Author / xyz_md
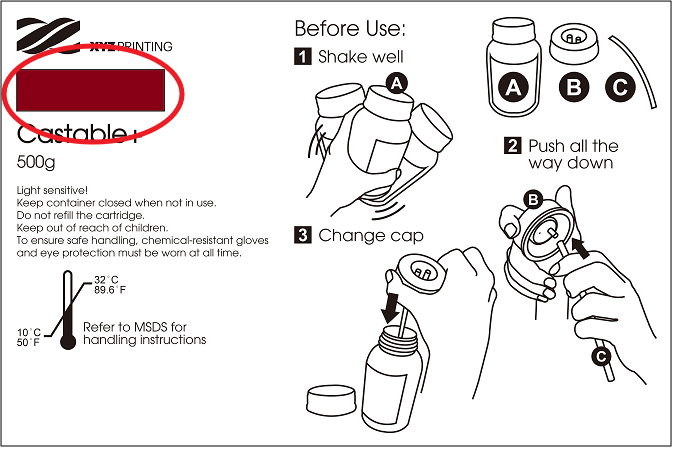
Литьевая+ смола (F2)
Совместимый Принтер: Nobel Superfine
Благодаря специальной формуле, обеспечивающей полное и аккуратное выгорание, литьевая Литьевая+ смола очень хорошо подходит для конструирования и изготовления украшений. Смола может применяться для изготовления тонких и сложных изделий, так как при печати она точно воспроизводит форму и детали макета и при печати дает гладкие поверхности.
Советы по созданию моделей
По свойствам литьевая смола схожа с воском: оба материала мягкие и ломкие, то есть распечатанный предмет может легко сломаться под воздействием растяжений, возникающих в процессе печати. Для достижения оптимальных результатов печати следуйте приведенным ниже рекомендациям по созданию моделей.
» Диаметр отверстия ≥0,5mm
» Параметры других функций перечислены в общем руководстве по проектированию.
Примечание » Старайтесь не царапать острыми предметами дно кюветы, чтобы не повредить покрытие. В случае повреждения поверхности кюветы может снизиться качество печати.
Инструкция по использованию
Чтобы результат печати был хорошим, перед печатью необходимо добиться однородного состава смолы. Для этого выполните следующее.
Перед установкой новой бутылки
Чтобы цвет смолы был равномерным, выполните следующее:
Плотно закрутите крышку, переверните бутылку вверх дном и оставьте на 5 минут, затем потрясите бутылку в течение около 5 минут.

Перед каждым заданием
Перед печатью перемешайте смолу, оставшуюся в контейнере.
Следует учитывать, что покрытие на дне контейнера легко повредить острыми или твердыми предметами. Перемешайте смолу одним из приведенных ниже способов.
Проверьте цвет смолы
Проверьте цвет смолы по цветовой схеме, напечатанной на ярлыке на бутылке со смолой. Если смола кажется прозрачной или более светлой, чем указано на цветовой схеме, это, возможно, не является признаком отклонения; такие эффекты могут быть вызваны неравномерным распределением компонентов смолы в бутылке. Однако неравномерное распределение компонентов может влиять на качество печати.
Параметры ПО
Рекомендации по конфигурации печати
Как и при печати обычной смолой, если у модели имеются нависающие элементы или у нее маленькая площадь контакта с платформой, для полной печати предмета требуются дополнительные опоры.
В программе предусмотрена функция автоматического построения опор, которая анализирует модель и автоматически формирует поддерживающие опоры. Иногда может потребоваться в ручном режиме добавить дополнительные опоры, чтобы обеспечить адгезию предмета к платформе.
При печати украшений вам, возможно, потребуются опоры типа «конус» или «дерево». Конусные структуры, как правило, добавляются к самой нижней части объекта; их можно в дальнейшем использовать в качестве литников. Опора типа «дерево» подсоединяется к объектам через очень тонкие контакты и может служить для поддержания отдельных деталей изделия.
Нажмите здесь, чтобы ознакомиться с инструкциями по применению опор и описанием их функций.
Если печать не удается, измените расположение предмета, измените угол его разворота и конфигурацию поддерживающих опор.
