Настройка открытого режима
Чтобы войти в открытый режим:
Выберите «Export» или «Print», затем в разделе «Material» выберите «Professional».
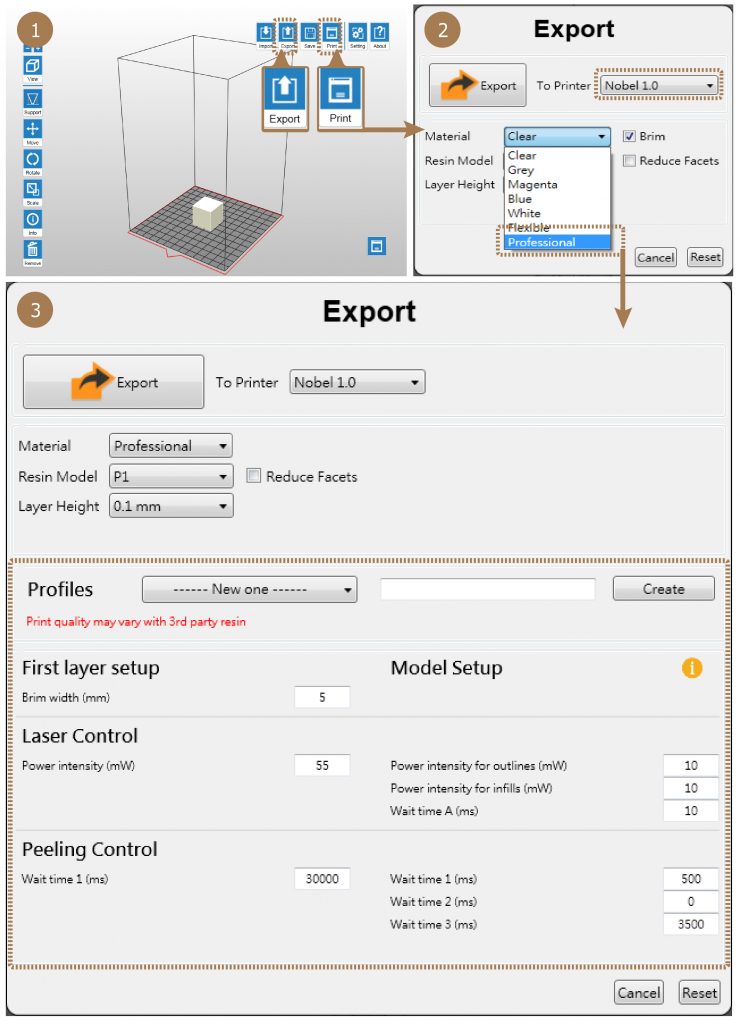
Примечание При использовании полимера стороннего производителя качество печати может отличаться. Функция автозаполнения отключается при использовании полимера стороннего производителя. Если используется полимер XYZprinting, выберите соответствующий материал XYZprinting.
Процесс печати
Процесс печати Nobel 1.0 выполняется, как показано. Ниже приведен список параметров регулировки для печати с композитом третьей стороны для каждого этапа.
