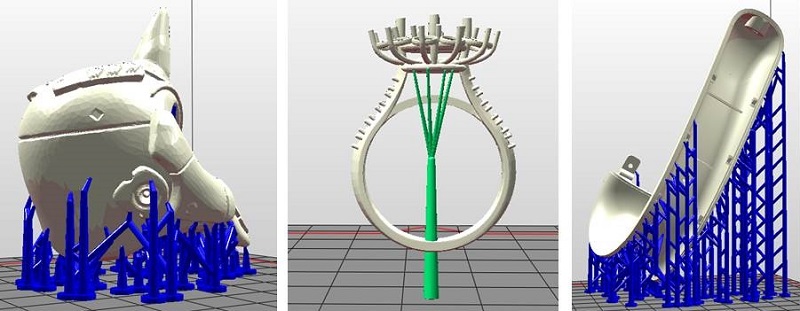
O suporte cônico é mais espesso que o suporte original. É ideal para acrescentar jitos à base de impressões moldáveis. Ao utilizar o suporte cônico como os jitos, basta deixá-los nas impressões para fundir.
O suporte cônico também oferece melhor adesão à plataforma, tornando-o útil para segurar na plataforma a base de objetos pesados. Quando o suporte cônico é acrescentado ao objeto, é recomendado removê-lo por lixamento para oferecer um melhor acabamento de superfície.
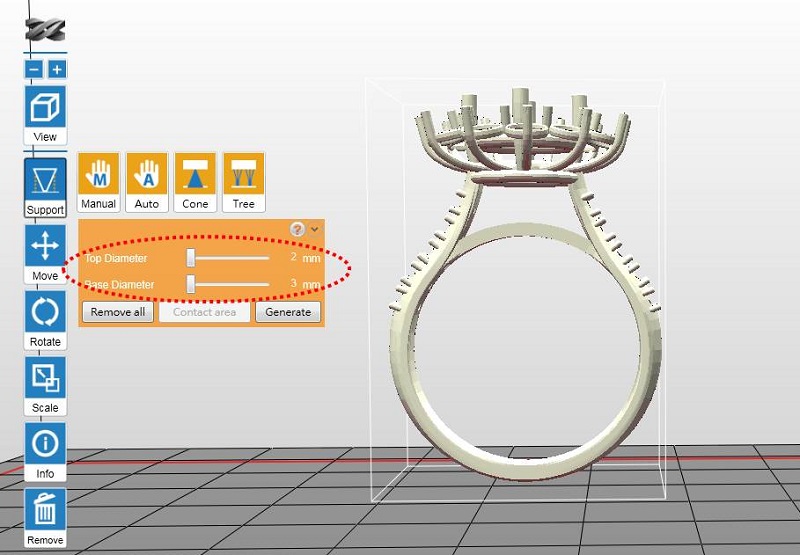
Estrutura dos suportes cônicos
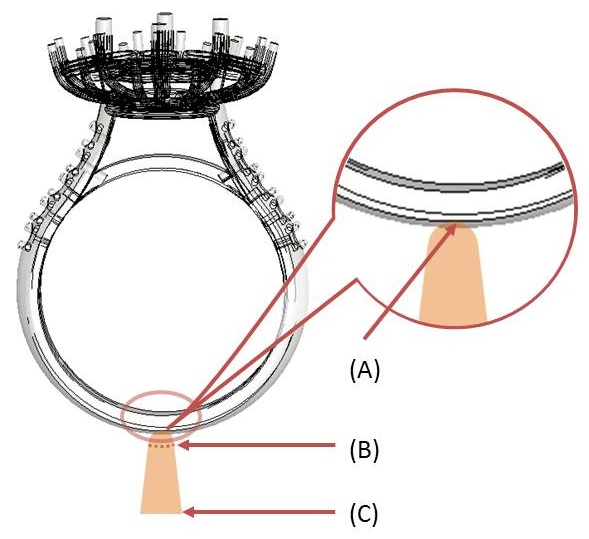
(A) Contact area [Área de contato]; pode ser necessária uma área de contato maior para objetos pesados.
(B) Top Diameter [Diâmetro superior]; diâmetro mínimo: 2 mm.
(C) Base Diameter [Diâmetro da base]; diâmetro mínimo: 3 mm. O diâmetro da base do suporte deve ser ao menos 1 mm maior que o diâmetro superior.
Para acrescentar suportes cônicos
Passo 1: Defina marcas de cone (mostradas como pontos laranja)
Clique nas projeções no modelo para acrescentar marcas de cone. Para excluir uma marca de cone, clique no ponto laranja para removê-lo.

Passo 2: Gere uma estrutura cônica
Gerar cone: clique em “Generate” [Gerar] após definir as marcas de cone.
Passo 3: Ajuste a área de contato do suporte cônico, se necessário
Para ajustar a área de contato do suporte cônico, retorne ao menu de função “Support” [Suporte] > “Cone” [Cone], e selecione o botão “Contact Area” [Área de contato].
Clique no cone visado (o cone selecionado mudará para azul) e arraste o controle deslizante para ajustar a área de contato.
Clique em “Done” [Concluído] quando tiver ajustado a área de contato de todos os cones.
Aviso
1. O suporte cônico somente está disponível quando a projeção está ao menos 6 mm acima da plataforma. O software irá levantar o objeto quando necessário.
2. O diâmetro do suporte é fixado quando acrescentado. Para ajustar o suporte, exclua a marca, altere os diâmetros e acrescente novamente a marca do cone.