Read the following safety instructions and contents of this manual before use, operation, maintenance, replacement or removal of any parts, components, or materials of the printer.
Safety and Compliance
For the latest information about the Nobel 1.0A 3D Printer and XYZprinting products, please visit XYZprinting website or contact the customer service.
The instructions have been written in order to cover all possible printing scenarios. For scenarios which occur outside the scenarios detailed in the instructions, the user will be held accountable for their own safety.
Important Safety Information
– Do not let children operate this device without adult supervision. Moving parts may cause serious injury.
– Electric shock hazard.
– Do not place the printer on an unlevel or unstable surface. Printer may fall or tumble causing harm and/or injury. Also tank level detection may be inaccurate.
– Do not place any object on top of the printer. Liquid and solid objects that fall into the printer may lead to printer damage or safety risks.
– Please keep the printer, resin, or alcohol away from fire.
– Do not disassemble or replace the printer cover with non-XYZprinting covers.
– Insert and secure the power cord firmly for proper usage and to avoid potential electricity and fire dangers.
– Do not attempt to service the printer beyond the instructions specified in this tutorials. In the case of irrecoverable problem, contact XYZprinting service center or your sales representative.
– Do not place the printer in humid or dusty environments such as bathrooms and high traffic areas.
– Some components of the printer move during operation. Do not attempt to touch or change anything inside before powering off the printer.
– Please keep the lid closed during printing to avoid injury.
– This printer is a Class 1 Laser Product. A Class 3B laser module is used as a light source. Never disassemble the product.
– For optimized printing quality, only use resin supplied by XYZprinting.
– Make sure to set the power switch to the off position and remove the power cord before transporting the device.
– Only use the grounded power adapter and power cord supplied with the printer to prevent possible electrical shocking.
– Please place and use the printer in a well ventilated area. The process of printing will produce a small amount of non-toxic odor. Having a well ventilated area will ensure a more comfortable environment.
Resin Care
– Wear proper protective equipment, avoid raw material contact and vapor inhalation.
– Chemical-resistant gloves should be worn when you make contact with resin.
– Avoid exposing resin to high temperatures, localized heat sources (i.e., drum or band heaters), oxidizing conditions, freezing conditions, direct sunlight, ultraviolet radiation, inert gas blanketing.
– Never pour the waste resin back to the bottle or down the sink, as it may pollute the remaining resin or clog the drain.
– You may pour resin waste into plastic bag and expose it to sunlight or UV light source to cure the resin. The cured resin can then be discarded.
– Avoid dripping resin on anything other than the platform or the resin tank, or the printer may malfunction.
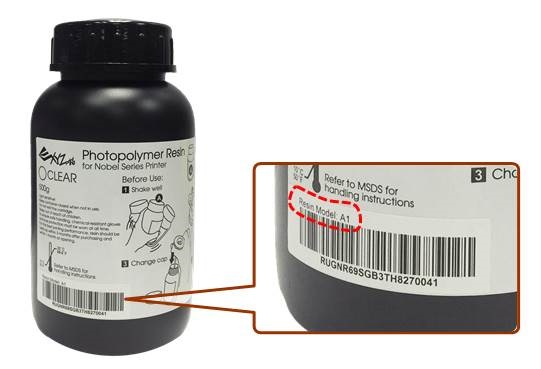
– The stability of printing quality is affected by temperature and humidity. Please ensure that the recommended operating conditions are adhered to (Operating temperature 18-28℃ (64.4-82.4℉)/humidity 40-80% RH; If a different operating temperature is printed on the label on the resin bottle, please adhere to recommended conditions on the label.)
Resin Tank Care
– Due to the nature of the print technology and material, the resin tank may develop cloudy regions overtime where the laser cures the resin frequently and may lead to print fails. Moving the print location around the platform can help prolong the life of the tank.

– Avoid printing over cloudy area in the tank. Laser power may be reduced by the cloud. This may decrease the adhesion between the model and the
platform.
– Change to a new tank when over 2/3 of the surface gets cloudy.
– Use an isolate resin tank when using resin of different colors. Mixing resin of different color may affect printing quality.
– Sift any residue or cured debris from the tank with the scraper, high-density filter or other tools. Resin can be reused after filtering.
