Category / Uncategorized
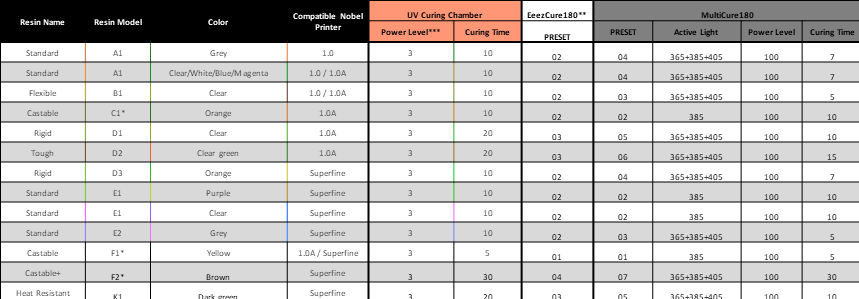
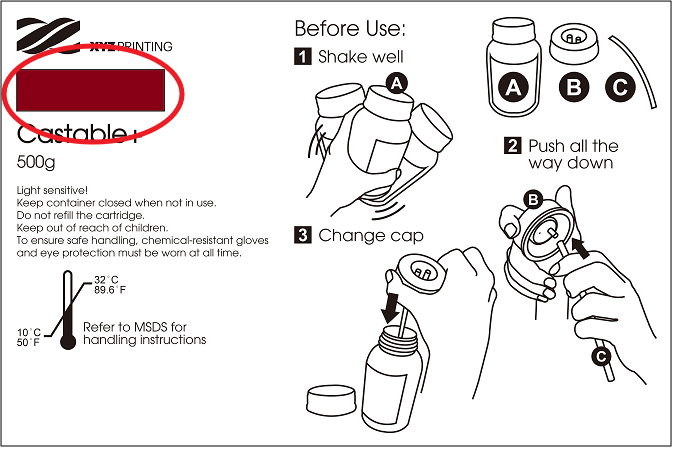
Calcinabile+ (F2)
Stampante compatibile: Nobel Superfine
La formula speciale della Resina Calcinabile+ assicura una combustione molto pulita, senza alcun residuo, migliorando l’efficienza di design e realizzazione dei gioielli. Il materiale consente di realizzare dettagli minuti e superfici lisce, ed è pertanto adatto per la creazione di gioielli di alta qualità.
Suggerimenti sul design del modello
Le proprietà della resina Calcinabile+ sono simili a quelle della cera, dal momento che entrambe sono strutturalmente morbide e friabili e la stampa può essere facilmente rotta a causa della forza di trazione durante il processo di stampa.
» Diametro foro ≥0,5mm
» Per le specifiche relative ad altre funzionalità, seguire le specifiche di progettazione generali qui.
Nota » Evitare di graffiare il fondo del serbatoio con uno strumento appuntito. Il rivestimento potrebbe danneggiarsi. La superficie del serbatoio danneggiata può influire sulla qualità di stampa.
Istruzioni per l’uso
Per garantire le performance della resina, è necessaria una miscela omogenea della resina prima di iniziare ogni lavoro di stampa. Seguire attentamente le fasi sotto riportate prima di iniziare la stampa.
Prima dell’installazione di un nuovo flacone
Seguire le istruzioni seguenti per garantire l’uniformità cromatica del materiale della resina:
Serrare saldamente il tappo originale, posizionare il flacone a testa in giù per 5 minuti e agitare i flaconi per circa 5 minuti.

Prima di ogni lavoro di stampa
Mescolare la resina rimasta nel serbatoio prima di iniziare ogni stampa.
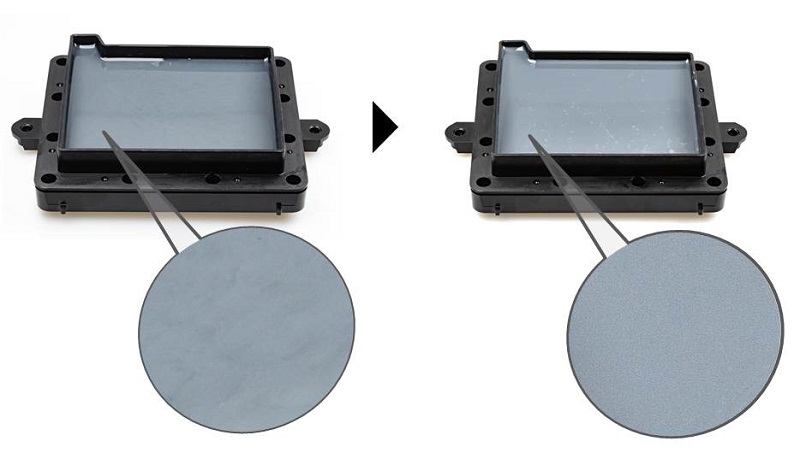
Notare che il rivestimento di superficie sulla parte inferiore del serbatoio della resina può subire danni quando viene a contatto con strumenti affilati o duri. Seguire i metodi sotto riportati per mescolare la resina.
