
Совместимый Принтер: Nobel Superfine
Модель смолы: D3
Этот плотный и прочный материал отличается высокой жесткостью и устойчив к деформации. Этот инженерный материал подходит для прототипирования тонкостенных объектов.
Советы по созданию моделей
Для идеальных результатов печати и полной реализации деталей дизайна при создании моделей руководствуйтесь следующей спецификацией дизайна.
| Характеристики | Описание | Минимумо |
|---|---|---|
| Толщина стенки | Стенки тоньше рекомендуемых могут деформироваться или ломаться во время отслаивания. | ≥0,3mm |
| Угол свеса | Для крутых свесов с углом, превышающим рекомендуемые пределы, требуются опорные конструкции. В противном случае свесы могут деформироваться или сломаться. | ≥20° |
| Минимальный диаметр вертикального прутка | Сетки или прутки тоньше рекомендуемых могут сломаться или деформироваться во время отслаивания. |
≥0,3mm |
| Диаметр отверстия | Отверстия меньше рекомендуемых могут захватывать полимер внутри объекта или закрываться во время печати. | ≥0,5mm |
| Зазор | Просвет меньше, чем рекомендуется, может сливаться во время печати. Таким образом, подвижные части могут не работать. | ≥0,2mm |
| Тисненая деталь | Если высота и толщина таких деталей меньше, чем рекомендуется, они могут быть не видны на печати. | ≥0,1mm |
| Выгравированная деталь | Если высота и толщина таких деталей меньше, чем рекомендуется, они могут быть не видны на печати. | ≥0,1mm |
Примечание » Данные рекомендации применимы для толщины слоя 0,05 & 0,025 мм. » Старайтесь не царапать острыми предметами дно кюветы, чтобы не повредить покрытие. В случае повреждения поверхности кюветы может снизиться качество печати.
Рекомендации по финишной обработке
Чистка
После удаления распечатанного предмета с платформы очистите его этиловым спиртом концентрацией не менее 95%.
Промойте объекты в чистом спирте, слегка протирая поверхность.
Примечание » Не погружайте распечатанный предмет в спирт дольше чем на 10 минут, так как спирт может разъесть поверхность предмета и повредить его. » После погружения распечатанного предмета в спирт он может потускнеть, это нормально. Выцветание не повлияет на результат литья.
Высушите спирт на поверхности распечатанного предмета естественным способом
чатанного предмета на его поверхности останется спирт.
После промывки не перемещайте распечатанный предмет и не выполняйте финальное отверждение до тех пор, пока с его поверхности полностью не испарится спирт. После испарения спирта, внимательно отыщите любые остатки смолы на распечатанном предмете. Обязательно удалите неотвердевшую смолу, чтобы она не испортила элементы исходной модели.
Финальное отверждение
Распечатанный объекта из смолы должен пройти финальное отверждение УФ-излечением, чтобы материал полностью полимеризировался и достиг своих оптимальных качеств. Кроме того, финальное отверждение объекта необходимо выполнить СРАЗУ ЖЕ ПОСЛЕ испарения спирта с его поверхности.
При длине волны УФ-излучения 375–405 нм и интенсивности излучения 11–12 мВт/см², рекомендуемая длительность финального отверждения объекта составляет 10 минут.
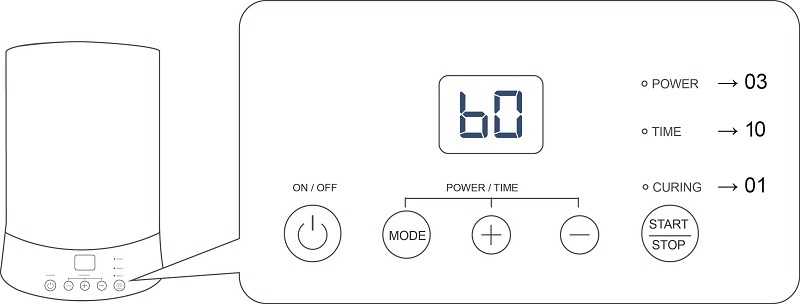
При использовании камеры для УФ-отверждения XYZprinting используйте указанные ниже настройки.
Удаление опор
Отрежьте опоры с помощью инструментов, но не тяните за них (потянув за опору, можно повредить поверхность объекта).
Хранение неотвержденной смолы
Неотвержденную смолу в кювете для смолы не следует подвергать воздействию света. Неотвержденную смолу можно хранить в непрозрачном контейнере, предварительно отфильтровав. Пред следующей печатью снова вылейте эту смолу в кювету для смолы.
 PDF Download
PDF Download