Stampante compatibile: Nobel Superfine
La formula speciale della Resina Calcinabile+ assicura una combustione molto pulita, senza alcun residuo, migliorando l’efficienza di design e realizzazione dei gioielli. Il materiale consente di realizzare dettagli minuti e superfici lisce, ed è pertanto adatto per la creazione di gioielli di alta qualità.
Suggerimenti sul design del modello
Le proprietà della resina Calcinabile+ sono simili a quelle della cera, dal momento che entrambe sono strutturalmente morbide e friabili e la stampa può essere facilmente rotta a causa della forza di trazione durante il processo di stampa.
» Diametro foro ≥0,5mm
» Per le specifiche relative ad altre funzionalità, seguire le specifiche di progettazione generali qui.
Nota » Evitare di graffiare il fondo del serbatoio con uno strumento appuntito. Il rivestimento potrebbe danneggiarsi. La superficie del serbatoio danneggiata può influire sulla qualità di stampa.
Istruzioni per l’uso
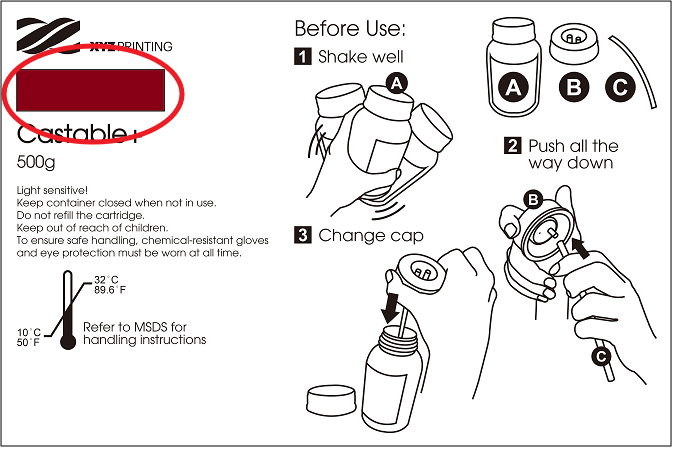
Per garantire le performance della resina, è necessaria una miscela omogenea della resina prima di iniziare ogni lavoro di stampa. Seguire attentamente le fasi sotto riportate prima di iniziare la stampa.
Prima dell’installazione di un nuovo flacone
Seguire le istruzioni seguenti per garantire l’uniformità cromatica del materiale della resina:
Serrare saldamente il tappo originale, posizionare il flacone a testa in giù per 5 minuti e agitare i flaconi per circa 5 minuti.

Prima di ogni lavoro di stampa
Mescolare la resina rimasta nel serbatoio prima di iniziare ogni stampa.
Notare che il rivestimento di superficie sulla parte inferiore del serbatoio della resina può subire danni quando viene a contatto con strumenti affilati o duri. Seguire i metodi sotto riportati per mescolare la resina.
Verificare il colore della resina
Confrontare il colore della resina con il riquadro colorato presente sull’etichetta del suo flacone. Se il colore della resina è traslucido o più chiaro del riquadro colorato, la causa può risiedere in una distribuzione non omogenea dei componenti. L’uso di materiali con una distribuzione non omogenea può influire negativamente sulla qualità di stampa.
Impostazioni software
Consigli sulle impostazioni di stampa
Come per l’uso della resina per scopi generici, quando vi sono sporgenze nel modello o quando l’area di contatto con la piattaforma è ridotta, sono necessarie delle strutture di supporto aggiuntive per assicurarsi che l’oggetto possa essere stampato completamente.
Il software di stampa dispone di una funzione di “supporto automatico”, che può essere utilizzata per analizzare la struttura del modello e generare automaticamente le strutture controventate. A volte potrebbe essere necessario utilizzare la modalità “manuale” per aggiungere più supporti e garantire l’adesione dell’oggetto.
Quando si stampano dei gioielli, può essere opportuno utilizzare il supporto conico o ad albero. La struttura a cono viene di solito aggiunta nella parte più bassa dell’oggetto, e può essere lasciata per la colatura come le spine di colata. I supporti ad albero collegano gli oggetti con pochissimo contatto, e sono adatti a supportare i dettagli dei design dei gioielli.
Fare clic qui per le istruzioni per le funzioni di supporto.
In caso di errore di stampa, modificare la posizione dell’oggetto e regolare l’impostazione dell’angolo e delle strutture controventate.
Processo di calcinazione consigliato
Quando si esegue la fusione delle stampe, si può lavorare in base ai suggerimenti di controllo della temperatura, come descritto nel seguente schema, in modo da garantire la combustione completa della resina e una superficie liscia e senza difetti dell’oggetto di fusione.

Consigli sulla finitura
Pulizia
Poiché il materiale è morbido, i suggerimenti per la pulizia sono leggermente diversi rispetto alle istruzioni relative ad altre resine. Non spazzolare o strofinare gli oggetti durante la pulizia, poiché così facendo si può graffiare la superficie dei componenti stampati.
Dopo averli rimossi dalla piattaforma, immergere gli oggetti stampati in Eta Cohol (95% alcool + 5% alcool isopropilico), quindi risciacquarli per circa 2 – 3 minuti. Durante il risciacquo, è possibile afferrare i supporti degli oggetti con delle pinzette.

Successivamente, rimuovere la resina non essiccata presente nei dettagli fini degli oggetti spruzzandoli con Eta Cohol.
Dopo la pulizia, attendere che il liquido presente sulla superficie si asciughi.
Nota » Non immergere in Eta Cohol gli articoli stampati per più di 5 minuti, poiché il liquido può erodere la struttura dell’oggetto e danneggiarlo.
Lasciare asciugare all’aperto l’alcool sulla superficie
Vi saranno residui alcool sulla superficie dell’elemento stampato una volta lavato.
Continuare a tenere l’elemento stampato dopo che è stato lavato e non eseguire la post-polimerizzazione finché non si verifica che l’alcool si è completamente volatilizzato. Dopo l’alcool si asciuga all’aperto, verificare attentamente che non vi sia alcun residuo di resina nelle caratteristiche. Assicurarsi di rimuovere la resina non polimerizzata per evitare che si ostruiscano i dettagli di design del modello originale.
Nota » Se la polimerizzazione viene eseguita quando sono ancora presenti residui di alcool sulla superficie dell'elemento stampato, la superficie appare bianca e nebulosa, influendo sul risultato della fusione.
Rimozione del supporto
Utilizzare strumenti per tagliare il supporto piuttosto che tirando direttamente (tirando si può facilmente danneggiare la superficie dell’elemento).
Post-polimerizzazione
L’elemento stampato prodotto dalla resina calcinabile deve essere sottoposto a post-polimerizzazione tramite luce UV per garantire la durezza per la fusione a cera persa.
Per proprietà del materiale ottimali, eseguire la post-polimerizzazione UV delle parti stampate in acqua per 30 minuti.
Consiglio » Leggere sulle unità di essiccazione XYZ i profili di essiccazione completi per le resine XYZprinting.
Conservazione della resina non polimerizzata
La resina non essiccata all’interno del serbatoio non deve essere esposta alla luce. Se la resina nel serbatoio deve rimanere inutilizzata per più di 24 ore, riporla in un contenitore pulito dopo averla filtrata. Evitare l’esposizione alla luce del sole o ai raggi UV. Versare nuovamente la resina nel serbatoio relativo prima della stampa successiva.
Nota » Contenitori di polipropilene opaco sono raccomandati per lo stoccaggio delle resine.
 PDF Download
PDF Download