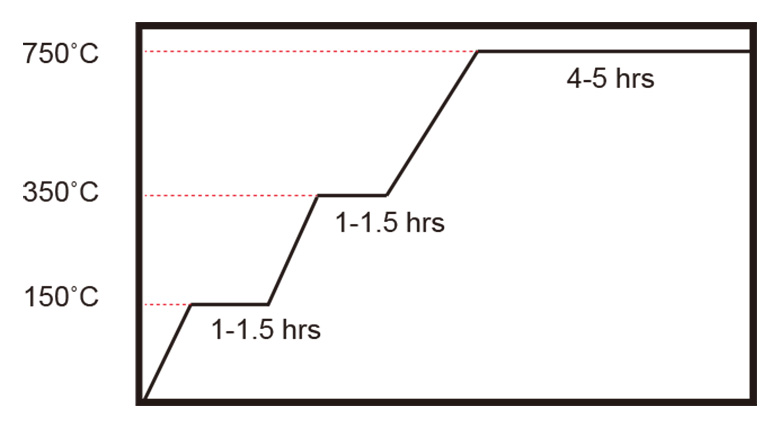
Рекомендованный процесс выплавки
При литье по распечатанным моделям руководствуйтесь температурными показателями, приведенными на следующем графике, чтобы обеспечить полную выплавку смолы и получить литой предмет с безупречно гладкой поверхностью.

Рекомендации по финишной обработке
Чистка
Этот материал мягкий, поэтому очистка изделий, изготовленных из него, несколько отличается от стандартной процедуры, применяемой для изделий из других видов смол. Чтобы не поцарапать поверхность изделия, не трите его и не используйте для чистки щетку.
Сняв готовое изделие с платформы, погрузите его в денатурированный спирт (95% спирта + 5% изопропилового спирта) и промойте в течение 2-3 минут. Во время промывания изделие можно удерживать пинцетом за опоры.
Далее, остатки жидкой смолы, скопившейся в тонких структурах, можно удалить, распылив денатурированный спирт на соответствующие части изделия.

После очистки дождитесь, когда жидкости на поверхности изделия высохнут полностью.
Примечание » Не держите готовые изделия в спирте более 5 минут, так как спирт может разъесть и повредить части изделия.
Высушите спирт на поверхности распечатанного предмета естественным способом
После промывки распечатанного предмета на его поверхности останется спирт.
После промывки не перемещайте распечатанный предмет и не выполняйте финальное отверждение до тех пор, пока с его поверхности полностью не испарится спирт. После испарения спирта, внимательно отыщите любые остатки смолы на распечатанном предмете. Обязательно удалите неотвердевшую смолу, чтобы она не испортила элементы исходной модели.
Примечание » Если выполнить отверждение при наличии остатков спирта на поверхности распечатанного предмета, его поверхность станет белой и мутной, что может ухудшить результат литья.
Удаление опор
Отрежьте опоры с помощью инструментов, но не тяните за них (потянув за опору, можно повредить поверхность объекта).
Финальное отверждение
Распечатанный предмет из литьевой резины должен пройти финальное отверждение с помощью УФ-излучения, что придаст ему необходимую твердость для литья по выплавляемой модели.
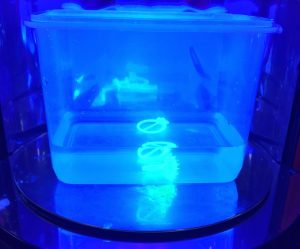
Для достижения наилучших свойств материала необходимо провести финальное УФ-отверждение погруженного в воду изделия в течение 30 минут.
Рекомендация » Полные характеристики процессов полимеризации смол XYZprinting приведены в наших модулях, посвященных полимеризации.
Хранение неотвержденной смолы
Не допускайте попадания света на незастывшую смолу в контейнере. Если смола в контейнере не будет использоваться в ближайшие 24 часа, пропустите ее через фильтр и храните в чистом резервуаре. Не допускайте попадания на смолу солнечного или УФ-излучения. Перед печатью вылейте смолу обратно в контейнер.
