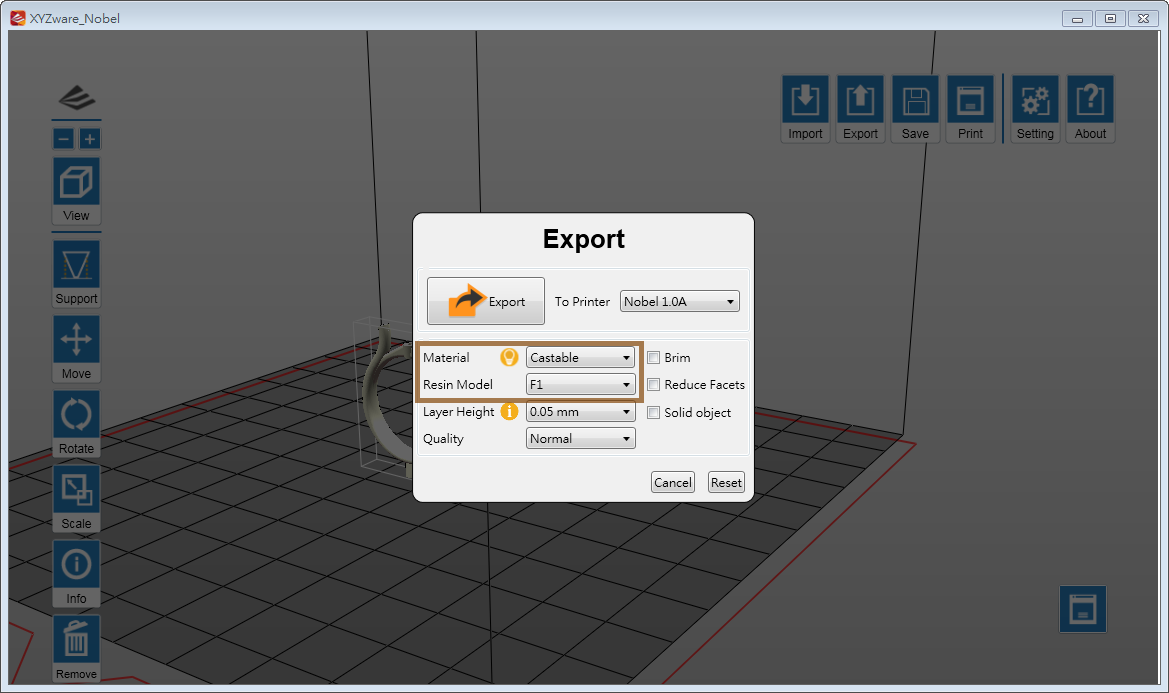
Impressora compatível: Nobel Superfine
Modelo da resina: D3
O material rígido e forte demonstra alta rigidez, tornando-o resistente à deformação. O material de engenharia é adequado para a proptotipagem de objetos com paredes finas.
Dicas de Projeto de Modelo
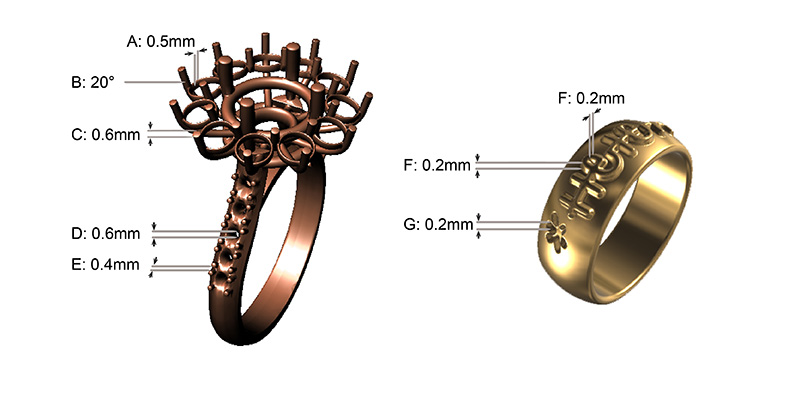
Para o resultado de impressão ideal e a saída completa dos detalhes do design, siga abaixo as especificações de design para elaborar os modelos.