Verificare il colore della resina
Confrontare il colore della resina con il riquadro colorato presente sull’etichetta del suo flacone. Se il colore della resina è traslucido o più chiaro del riquadro colorato, la causa può risiedere in una distribuzione non omogenea dei componenti. L’uso di materiali con una distribuzione non omogenea può influire negativamente sulla qualità di stampa.
Impostazioni software
Consigli sulle impostazioni di stampa
Come per l’uso della resina per scopi generici, quando vi sono sporgenze nel modello o quando l’area di contatto con la piattaforma è ridotta, sono necessarie delle strutture di supporto aggiuntive per assicurarsi che l’oggetto possa essere stampato completamente.
Il software di stampa dispone di una funzione di “supporto automatico”, che può essere utilizzata per analizzare la struttura del modello e generare automaticamente le strutture controventate. A volte potrebbe essere necessario utilizzare la modalità “manuale” per aggiungere più supporti e garantire l’adesione dell’oggetto.
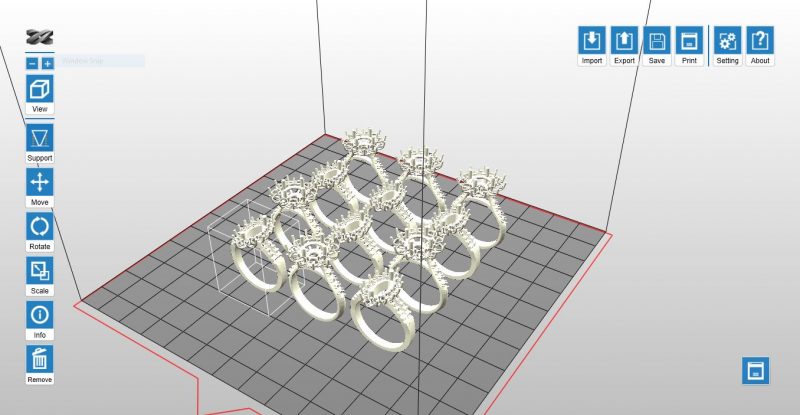
Quando si stampano dei gioielli, può essere opportuno utilizzare il supporto conico o ad albero. La struttura a cono viene di solito aggiunta nella parte più bassa dell’oggetto, e può essere lasciata per la colatura come le spine di colata. I supporti ad albero collegano gli oggetti con pochissimo contatto, e sono adatti a supportare i dettagli dei design dei gioielli.
Fare clic qui per le istruzioni per le funzioni di supporto.
In caso di errore di stampa, modificare la posizione dell’oggetto e regolare l’impostazione dell’angolo e delle strutture controventate.
Processo di calcinazione consigliato
Quando si esegue la fusione delle stampe, si può lavorare in base ai suggerimenti di controllo della temperatura, come descritto nel seguente schema, in modo da garantire la combustione completa della resina e una superficie liscia e senza difetti dell’oggetto di fusione.

Consigli sulla finitura
Pulizia
Poiché il materiale è morbido, i suggerimenti per la pulizia sono leggermente diversi rispetto alle istruzioni relative ad altre resine. Non spazzolare o strofinare gli oggetti durante la pulizia, poiché così facendo si può graffiare la superficie dei componenti stampati.
Dopo averli rimossi dalla piattaforma, immergere gli oggetti stampati in Eta Cohol (95% alcool + 5% alcool isopropilico), quindi risciacquarli per circa 2 – 3 minuti. Durante il risciacquo, è possibile afferrare i supporti degli oggetti con delle pinzette.

Successivamente, rimuovere la resina non essiccata presente nei dettagli fini degli oggetti spruzzandoli con Eta Cohol.
Dopo la pulizia, attendere che il liquido presente sulla superficie si asciughi.
