Совместимый Принтер: Nobel 1.0A
Модель смолы: F1
Литьевая смола схожа по свойствам с воском. После выплавки она не оставляет пепла и подходит для литья по выплавляемым моделям, что позволяет сократить количество операций, например, исключив вырезание моделей из воска, используемое в традиционной технологии.
Советы по созданию моделей
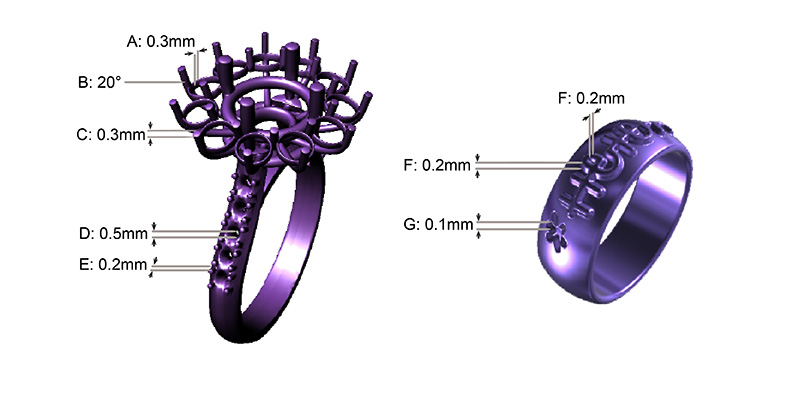
По свойствам литьевая смола схожа с воском: оба материала мягкие и ломкие, то есть распечатанный предмет может легко сломаться под воздействием растяжений, возникающих в процессе печати. Для достижения оптимальных результатов печати следуйте приведенным ниже рекомендациям по созданию моделей.
| # |
Характеристики |
Описание |
Минимумо |
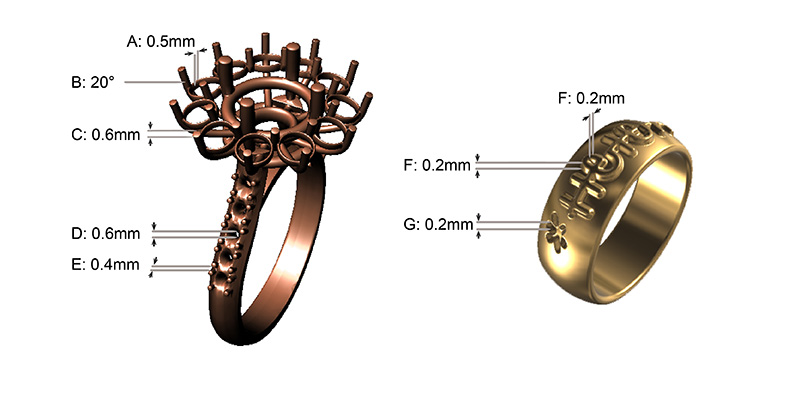
| A |
Толщина стенки |
Стенки тоньше рекомендуемых могут деформироваться или ломаться во время отслаивания. |
≥0,5mm |
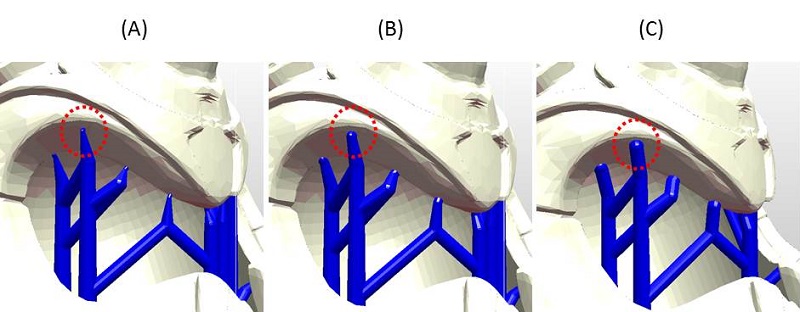
| B |
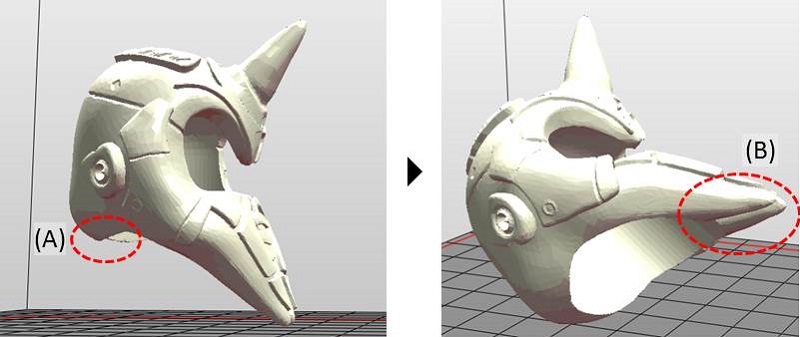