Термоустойчивая Смола (K1)
Совместимый Принтер: Nobel Superfine
Модель смолы: K1
Этот материал — термоустойчивый полимер, выдерживающий воздействие температуры до 140 градусов Цельсия. В производстве украшений он идеально подходит для печати мастер-моделей, по которым отливаются резиновые формы. В сфере инженерного проектирования этот полимер можно использовать для производства временных форм.
Советы по созданию моделей
Чтобы получить идеальный результат и изделие с полностью напечатанными элементами, используйте при проектировании модели эти значения параметров.
Рекомендации по финишной обработке
Общие инструкции по постобработке
Для улучшения рабочих характеристик материала обработайте готовые изделия из смолы, как описано ниже.
Рекомендации по финишной обработке
1. Чистка
После удаления распечатанного предмета с платформы очистите его этиловым спиртом концентрацией не менее 95 %.
Промойте объекты в чистом спирте, слегка протирая поверхность.
Примечание » Не погружайте распечатанный предмет в спирт дольше чем на 10 минут, так как спирт может разъесть поверхность предмета и повредить его.
2. Высушите спирт на поверхности распечатанного предмета естественным способом
После промывки распечатанного предмета на его поверхности останется спирт.
После промывки не перемещайте распечатанный предмет и не выполняйте финальное отверждение до тех пор, пока с его поверхности полностью не испарится спирт. После испарения спирта, внимательно отыщите любые остатки смолы на распечатанном предмете. Обязательно удалите неотвердевшую смолу, чтобы она не испортила элементы исходной модели.
3. Удаление опор
Отрежьте опоры с помощью инструментов, но не тяните за них (потянув за опору, можно повредить поверхность объекта).
4. Финальное отверждение
Распечатанный объекта из смолы должен пройти финальное отверждение УФ-излечением, чтобы материал полностью полимеризировался и достиг своих оптимальных качеств.
Нажмите здесь, чтобы узнать о профиле отверждения в УФ-камере XYZprinting (модель: 3UD10).
Хранение неотвержденной смолы
Неотвержденную смолу в кювете для смолы не следует подвергать воздействию света. Неотвержденную смолу можно хранить в непрозрачном контейнере, предварительно отфильтровав. Пред следующей печатью снова вылейте эту смолу в кювету для смолы.
Примечание » Для хранения смолы рекомендуется использовать непрозрачный полипропиленовый контейнер.
Профиль дополнительного отверждения