Copyright
All other trade names and trademarks are properties of their respective owners.
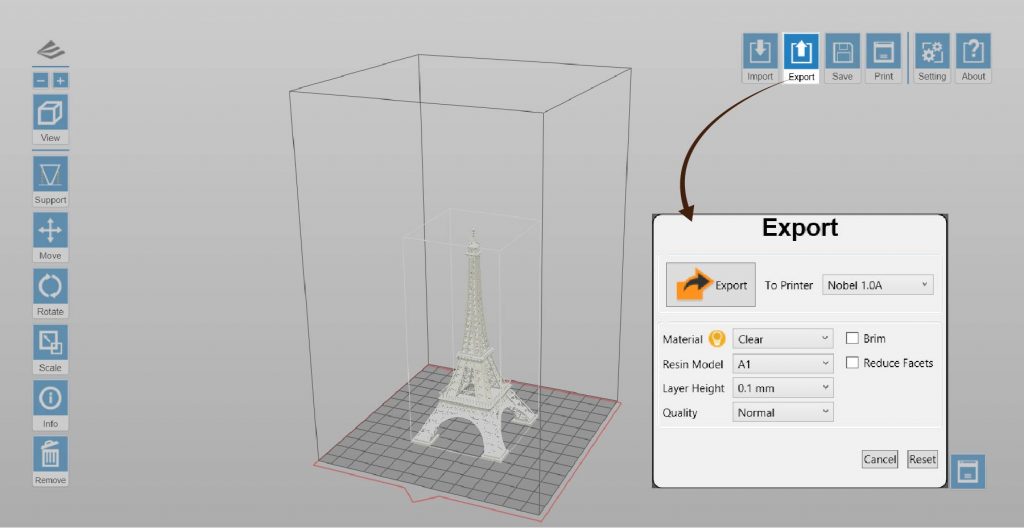

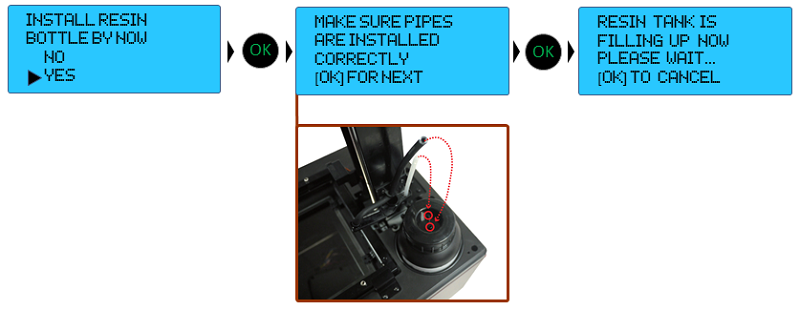
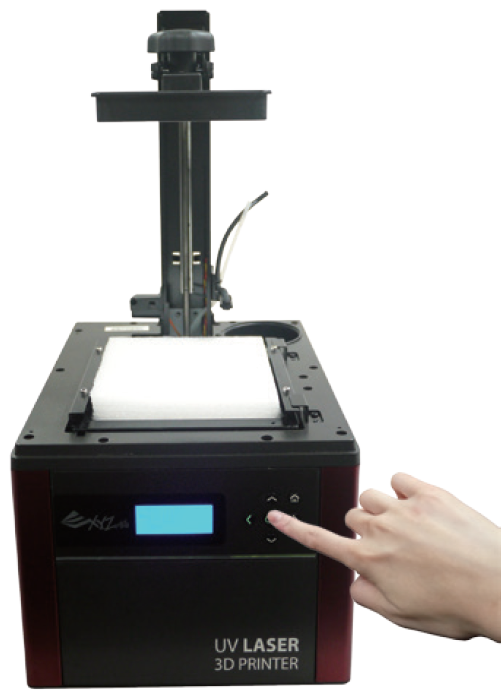
 “Utilities” menu provides the control of the printer. You can instruct to fill the resin tank manually, and calibrate the printer when necessary.
“Utilities” menu provides the control of the printer. You can instruct to fill the resin tank manually, and calibrate the printer when necessary.