L’oggetto stampato in resina deve essere post-essiccato per garantire che il materiale sia completamente polimerizzato per ottenere le migliori proprietà del materiale. Questo è particolarmente importante per le resine funzionali, quali resine colabili e resine ingegneristiche.
Quando si utilizza la Camera di essiccazione UV XYZprinting per le resine di XYZprinting, seguire il profilo di essiccazione seguente per la post-elaborazione:
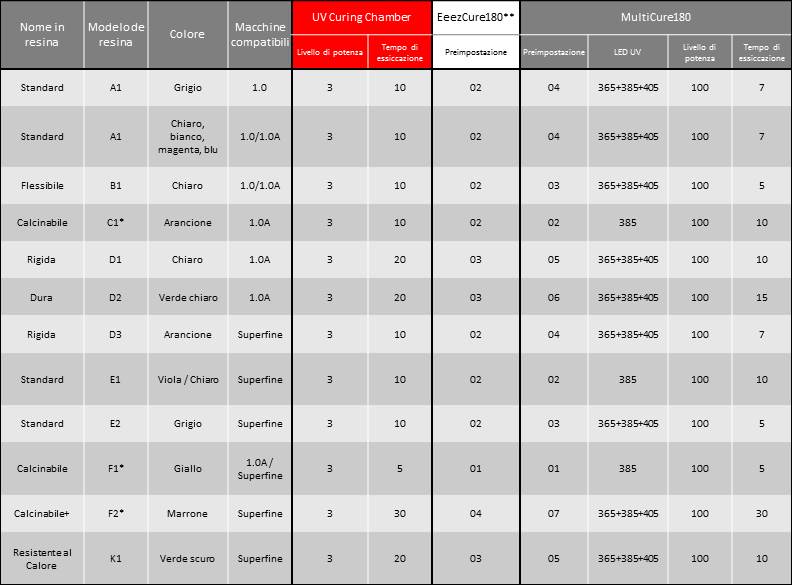
Nota *Eseguire la post-essiccazione delle stampe in resina colabile in acqua per le migliori performance.** I parametri di essiccazione sono uguali per EeezCure180 e la camera di essiccazione UV. Quando si utilizza EeezCure180, per applicare le impostazioni di essiccazione suggerite è sufficiente commutare semplicemente fra le varie preimpostazioni.