Изделия, напечатанные из смолы, нуждаются в дополнительном отверждении; это необходимо для полной полимеризации смолы и улучшения качества материала. В отверждении нуждаются прежде всего функциональны смолы, например литьевые смолы и технополимеры.
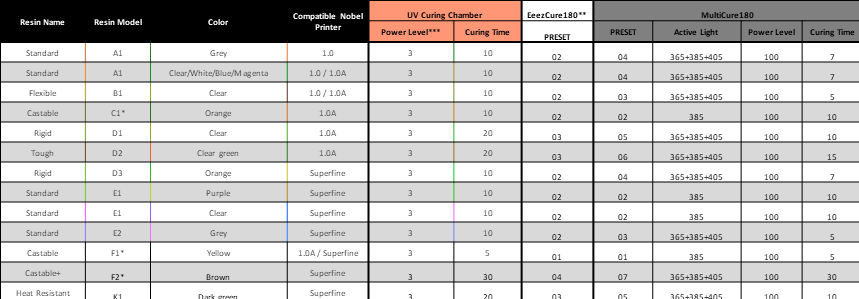
Если для постобработки смолы используется УФ-камера XYZprinting, следуйте профилю отверждения, предназначенному для постобработки, который приводится ниже:
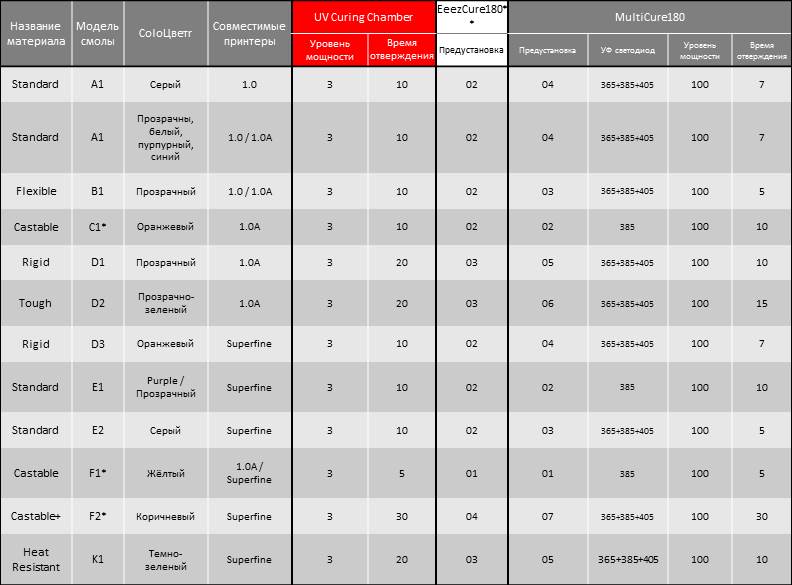
Примечание *Чтобы улучшить качество материала, для отверждения опустите изделие из литьевой смолы в воду.** Параметры отверждения одинаковы для EeezCure180 и камеры УФ-отверждения. При использовании EeezCure180 просто переключитесь между разными настройками для применения рекомендуемых настроек отверждения.
Советы по созданию моделей
Совместимый Принтер: Nobel 1.0A
Для идеальных результатов печати и полной реализации деталей дизайна при создании моделей руководствуйтесь следующей спецификацией дизайна.
Толщина стенки ≥ 0.8mm
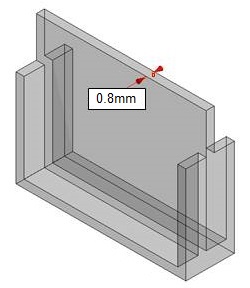
Стенки тоньше рекомендуемых могут деформироваться или ломаться во время отслаивания.
Угол свеса ≥20°
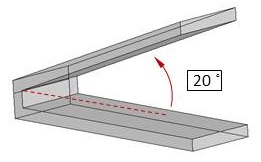
Для крутых свесов с углом, превышающим рекомендуемые пределы, требуются опорные конструкции. В противном случае свесы могут деформироваться или сломаться.
Минимальный диаметр вертикального прутка ≥0.5mm
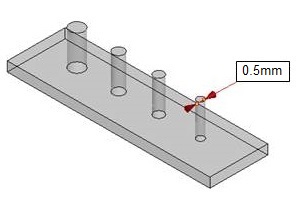
Сетки или прутки тоньше рекомендуемых могут сломаться или деформироваться во время
отслаивания.
Диаметр отверстия ≥1.5mm
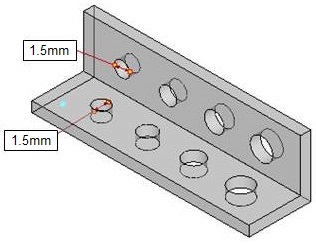
Отверстия меньше рекомендуемых могут захватывать полимер внутри объекта или закрываться во время печати.
Зазор ≥0.4mm
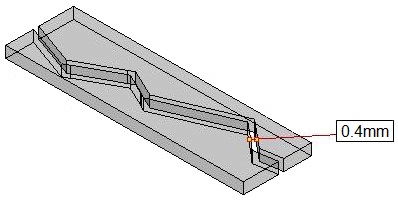
Просвет меньше, чем рекомендуется, может сливаться во время печати. Таким образом, подвижные части могут не работать.
Примечание » คำแนะนำขึ้นอยู่กับผลลัพธ์จากการพิมพ์ที่ชั้นความสูง 0.1 มม. » Старайтесь не царапать острыми предметами дно кюветы, чтобы не повредить покрытие. В случае повреждения поверхности кюветы может снизиться качество печати. » Разные полимеры требуют разных настроек и параметров. Используйте при проектировании значения и параметры, указанные в этой вики-статье для конкретного полимера (при наличии).
Советы по созданию моделей
Совместимый Принтер: Nobel Superfine
Для идеальных результатов печати и полной реализации деталей дизайна при создании моделей руководствуйтесь следующей спецификацией дизайна.