Угол свеса |
Для крутых свесов с углом, превышающим рекомендуемые пределы, требуются опорные конструкции. В противном случае свесы могут деформироваться или сломаться. |
≥20° |
| C |
Минимальный диаметр вертикального прутка |
Сетки или прутки тоньше рекомендуемых могут сломаться или деформироваться во время
отслаивания. |
≥0,6mm |
| D |
Диаметр отверстия |
Отверстия меньше рекомендуемых могут захватывать полимер внутри объекта или закрываться во время печати. |
≥0,6mm |
| E |
Зазор |
Просвет меньше, чем рекомендуется, может сливаться во время печати. Таким образом, подвижные части могут не работать. |
≥0,4mm |
| F |
Тисненая деталь |
Если высота и толщина таких деталей меньше, чем рекомендуется, они могут быть не видны на печати. |
≥0,2mm |
| G |
Выгравированная деталь |
Если высота и толщина таких деталей меньше, чем рекомендуется, они могут быть не видны на печати. |
≥0,2mm |
Примечание
» Рекомендация основывается на результате печати с использованием Литьевой Смолы и высотой слоя 0,025 мм.
» Avoid scratching the bottom of the tank with any sharp tool, or the coating may be damaged. Damaged tank surface may affect the printing quality.
Установка бутыли со смолой
Форма бутыли со смолой была изменена для совместимости с большим числом моделей принтеров. Бутыль стала тоньше, чем раньше. Поместите бутыль со смолой в центр отсека для бутыли для лучшего распознавания этикетки.

Параметры ПО
Рекомендации по конфигурации печати
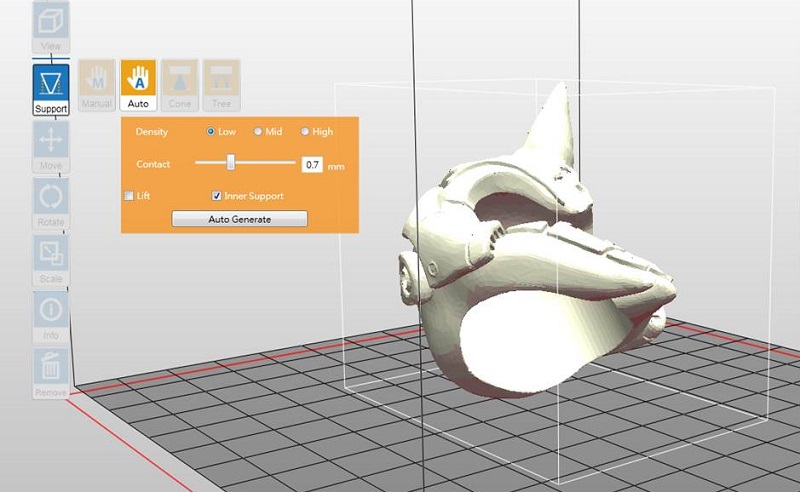
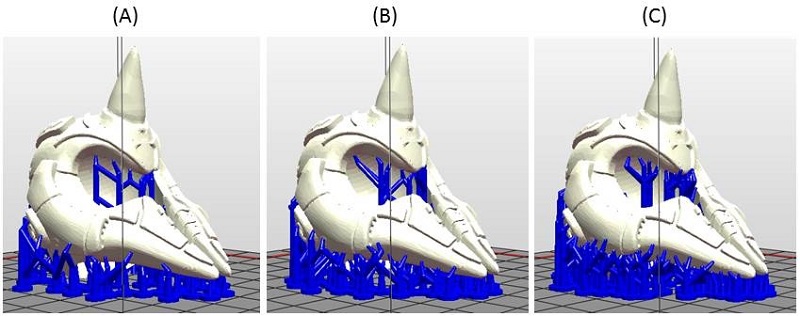
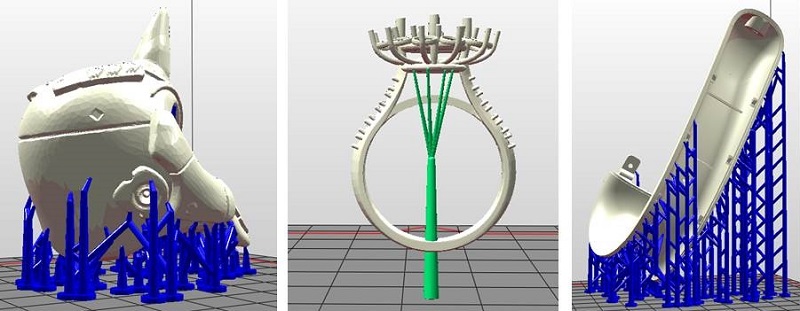
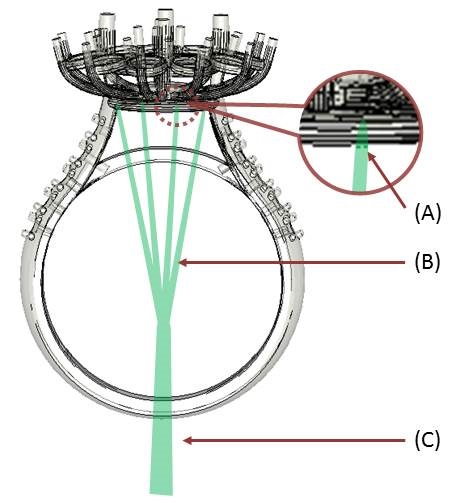
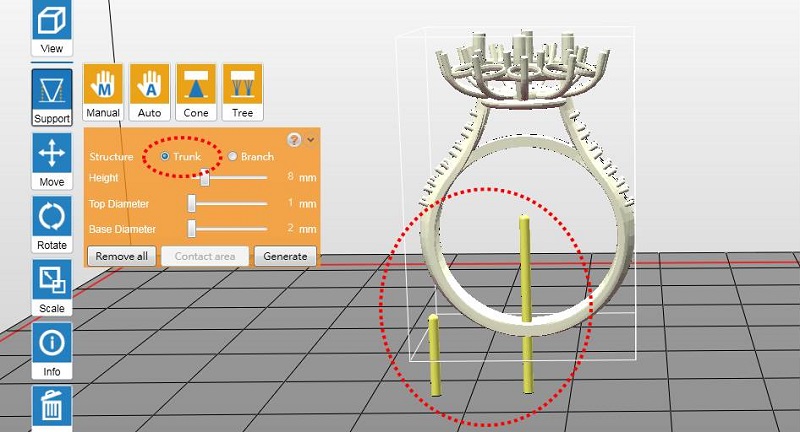
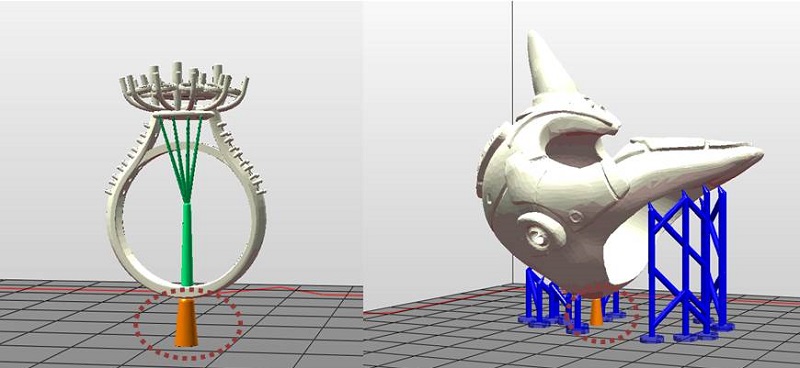
Как и при печати обычной смолой, если у модели имеются нависающие элементы или у нее маленькая площадь контакта с платформой, для полной печати предмета требуются дополнительные опоры.