Nota » Non immergere in Eta Cohol gli articoli stampati per più di 5 minuti, poiché il liquido può erodere la struttura dell’oggetto e danneggiarlo.
Lasciare asciugare all’aperto l’alcool sulla superficie
Vi saranno residui alcool sulla superficie dell’elemento stampato una volta lavato.
Continuare a tenere l’elemento stampato dopo che è stato lavato e non eseguire la post-polimerizzazione finché non si verifica che l’alcool si è completamente volatilizzato. Dopo l’alcool si asciuga all’aperto, verificare attentamente che non vi sia alcun residuo di resina nelle caratteristiche. Assicurarsi di rimuovere la resina non polimerizzata per evitare che si ostruiscano i dettagli di design del modello originale.
Nota » Se la polimerizzazione viene eseguita quando sono ancora presenti residui di alcool sulla superficie dell'elemento stampato, la superficie appare bianca e nebulosa, influendo sul risultato della fusione.
Rimozione del supporto
Utilizzare strumenti per tagliare il supporto piuttosto che tirando direttamente (tirando si può facilmente danneggiare la superficie dell’elemento).
Post-polimerizzazione
L’elemento stampato prodotto dalla resina calcinabile deve essere sottoposto a post-polimerizzazione tramite luce UV per garantire la durezza per la fusione a cera persa.
Per proprietà del materiale ottimali, eseguire la post-polimerizzazione UV delle parti stampate in acqua per 30 minuti.
Consiglio » Leggere sulle unità di essiccazione XYZ i profili di essiccazione completi per le resine XYZprinting.
Conservazione della resina non polimerizzata
La resina non essiccata all’interno del serbatoio non deve essere esposta alla luce. Se la resina nel serbatoio deve rimanere inutilizzata per più di 24 ore, riporla in un contenitore pulito dopo averla filtrata. Evitare l’esposizione alla luce del sole o ai raggi UV. Versare nuovamente la resina nel serbatoio relativo prima della stampa successiva.
Nota » Contenitori di polipropilene opaco sono raccomandati per lo stoccaggio delle resine.
Heat Resistant Resin (K1)
Applicable printer: Nobel Superfine
Resin Model: K1
This material is a heat resistant resin, which can tolerate heat deflection temperature up to 140 degree Celsius. For jewelry and engineering applications, it is ideal for printing the master models for making rubber mold.
Model Design Tips
For the ideal printing result and the complete output of design details, please follow the design specifications here when designing the models.
Recommendation on Finishing
Please refer to the complete guide here for post-processing.
Post-elaborazione generica
Per ottenere le migliori performance dei materiali, attenersi alle fasi seguenti nelle stampe basate su resina di post-elaborazione.
Consigli sulla finitura
1. Pulizia
Dopo aver rimosso l’oggetto stampato dalla piattaforma, pulirlo con alcol etilico in concentrazione superiore al 95%.
Spülen Sie die Objekte gründlich in reinem Alkohol ab, während Sie die Oberfläche vorsichtig abschrubben.
Nota » Non immergere l'elemento stampato nell'alcool per oltre 10 minuti, in quanto l'alcool potrebbe erodere la struttura dell'elemento, danneggiandolo.
2. Lasciare asciugare all’aperto l’alcool sulla superficie
Vi saranno residui alcool sulla superficie dell’elemento stampato una volta lavato.
Continuare a tenere l’elemento stampato dopo che è stato lavato e non eseguire la post-polimerizzazione finché non si verifica che l’alcool si è completamente volatilizzato. Dopo l’alcool si asciuga all’aperto, verificare attentamente che non vi sia alcun residuo di resina nelle caratteristiche. Assicurarsi di rimuovere la resina non polimerizzata per evitare che si ostruiscano i dettagli di design del modello originale.
3. Rimozione del supporto
Utilizzare strumenti per tagliare il supporto piuttosto che tirando direttamente (tirando si può facilmente danneggiare la superficie dell’elemento).
4. Post-polimerizzazione
L’oggetto stampato prodotto con la resina deve essere post-polimerizzato utilizzando la luce UV per garantire che il materiale sia completamente polimerizzato per ottenere le migliori proprietà del materiale.
Fare clic qui per leggere il profilo di essiccazione per l’utilizzo della Camera di essiccazione UV XYZprinting.