Толщина стенки ≥ 0.3mm
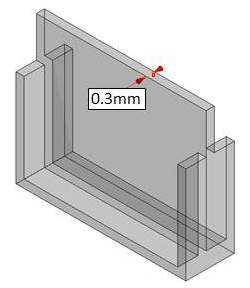
Стенки тоньше рекомендуемых могут деформироваться или ломаться во время отслаивания.
Угол свеса ≥20°
Для крутых свесов с углом, превышающим рекомендуемые пределы, требуются опорные конструкции. В противном случае свесы могут деформироваться или сломаться.
Минимальный диаметр вертикального прутка ≥0.3mm
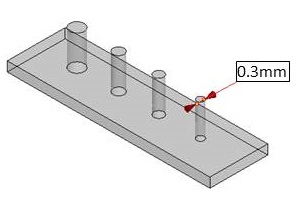
Сетки или прутки тоньше рекомендуемых могут сломаться или деформироваться во время
отслаивания.
Диаметр отверстия ≥0.5mm
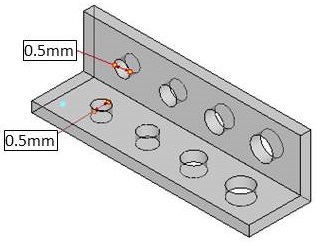
Отверстия меньше рекомендуемых могут захватывать полимер внутри объекта или закрываться во время печати.
Зазор ≥0.3mm
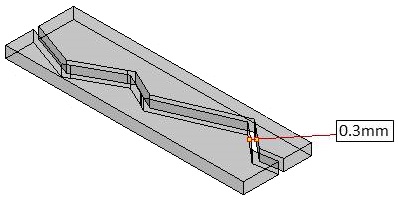
Просвет меньше, чем рекомендуется, может сливаться во время печати. Таким образом, подвижные части могут не работать.
Примечание » คำแนะนำขึ้นอยู่กับผลลัพธ์จากการพิมพ์ที่ชั้นความสูง 0.025 มม » Старайтесь не царапать острыми предметами дно кюветы, чтобы не повредить покрытие. В случае повреждения поверхности кюветы может снизиться качество печати. » Разные полимеры требуют разных настроек и параметров. Используйте при проектировании значения и параметры, указанные в этой вики-статье для конкретного полимера (при наличии).
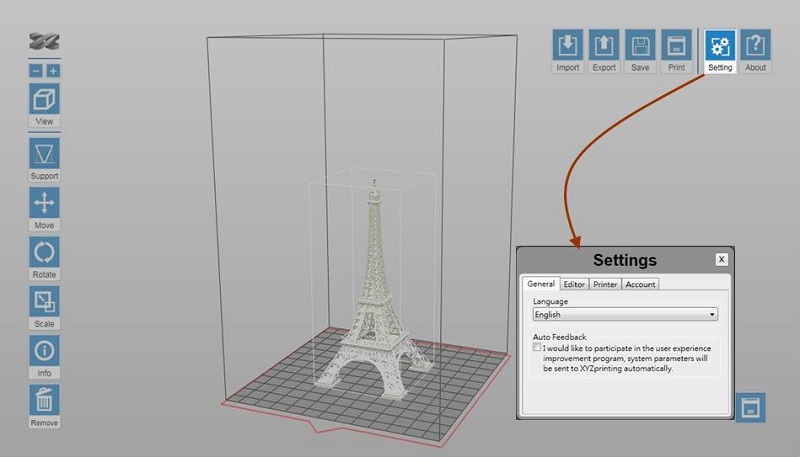
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[свернуть]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[свернуть]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
When the option is not selected, all objects imported will be placed at the center of the workspace.
[свернуть]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[свернуть]
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
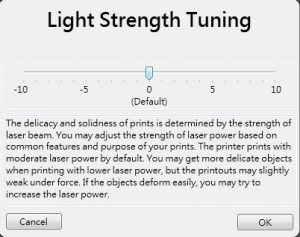
Note The function is shown only when the printer is connected.
