When an error occurs, please refer to the service code on the printer and/or in the software, and check the suggestion below for troubleshooting.
If any error persists, please contact customer service center for support.
Cause: Vibration generator movement abnormalities or tank sensor malfunctioned.
Suggestion:
Contact customer service center directly
Cause: Z axis motor upward movement abnormalities or Z axis top sensor malfunctioned.
Suggestion:
Select “INFO”>”SENSOR STATUS” on the printer, touch Z axis top sensor, and see if the status of “Z-T” switches from 0 to 1.
If the value doesn’t switch accordingly, then the sensor is malfunctioning. Then select “UTILITIES”>”MOVE PLATFORM”>”TO TOP” to raise the . If the platform doesn’t rise accordingly, then the motor is malfunctioning.
Contact the service center after you have checked the status of the printer.
Cause: Z axis motor downward movement abnormalities or Z axis bottom sensor malfunctioned.
Suggestion:
Select “INFO”>”SENSOR STATUS” on the printer, touch Z axis bottom sensor, and see if the status of “Z-B” switches from 0 to 1.
If the value doesn’t switch accordingly, then the sensor is malfunctioning. Then select “UTILITIES”>”MOVE PLATFORM”>”TO BOTTOM” to descend the platform. If the platform doesn’t descend accordingly, then the motor is malfunctioning.
Contact the service center after you have checked the status of the printer.
Cause: NFC tag reader malfunctioned.
Suggestion:
Contact customer service center directly.
Cause: Engine board malfunctioned.
Suggestion:
Contact customer service center directly.
Cause: Y axis movement problem.
Suggestion:
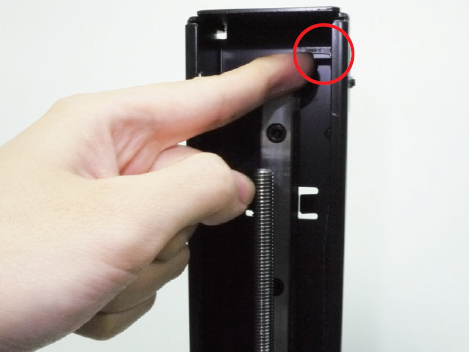
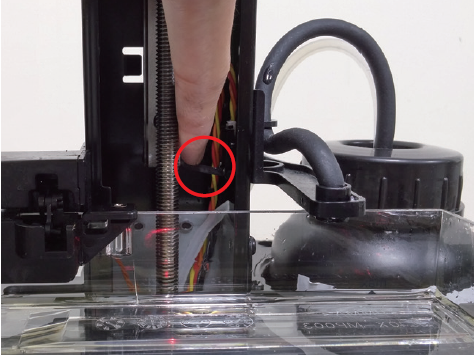
Remove the resin tank, release 3 latches by the glass and remove the glass. If you find any object falls inside the printing chamber and blocks the movement of the printing module, please remove it. If you find the belt is broken, please contact the service center.
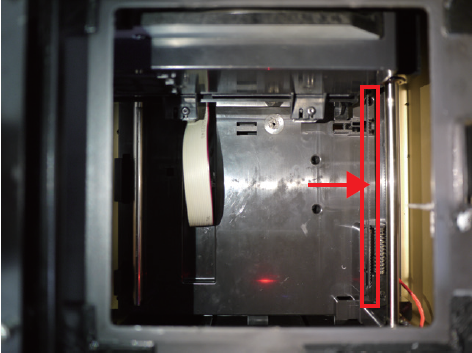
Y-axis belt
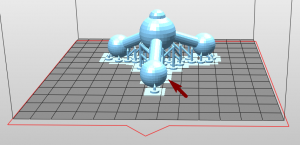
Please also check if the printing module lock at the bottom of the printer has been released.