Conservazione della resina non polimerizzata
La resina non polimerizzata all’interno del serbatoio di resina non deve essere esposta alla luce. La resina non polimerizzata può essere conservata in un contenitore opaco una volta filtrata. Versare di nuovo la resina nel serbatoio prima della successiva stampa.
Nota » Contenitori di polipropilene opaco sono raccomandati per lo stoccaggio delle resine.
Setting
In Setting function, you can adjust the interface language, display units, printer type, printout scaling, light strength tuning and sign in as XYZprinting member.
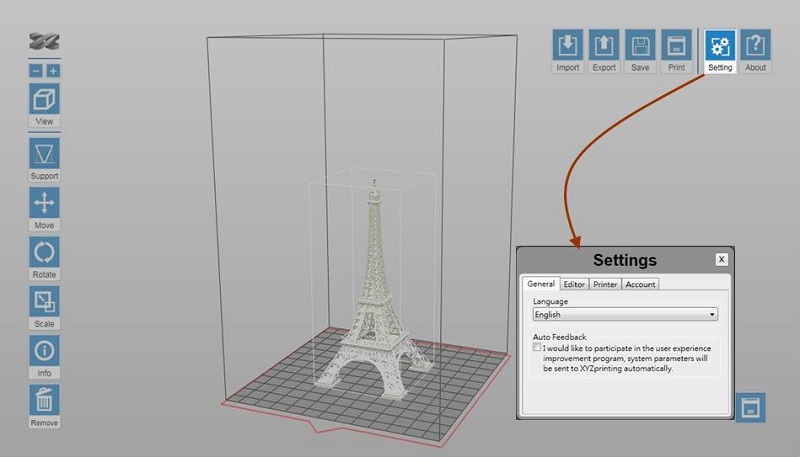
Click on below items to read more information on each setting:
Language
Select the display language of the software.
[collapse]
Display Units
Select the display unit of the workspace. You can change the display unit between cm and inch.
Note Each grid on the virtual platform illustrates 1 cm² / inch² in the actual size.
[collapse]
Auto Position
When Auto Position is selected, the software will adjust the position of the object while importing the file. The option makes sure that the objects will not overlap each other on the workspace.
When the option is not selected, all objects imported will be placed at the center of the workspace.
[collapse]
Printer Type
The change to Printer Type will be reflected at the size of workspace and options in Export and Print functions. If the Printer Type is changed after any object has been imported, the workspace will be reset.
[collapse]
Light Strength Tuning
The delicacy and solidness of prints is determined by the strength of the laser beam. You may adjust the strength of the laser’s power based on common features and purposes of your prints.
The printer prints in moderate laser power by default. You may get more delicate objects when printing with lower laser power, but the printouts may slightly weaken under force. Try post curing the parts in this case. If the objects deform easily, you may try to increase the laser power.
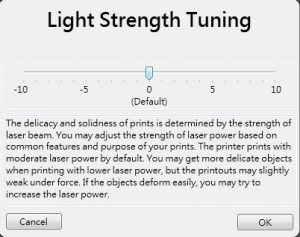
Note The function is shown only when the printer is connected.
[collapse]
Printout Scaling
To improve the dimensional accuracy of the printer, you may adjust the scale of the X/Y axis with this option. Once adjusted, the setting will be applied to all files processed later on on the same computer.
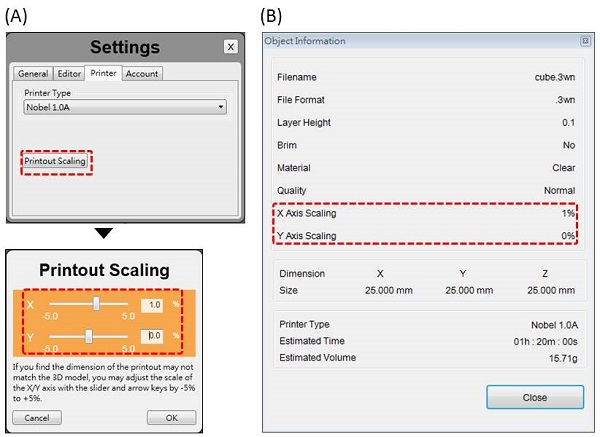
(A)Printout Scaling under Settings. (B) The scaled ratio is included in the “Info” of the file.
[collapse]
Account
Log in your XYZprinting account.