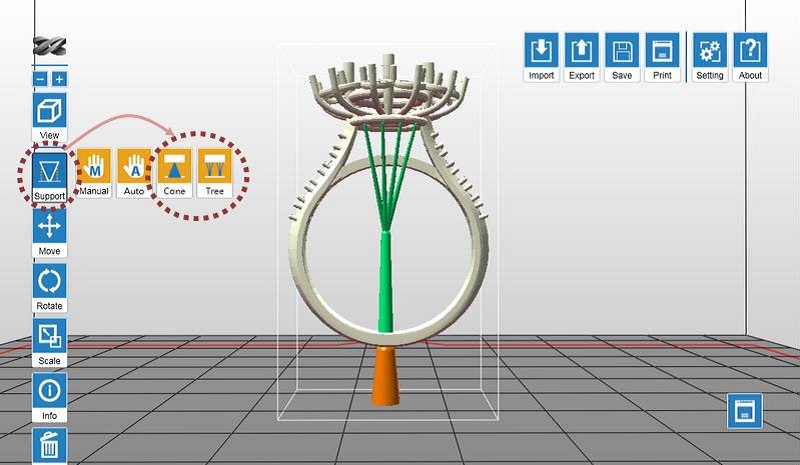
В программе XYZware_Nobel предусмотрена функция автоматического построения опор, которая анализирует модель и автоматически формирует поддерживающие опоры. Иногда может потребоваться в ручном режиме добавить дополнительные опоры, чтобы обеспечить адгезию предмета к платформе.
Если печать не удается, измените расположение предмета, измените угол его разворота и конфигурацию поддерживающих опор.
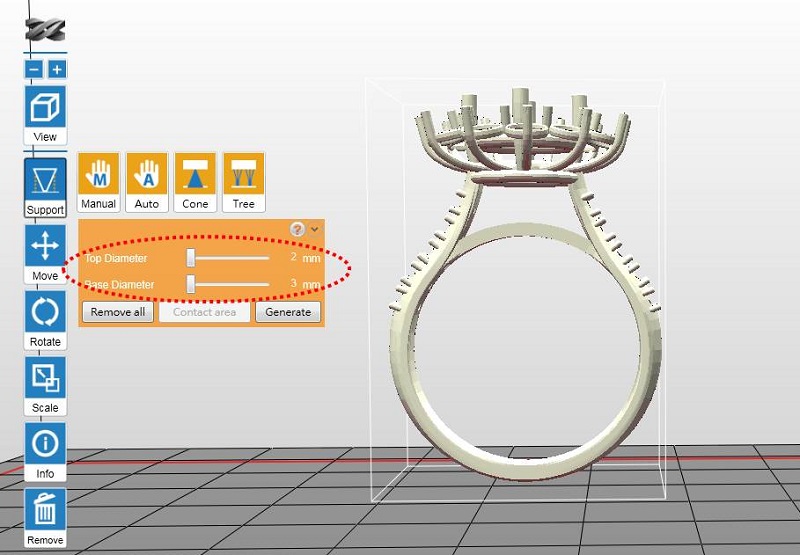
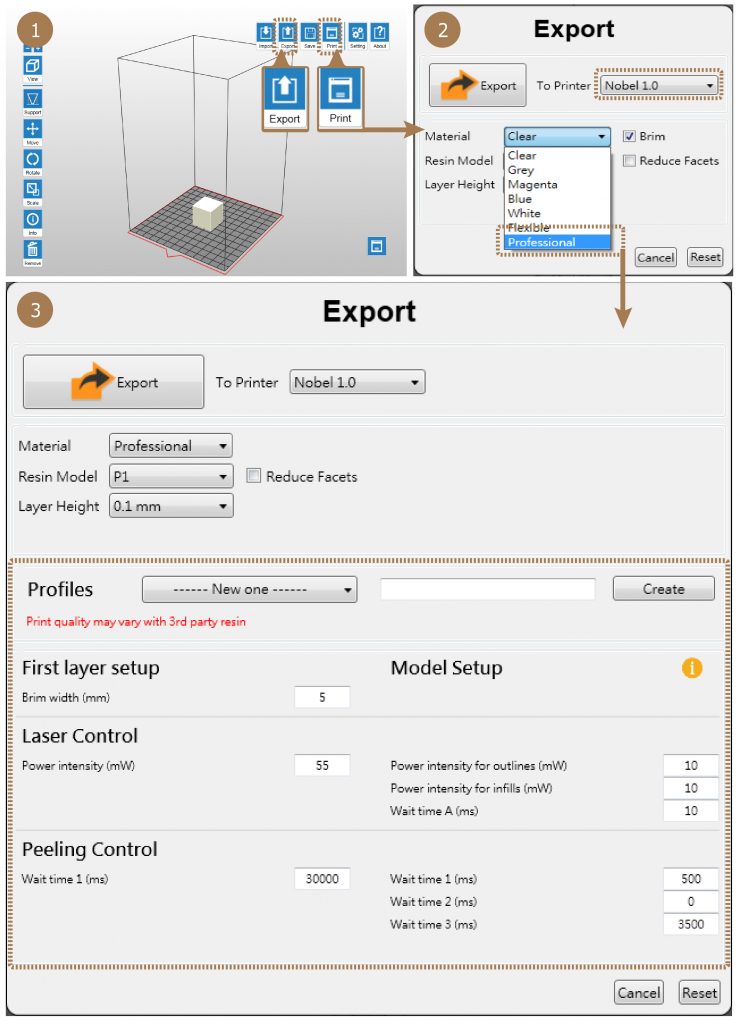
Настройки разделения на слои
Для печати этим материалом выберите указанные ниже параметры, для параметра «Resin Model» (Марка смолы) выберите значение «F1».
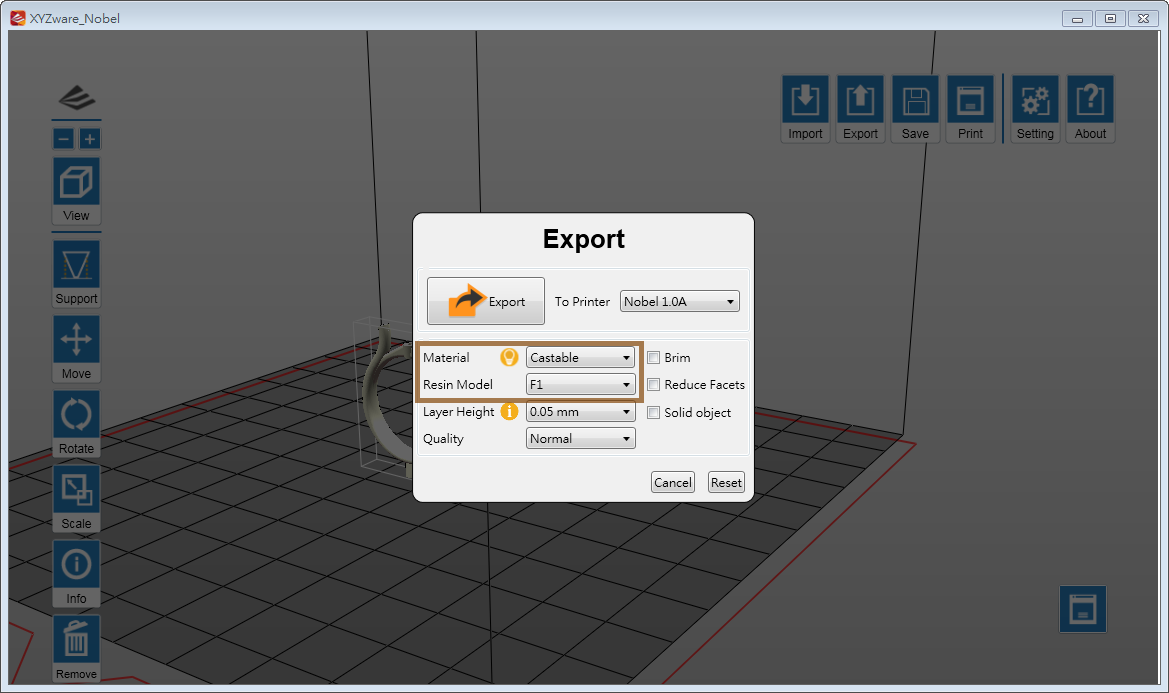
