Изделия, напечатанные из смолы, нуждаются в дополнительном отверждении; это необходимо для полной полимеризации смолы и улучшения качества материала. В отверждении нуждаются прежде всего функциональны смолы, например литьевые смолы и технополимеры.
Если для постобработки смолы используется УФ-камера XYZprinting, следуйте профилю отверждения, предназначенному для постобработки, который приводится ниже:
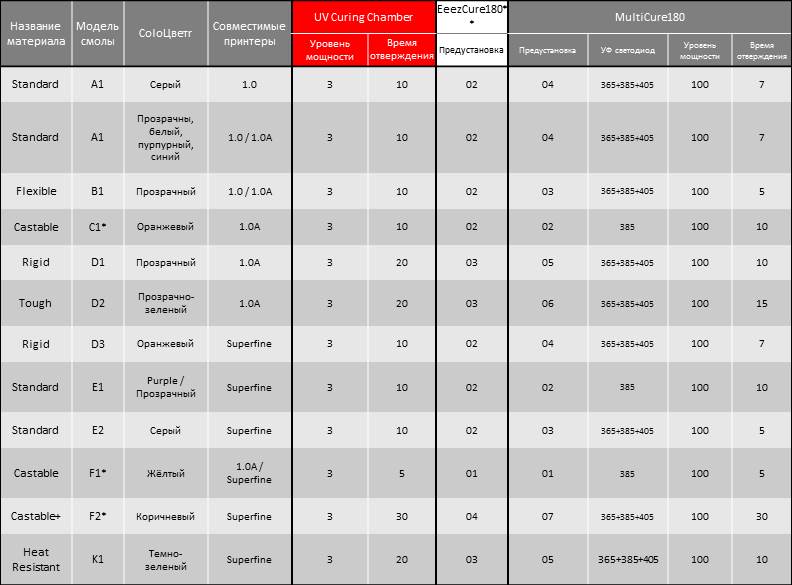
Примечание *Чтобы улучшить качество материала, для отверждения опустите изделие из литьевой смолы в воду.** Параметры отверждения одинаковы для EeezCure180 и камеры УФ-отверждения. При использовании EeezCure180 просто переключитесь между разными настройками для применения рекомендуемых настроек отверждения.