[collapse]
Grey Resin (E2)
Stampante compatibile: Nobel Superfine
Il colore scuro e opaco mostra facilmente i dettagli. Il materiale è ideale per la creazione di prototipi di uso generico.
Suggerimenti sul design del modello
Per ottenere il risultato di stampa ottimale e la riproduzione completa di tutti i dettagli del progetto, si prega di seguire, per la progettazione dei modelli, le istruzioni fornite qui.
Istruzioni per l’uso
Per garantire le performance della resina, è necessaria una miscela omogenea della resina prima di iniziare ogni lavoro di stampa. Seguire attentamente le fasi sotto riportate prima di iniziare la stampa.
Prima dell’installazione di un nuovo flacone
Seguire le istruzioni seguenti per garantire l’uniformità cromatica del materiale della resina:
Serrare saldamente il tappo originale, posizionare il flacone a testa in giù per 5 minuti e agitare i flaconi per circa 5 minuti.
Prima di ogni lavoro di stampa
Mescolare la resina rimasta nel serbatoio prima di iniziare ogni stampa.
Notare che il rivestimento di superficie sulla parte inferiore del serbatoio della resina può subire danni quando viene a contatto con strumenti affilati o duri. Seguire i metodi sotto riportati per mescolare la resina.
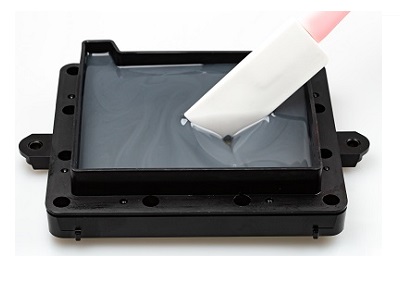
Metodo 1: mescolare la resina con un raschietto di silicone.
Metodo 2: indossare guanti impenetrabili e mescolare la resina con le dita.

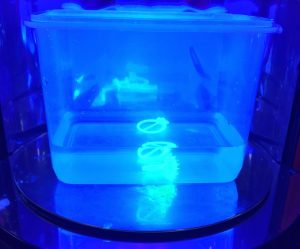
Quando la resina viene miscelata correttamente, deve assomigliare all’immagine seguente:
Nota » Prestare particolare attenzione quando si mescola la resina. Evitare di graffiare il rivestimento sulla parte inferiore del serbatoio. » Controllare il livello della resina nel serbatoio prima della stampa. Riempire la resina fino a quando il materiale non raggiunge il segno "Max" sul serbatoio.» Se la resina nel flacone è rimasta inutilizzata per più di 24 ore, sostituire il tappo originale e capovolgere il flacone, quindi scuotere il flacone per circa 5 minuti rispettivamente prima della stampa.
Conservazione della resina non polimerizzata
La resina non essiccata all’interno del serbatoio non deve essere esposta alla luce. Se la resina nel serbatoio deve rimanere inutilizzata per più di 24 ore, riporla in un contenitore pulito dopo averla filtrata. Evitare l’esposizione alla luce del sole o ai raggi UV.

Versare nuovamente la resina nel serbatoio relativo prima della stampa successiva.
Nota » Contenitori di polipropilene opaco sono raccomandati per lo stoccaggio delle resine. » Capovolgere e agitare il contenitore della resina inutilizzato per circa 5 minuti prima di versarlo nuovamente nel serbatoio appena prima della stampa successiva.
Consigli sulla finitura
Fare riferimento alla guida completa qui per la post-elaborazione.
Modalità Manuale
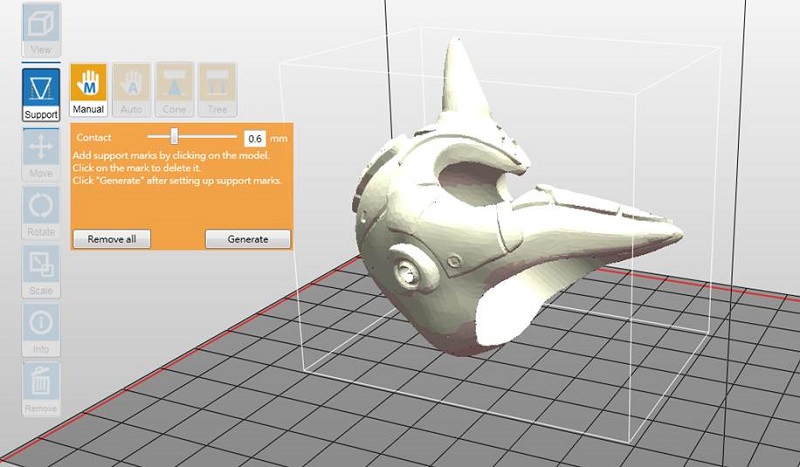
È possibile costruire i supporti da zero con la modalità manuale, oppure utilizzarla per regolare i supporti generati nella Modalità automatica.