Параметры печати тонкостенных и сплошных объектов несколько различаются. Для достижения наилучшего качества печати моделей с такими особенностями выберите режим «Solid Object» (Сплошной объект).
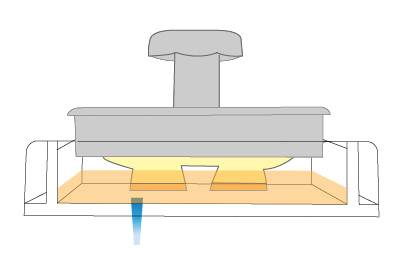
Рекомендованный процесс выплавки
При литье по распечатанным моделям руководствуйтесь температурными показателями, приведенными на следующем графике, чтобы обеспечить полную выплавку смолы и получить литой предмет с безупречно гладкой поверхностью.

Рекомендации по финишной обработке
Чистка
После удаления распечатанного предмета с платформы очистите его этиловым спиртом концентрацией не менее 75%. В процессе чистки рекомендуется с помощью сита полоскать распечатанный предмет в спирте, чтобы удалить остатки смолы с его поверхности.
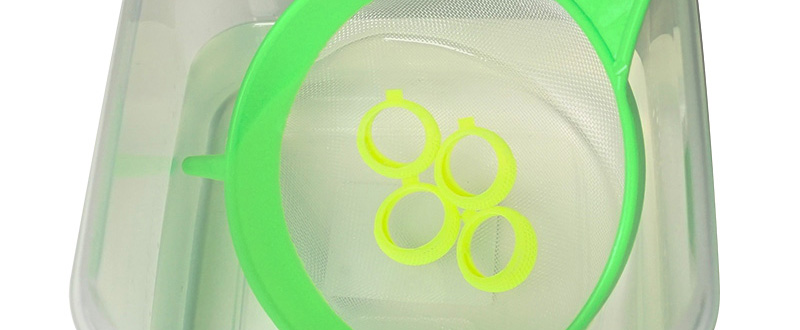
Spritz alcohol on the detailed structures with a spray bottle to wash away the uncured resin.
После чистки с помощью сита извлеките распечатанный предмет из спирта и дождитесь испарения спирта с поверхности предмета.
Примечание
» Так как эта смола хрупкая, не чистите распечатанный предмет с помощью щетки. Так можно поцарапать поверхность предмета.
» Не погружайте распечатанный предмет в спирт дольше чем на 10 минут, так как спирт может разъесть поверхность предмета и повредить его. » После погружения распечатанного предмета в спирт он может потускнеть, это нормально. Выцветание не повлияет на результат литья.
Высушите спирт на поверхности распечатанного предмета естественным способом, оставив его до тех пор, пока спирт не испарится
После промывки распечатанного предмета на его поверхности останется спирт.
