Совместимый Принтер: Nobel Superfine
Благодаря специальной формуле, обеспечивающей полное и аккуратное выгорание, литьевая Литьевая+ смола очень хорошо подходит для конструирования и изготовления украшений. Смола может применяться для изготовления тонких и сложных изделий, так как при печати она точно воспроизводит форму и детали макета и при печати дает гладкие поверхности.
Советы по созданию моделей
По свойствам литьевая смола схожа с воском: оба материала мягкие и ломкие, то есть распечатанный предмет может легко сломаться под воздействием растяжений, возникающих в процессе печати. Для достижения оптимальных результатов печати следуйте приведенным ниже рекомендациям по созданию моделей.
» Диаметр отверстия ≥0,5mm
» Параметры других функций перечислены в общем руководстве по проектированию.
Примечание » Старайтесь не царапать острыми предметами дно кюветы, чтобы не повредить покрытие. В случае повреждения поверхности кюветы может снизиться качество печати.
Инструкция по использованию
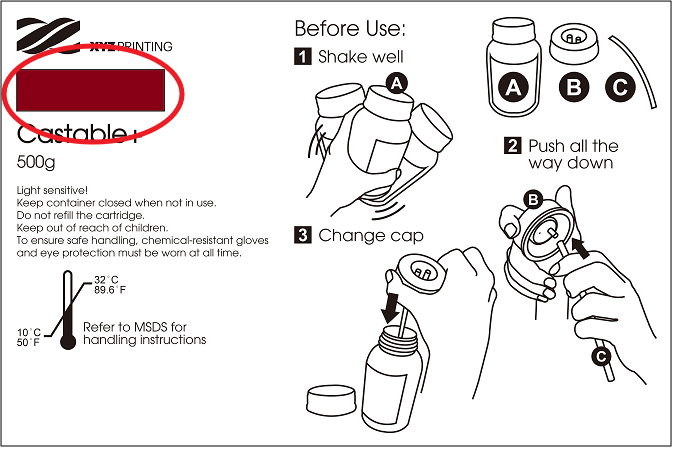
Чтобы результат печати был хорошим, перед печатью необходимо добиться однородного состава смолы. Для этого выполните следующее.
Перед установкой новой бутылки
Чтобы цвет смолы был равномерным, выполните следующее:
Плотно закрутите крышку, переверните бутылку вверх дном и оставьте на 5 минут, затем потрясите бутылку в течение около 5 минут.

Перед каждым заданием
Перед печатью перемешайте смолу, оставшуюся в контейнере.
Следует учитывать, что покрытие на дне контейнера легко повредить острыми или твердыми предметами. Перемешайте смолу одним из приведенных ниже способов.
Проверьте цвет смолы
Проверьте цвет смолы по цветовой схеме, напечатанной на ярлыке на бутылке со смолой. Если смола кажется прозрачной или более светлой, чем указано на цветовой схеме, это, возможно, не является признаком отклонения; такие эффекты могут быть вызваны неравномерным распределением компонентов смолы в бутылке. Однако неравномерное распределение компонентов может влиять на качество печати.
Параметры ПО
Рекомендации по конфигурации печати
Как и при печати обычной смолой, если у модели имеются нависающие элементы или у нее маленькая площадь контакта с платформой, для полной печати предмета требуются дополнительные опоры.
В программе предусмотрена функция автоматического построения опор, которая анализирует модель и автоматически формирует поддерживающие опоры. Иногда может потребоваться в ручном режиме добавить дополнительные опоры, чтобы обеспечить адгезию предмета к платформе.
При печати украшений вам, возможно, потребуются опоры типа «конус» или «дерево». Конусные структуры, как правило, добавляются к самой нижней части объекта; их можно в дальнейшем использовать в качестве литников. Опора типа «дерево» подсоединяется к объектам через очень тонкие контакты и может служить для поддержания отдельных деталей изделия.
Нажмите здесь, чтобы ознакомиться с инструкциями по применению опор и описанием их функций.
Если печать не удается, измените расположение предмета, измените угол его разворота и конфигурацию поддерживающих опор.
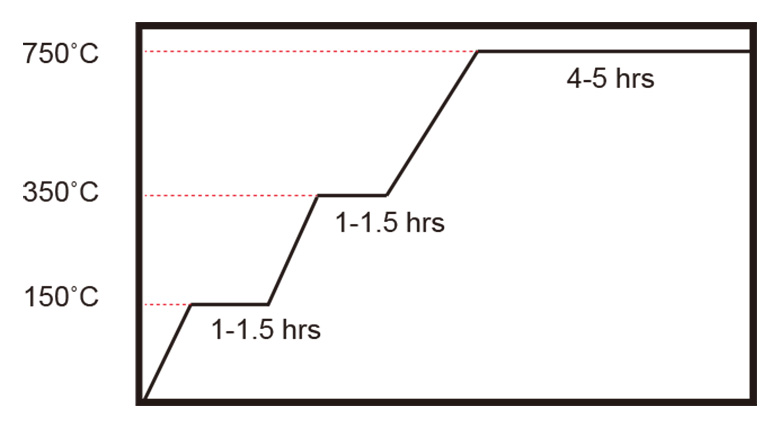
Рекомендованный процесс выплавки
При литье по распечатанным моделям руководствуйтесь температурными показателями, приведенными на следующем графике, чтобы обеспечить полную выплавку смолы и получить литой предмет с безупречно гладкой поверхностью.