[свернуть]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
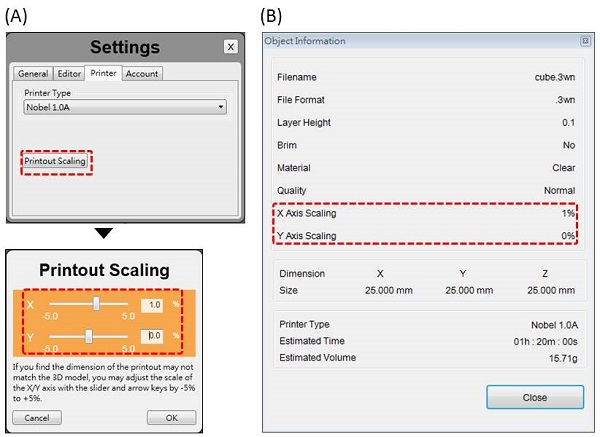
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[свернуть]
Account
Log in your XYZprinting account.
[свернуть]
Серая смола (E2)
Совместимый Принтер: Nobel Superfine
Темный непрозрачный материал позволяет выделить детали конструкции. Материал идеально подходит для основных задач прототипирования.
Советы по созданию моделей
Чтобы получить идеальный результат и изделие с полностью напечатанными элементами, используйте при проектировании модели эти значения параметров.
Инструкция по использованию
Чтобы результат печати был хорошим, перед печатью необходимо добиться однородного состава смолы. Для этого выполните следующее.
Перед установкой новой бутылки
Чтобы цвет смолы был равномерным, выполните следующее:
Плотно закрутите крышку, переверните бутылку вверх дном и оставьте на 5 минут, затем потрясите бутылку в течение около 5 минут.
Перед каждым заданием
Перед печатью перемешайте смолу, оставшуюся в контейнере.
Следует учитывать, что покрытие на дне контейнера легко повредить острыми или твердыми предметами. Перемешайте смолу одним из приведенных ниже способов.
Метод 1: перемешайте смолу силиконовым скребком.
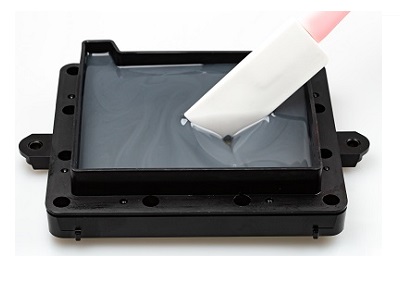
Метод 2: наденьте прочные перчатки и перемешайте смолу пальцами.

Тщательно перемешанная смогла выглядит так, как показано на этой иллюстрации:
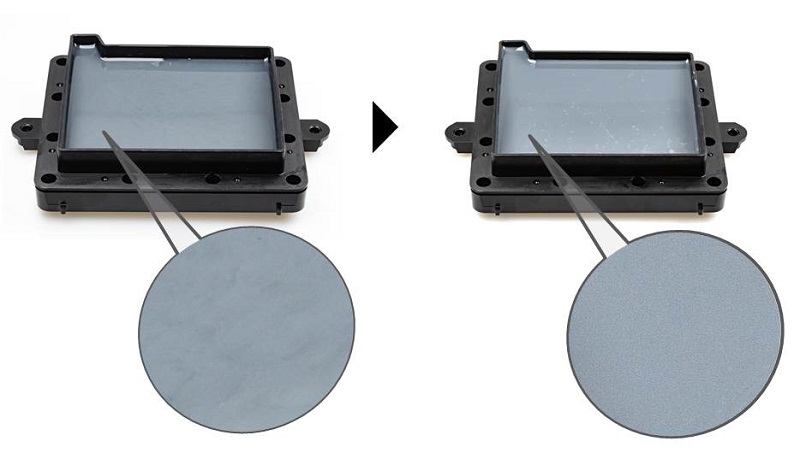
Примечание » Будьте осторожными при перемешивании смолы. Старайтесь не царапать покрытие на дне контейнера. » Перед началом печати проверьте уровень смолы. Долейте смолы до метки «Max» на контейнере.» Если смола в бутылке хранилась более 24 часов, перед печатью наденьте оригинальную крышку, переверните бутылку вверх дном и встряхивайте ее в течение 5 минут.