После промывки не перемещайте распечатанный предмет и не выполняйте финальное отверждение до тех пор, пока с его поверхности полностью не испарится спирт. После испарения спирта, внимательно отыщите любые остатки смолы на распечатанном предмете. Обязательно удалите неотвердевшую смолу, чтобы она не испортила элементы исходной модели.
Примечание
» Если выполнить отверждение при наличии остатков спирта на поверхности распечатанного предмета, его поверхность станет белой и мутной, что может ухудшить результат литья.
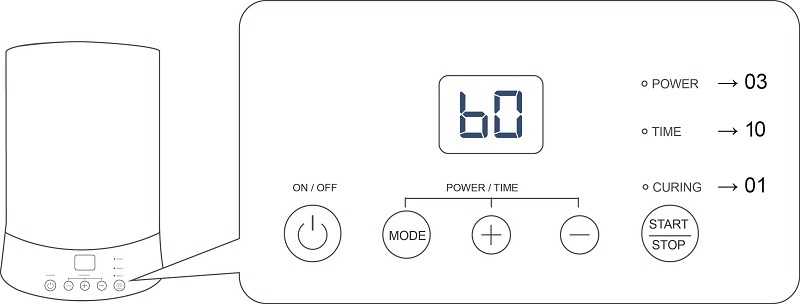
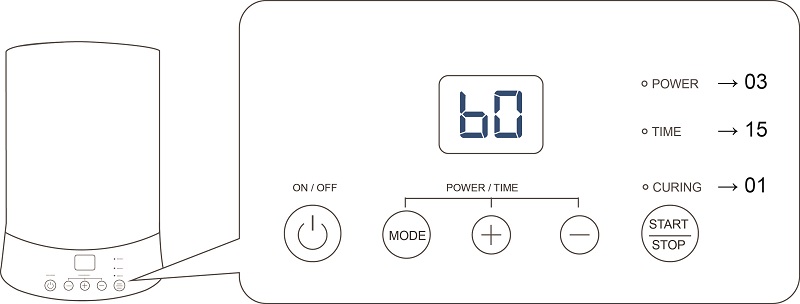
Финальное отверждение
Распечатанный предмет из литьевой резины должен пройти финальное отверждение с помощью УФ-излучения, что придаст ему необходимую твердость для литья по выплавляемой модели.
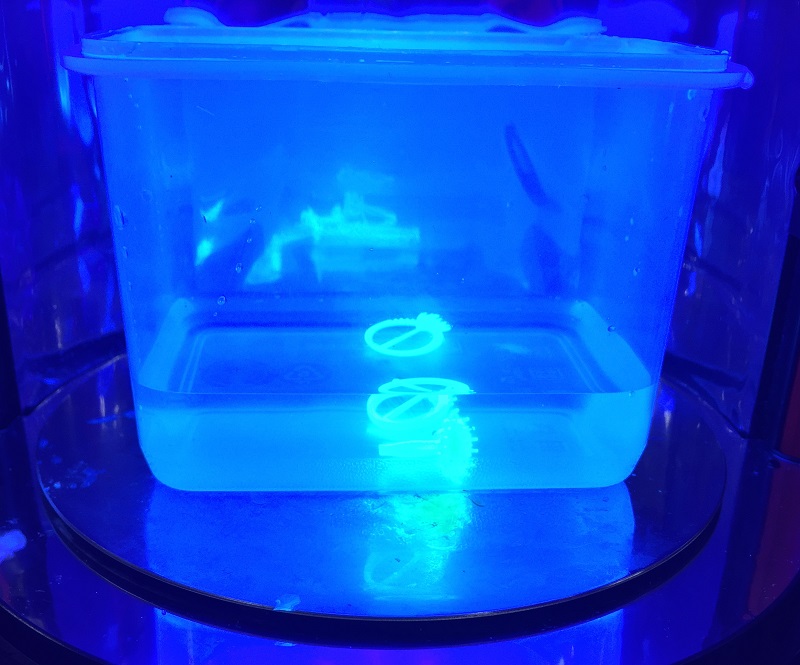
For the best material properties, UV post-curing the printed parts in water for 5 minutes.