Рекомендации по финишной обработке
Чистка
Этот материал мягкий, поэтому очистка изделий, изготовленных из него, несколько отличается от стандартной процедуры, применяемой для изделий из других видов смол. Чтобы не поцарапать поверхность изделия, не трите его и не используйте для чистки щетку.
Сняв готовое изделие с платформы, погрузите его в денатурированный спирт (95% спирта + 5% изопропилового спирта) и промойте в течение 2-3 минут. Во время промывания изделие можно удерживать пинцетом за опоры.
Далее, остатки жидкой смолы, скопившейся в тонких структурах, можно удалить, распылив денатурированный спирт на соответствующие части изделия.

После очистки дождитесь, когда жидкости на поверхности изделия высохнут полностью.
Примечание » Не держите готовые изделия в спирте более 5 минут, так как спирт может разъесть и повредить части изделия.
Высушите спирт на поверхности распечатанного предмета естественным способом
После промывки распечатанного предмета на его поверхности останется спирт.
После промывки не перемещайте распечатанный предмет и не выполняйте финальное отверждение до тех пор, пока с его поверхности полностью не испарится спирт. После испарения спирта, внимательно отыщите любые остатки смолы на распечатанном предмете. Обязательно удалите неотвердевшую смолу, чтобы она не испортила элементы исходной модели.
Примечание » Если выполнить отверждение при наличии остатков спирта на поверхности распечатанного предмета, его поверхность станет белой и мутной, что может ухудшить результат литья.
Удаление опор
Отрежьте опоры с помощью инструментов, но не тяните за них (потянув за опору, можно повредить поверхность объекта).
Финальное отверждение
Распечатанный предмет из литьевой резины должен пройти финальное отверждение с помощью УФ-излучения, что придаст ему необходимую твердость для литья по выплавляемой модели.
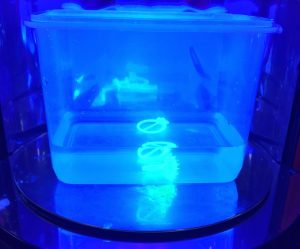
Для достижения наилучших свойств материала необходимо провести финальное УФ-отверждение погруженного в воду изделия в течение 30 минут.
Рекомендация » Полные характеристики процессов полимеризации смол XYZprinting приведены в наших модулях, посвященных полимеризации.
Хранение неотвержденной смолы
Не допускайте попадания света на незастывшую смолу в контейнере. Если смола в контейнере не будет использоваться в ближайшие 24 часа, пропустите ее через фильтр и храните в чистом резервуаре. Не допускайте попадания на смолу солнечного или УФ-излучения. Перед печатью вылейте смолу обратно в контейнер.
 PDF Download
PDF Download