| Merkmale | Mínimo | |
|---|---|---|
| Espessura da parede | Paredes mais finas do que o recomendado podem se deformar ou quebrar durante o processo de descamação. | ≥0,3mm |
| Ângulo de saliência | São necessárias estruturas de suporte para saliências inclinadas com um ângulo maior do que o recomendado. Caso contrário, os saliências podem se deformar ou quebrar. | ≥20° |
| Diâmetro mínimo do fio vertical | Redes ou paredes mais finas do que o recomendado podem se deformar ou quebrar durante o processo de descamação. | ≥0,3mm |
| Diâmetro do furo | Furos menores do que o recomendado podem prender a resina no objeto ou podem ser fechados durante a impressão. | ≥0,5mm |
| Folga | Uma folga menor do que o recomendado pode fundir-se durante a impressão. As partes móveis podem, então, tornar-se não funcionais. | ≥0,2mm |
| Detalhe em relevo | Esses detalhes menores do que o recomendado em altura e espessura podem não ser visíveis na impressão. | ≥0,1mm |
| Detalhe gravado | Esses detalhes menores do que o recomendado em altura e espessura podem não ser visíveis na impressão. | ≥0,1mm |
Nota » A recomendação é baseada no resultado da impressão em altura de 0,05mm & 0,025mm. » Evite arranhar a parte inferior do cartucho com qualquer ferramenta afiada ou o revestimento pode ser danificado. A superfície danificada do cartucho pode afetar a qualidade da impressão.
Recomendação sobre Acabamento
Limpeza
Depois da remoção do objeto impresso da plataforma, por favor, limpe-o com álcool etílico de concentração maior que 95%.
Enxágue os objetos em álcool claro totalmente, enquanto esfrega suavemente a superfície.
Nota » Não mergulhe o item impresso no álcool por mais de mais de 10 minutos, ou o álcool pode corroer a estrutura do item e danificá-lo.
Seque ao ar livre o álcool na superfície e deixe o Item impresso até o álcool evaporar
Haverá resíduos de álcool sobre a superfície do item impresso depois de ser lavado.
Por favor, mantenha o item impresso ainda depois de ser lavado e não realize pós-cura até ter confirmado que o álcool volatilizou completamente. Após o álcool ter secado ao ar, por favor, verifique cuidadosamente se há resíduos de resina nos recursos. Por favor, certifique-se de remover a resina não polimerizada para impedir bloqueio dos detalhes do projeto do modelo original.
Pós-cura
O objeto impresso produzido com a resina deve ser pós-curado usando a luz UV para garantir que o material seja completamente polimerizado para obter as melhores propriedades do material. E também, por favor, realize a pós-cura do objeto ASSIM QUE o álcool na superfície tenha evaporado.
Sob condições de comprimento de onda UV de 375 a 405 nm e intensidade de radiação de 11 a 12 mW/cm², é recomendado realizar a pós-cura do objeto por 10 minutos.
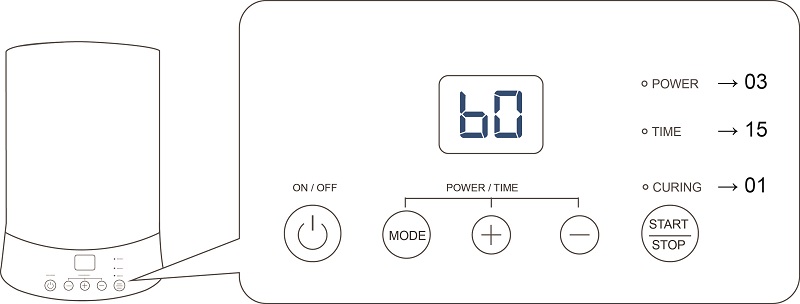
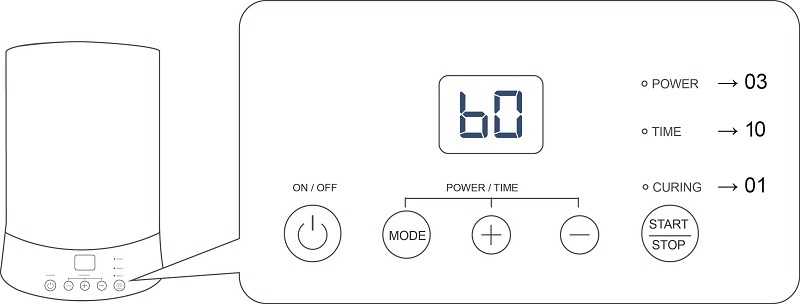
Quando usar a Câmara de Cura de UV de impressão XYZ, siga as definições abaixo:
Removendo o Suporte
Por favor, use ferramentas para cortar o suporte em vez de puxar diretamente (puxar pode facilmente danificar a superfície do item).
Preservação da Resina Não Curada
Resina não curada dentro do tanque de resina não deve ser exposta à luz. A resina não curada pode ser armazenada em um recipiente opaco depois de ser filtrada. Despeje a resina de volta no tanque de resina antes da próxima impressão.