Рекомендация
» When using XYZprinting UV Curing Chamber, post cure the printed parts in water for 5 minutes.
» При длине волны УФ-излучения 385 нм, интенсивности излучения 0,9–1,8 Дж/см² и толщине элементов предмета более 7 мм рекомендуемая длительность финального отверждения составляет 5 минут.
Удаление опор
Отрежьте опоры с помощью инструментов, но не тяните за них (потянув за опору, можно повредить поверхность объекта).
Хранение неотвержденной смолы
Неотвержденную смолу в кювете для смолы не следует подвергать воздействию света. Неотвержденную смолу можно хранить в непрозрачном контейнере, предварительно отфильтровав. Пред следующей печатью снова вылейте эту смолу в кювету для смолы.


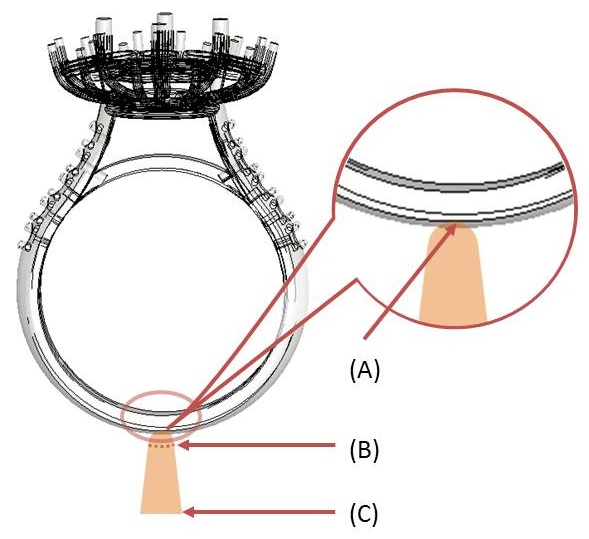





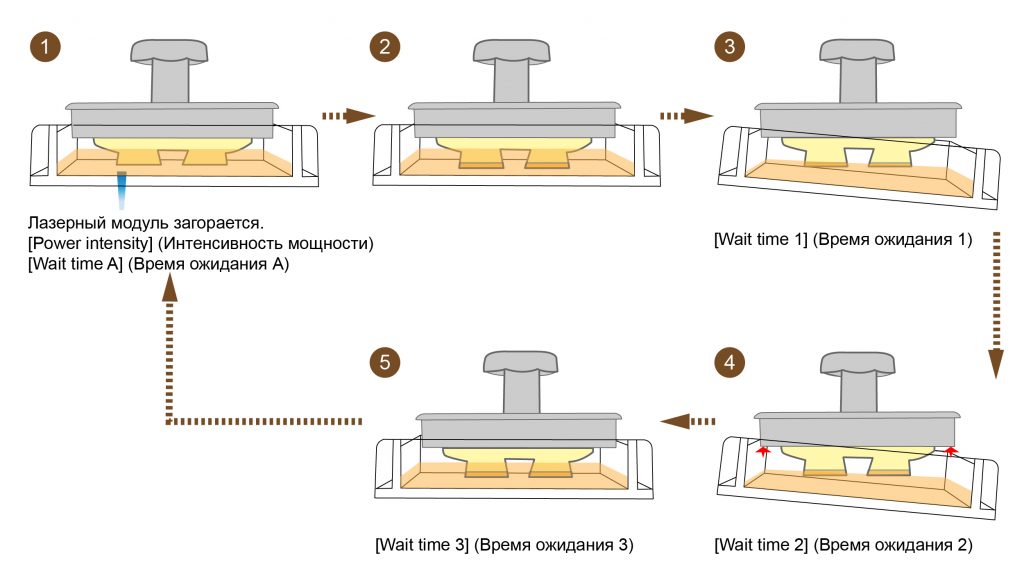
 (A) Контуры
(B) Заполнение
(A) Контуры
(B) Заполнение