Cause: WIFI module malfunctioned.
Suggestion:
Contact customer service center directly.
Cause: Z axis motor malfunctioned.
Suggestion:
Turn off the printer and confirm if the printing platform and the resin tank are installed correctly. If the error still occurs, contact customer service center.
Cause: Internal error.
Suggestion:
Contact customer service center directly.
Cause: Printer not found.
Suggestion:
Make sure printer is powered on, and connected to PC correctly. If the error persists, please try to restart your PC or refer to FAQ on XYZprinting website.
Cause: XYZware_Nobel slicer not found.
Suggestion:
Reinstall XYZware_Nobel.
Cause: Transmission failed.
Suggestion:
Make sure the USB wire is securely connected to the printer. Do not remove the wire before data transmission is completed.
Cause: Insufficient memory to load file(s).
Suggestion:
Increase system memory to 4G RAM and 1G graphics RAM or above. Leave some prints for next task if you are printing several models.
For better performance, it is recommended to run the program on 64-bit operating system.
Cause: XYZware_Nobel runtime error.
Suggestion:
Restart XYZware_Nobel.
Cause: Unable to save the file.
Suggestion:
Please check if there is enough space on the selected disk/device. Delete some files and try again. If you are saving the file to external device, make sure that the device is securely connected.
Cause: Non-manifold issue is found in the file.
Suggestion:
Repair the file with 3D model repairing software (such as netfabb or MakePrintable) and slice the model with XYZware_Nobel again.
Cause: Resin filling timeout.
Suggestion:
If the resin bottle is not empty, and the NFC tag matches the cartridge, first check if the nozzle cap is securely closed. Then check if the tank level sensor is functioning. Select “INFO”>”SENSOR STATUS”, and touch the tank level sensor. If the value doesn’t switch from 1 to 0 after “L”, the sensor is not working.
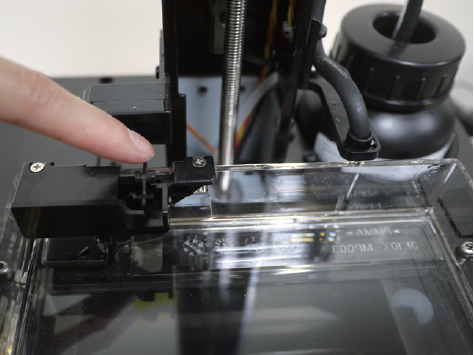
Then tap the floater to see if it moves smoothly.
If the sensor gets stuck, clean the sensor by following the cleanup procedure.
Also check the status of the filling pump. Disconnect the transparent filling tube, and select “UTILITIES”>”INSTALL RESIN”. If you don’t feel air releasing from the tube, then the pump is malfunctioning.
Contact the service center after you have checked the status of the printer.
Cause: Resin bottle not found.
Suggestion:
Make sure resin bottle is placed correctly and NFC tag is in place under the bottle.

If the NFC label is missing, please contact customer service center.
Cause: UV laser module not calibrated.
Suggestion:
Contact customer service center directly.
Cause: Resin bottle empty.
Suggestion:
Resin bottle is empty is based on the the reading from the NFC tag. Select “INFO”>”RESIN STATUS” to check resin level. When “REMAINING” is shown as “0%”, then the resin bottle should be empty. Please install another XYZprinting resin bottle before printing.
Cause: Lid not covered during printing.
Suggestion:
Place the lid on the printer before printing. If the lid is placed correctly, please remove the lid, select “INFO”>”SENSOR STATUS”, tap the lid sensor and see if the status of “C” switches from 0 to 1.

If the value doesn’t switch accordingly, then the sensor is malfunctioning.
Contact the service center after you have checked the status of the printer.
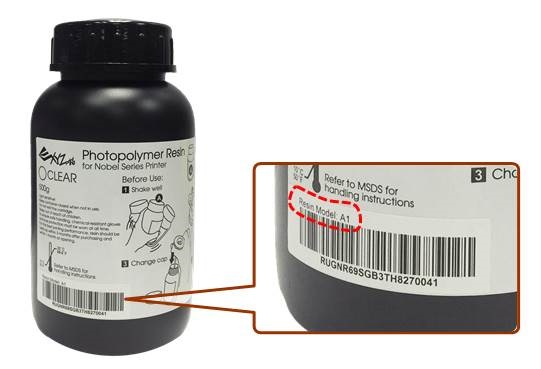
Cause: Unrecognized resin tag.
Suggestion:
Check the record of the resin bottle by selecting “INFO”>”RESIN STATUS”. If the display shows “UNIDENTIFIED TAG”, please change to XYZprinting resin bottle.
Cause: Unable to resolve the file.
Suggestion:
Slice the file again with XYZware_Nobel. Be sure to select the “Printer Type” according to the printer model used while slicing the file.
Cause: File too large.
Suggestion:
Please select a .3wn file, size no more than 200MB.
Cause: Non-manifold issue is found in the file.
Suggestion:
Repair the file with 3D model repairing software (such as netfabb, MakePrintable, or 3D Builder) and slice the model with XYZware_Nobel again.
Cause: Resin tank is not installed correctly.
Suggestion:
Confirm if the resin tank is installed correctly. If the resin tank is placed correctly, remove the tank, select “INFO”>”SENSOR STATUS” on the printer, touch the resin tank sensor, and see if the status of “T” switches from 0 to 1. If the value doesn’t switch accordingly, then the sensor is malfunctioning. Contact the service center after you have checked the status of the printer.
Cause: Printer is busy.
Suggestion:
Wait until the printer finishes current task. If the error persists when the printer is idle, please try to restart the printer.