Хранение неотвержденной смолы
Не допускайте попадания света на незастывшую смолу в контейнере. Если смола в контейнере не будет использоваться в ближайшие 24 часа, пропустите ее через фильтр и храните в чистом резервуаре. Не допускайте попадания на смолу солнечного или УФ-излучения.

Перед печатью вылейте смолу обратно в контейнер.
Примечание » Для хранения смолы рекомендуется использовать непрозрачный полипропиленовый контейнер. » Прежде чем вылить смолу в контейнер и начать печать, переверните вверх дном контейнер с неиспользованной смолой; перевернутый контейнер встряхивайте в течение около 5 минут.
Рекомендации по финишной обработке
См. полное руководство по постобработке.
Ручной Режим
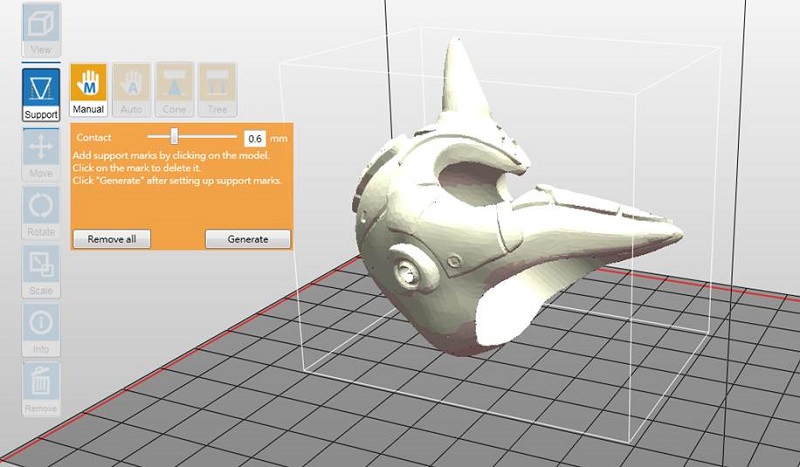
Опору можно полностью построить в ручном режиме. Кроме того, в ручном режиме можно менять опоры, созданные автоматически.
В автоматическом режиме все опоры имеют одинаковую площадь контакта. Однако в некоторых случаях необходимы опоры, имеющие разную площадь контакта.
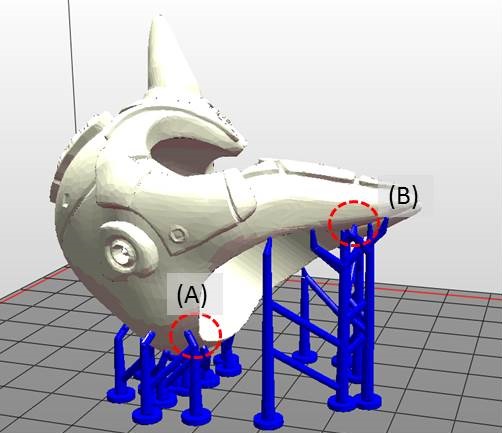
(A) Большая площадь контакта требуется для поддержки более массивных частей.
(B) Контакты меньшей площади используются для поддержки легких структур. Они более удобны и для постобработки.
Ручное редактирование опор
Шаг 1: измените размер, поверните или переместите объект в такое положение, в котором вы планируете производить печать.
Если опоры были сгенерированы в автоматическом режиме, объект можно перемещать только по горизонтали. Другие изменения положения объекта приводят к сбросу выбранного типа опор.
Шаг 2: настройте параметры в зависимости от особенностей объекта.
Опоры, добавленные в автоматическом режиме, показаны в режиме ручного редактирования синими точками.
Чтобы добавить опору, выберите нужный размер контактной поверхности, а затем щелкните по модели в области выступа.
Чтобы удалить опору, просто нажмите метку опоры (синяя точка).
Шаг 3: нажмите “Generate”(Генерировать), чтобы завершить редактирование опоры.
Примечание » Если на платформе несколько объектов, прежде чем выбрать вариант опоры, необходимо выбрать одну из моделей. » Такие операции, как изменение размера, вращение или перемещение объекта по вертикали, влекут сброс опор. После этих операций требуется задать опоры.