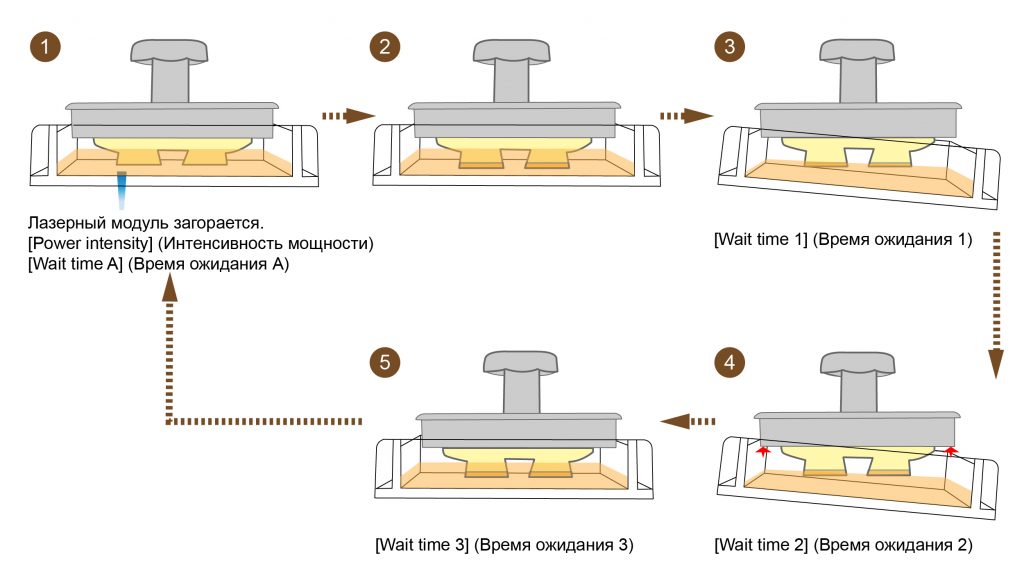
Регулируемые параметры на каждом этапе
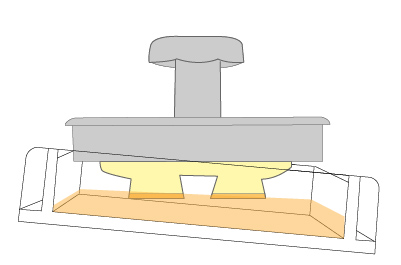
1. Лазерный модуль загорается в зависимости от настроек управления лазером:
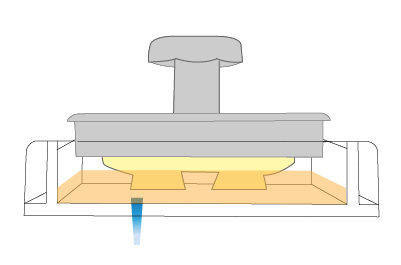
Интенсивность мощности
Элемент управляет интенсивностью мощности лазерного луча.
Диапазон: 0-72 мВт
Примечание Вы можете установить разную интенсивность мощности для отверждения контуров и заполнения модели.(A) Контуры (B) Заполнение
Время ожидания A
Лазерный луч выходит на определенный промежуток времени при перемещении от одной секции к другой того же слоя.
Диапазон: 10-15 мс
2. Лазерный луч выходит после прохождения всего слоя.
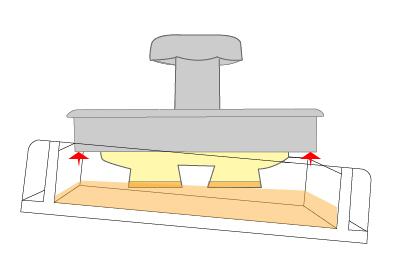
3. Резервуар накланяется для удаления отвержденного слоя с поверхности покрытия и ожидания.
Время ожидания 1
Резервуар наклоняется, и принтер ожидает указанное время до полной полимеризации композита.
Диапазон: 0-65535 мс
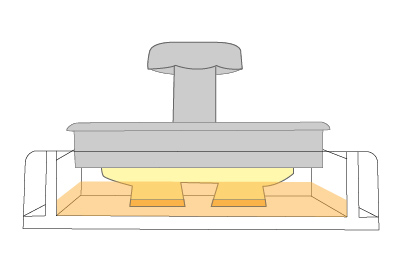
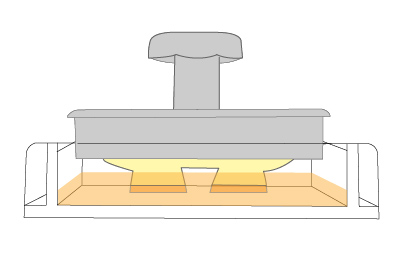
4. Платформа перемещается вверх в соответствии с настройкой высоты слоя и ожидания.
Время ожидания 2
Платформа перемещается вверх, и принтер ожидает указанное время до полного охлаждения композита.
Диапазон: 0-65535 мс
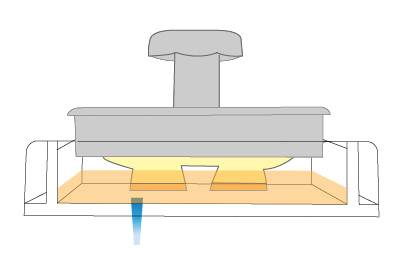
5. Резервуар останавливается и ждет.
Время ожидания 3
Резервуар останавливается, и принтер ожидает указанное время до прекращения течения композита.
Диапазон: 0-65535 мс
6. Лазерный модуль загорается для отверждения следующего слоя.
 PDF Download
PDF Download