Nella Modalità automatica, tutti i supporti hanno le stesse dimensioni nei punti di contatto. Tuttavia, può essere necessario modificare le dimensioni del contatto in base alle caratteristiche dell’oggetto.
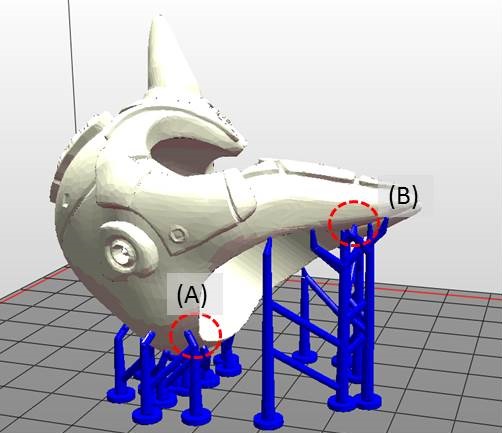
(A) Può essere necessario un contatto maggiore per la parte pesante.
(B) Un contatto minore è sufficiente a supportare una struttura più leggera. Inoltre, è più pratico per la post-elaborazione.
Per modificare i supporti manualmente
Fase 1: ridimensionare, ruotare e/o spostare l’oggetto nel modo in cui si desidera stamparlo.
Tuttavia, se sono già stati generati supporti con la Modalità automatica, è possibile spostare l’oggetto solo orizzontalmente. Altre regolazioni dell’oggetto porteranno al ripristino dei supporti.
Fase 2: configurare le impostazioni seguenti in base alle caratteristiche dell’oggetto.
Se sono stati aggiunti supporti nella Modalità automatica, verranno visualizzati come punti blu nella modalità di modifica manuale.
Per aggiungere un supporto, è sufficiente selezionare una dimensione opportuna del punto di contatto, quindi fare clic sul modello nelle sporgenze.
Per eliminare il supporto, è sufficiente fare clic sul segno di supporto (il punto blu).
Fase 3: fare clic su “Genera” per completare la modifica.
Nota » Quando sulla piattaforma è presente più di un oggetto, sarà necessario selezionare uno dei modelli prima di poter lanciare le opzioni di supporto. » Se l'oggetto viene ridimensionato, ruotato o spostato verticalmente, la struttura di supporto verrà ripristinata. Configurare nuovamente i supporti.
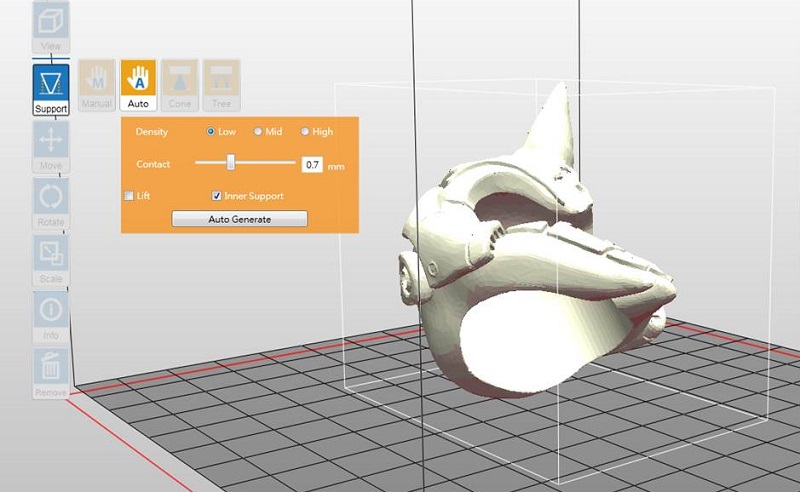
Modalità Automatica
Nella Modalità automatica, il software analizzerà le funzionalità del modello e aggiungerà strutture di supporto nei punti necessari.
Per aggiungere supporti automaticamente
Fase 1: ridimensionare, ruotare e/o spostare l’oggetto nel modo in cui si desidera stamparlo.
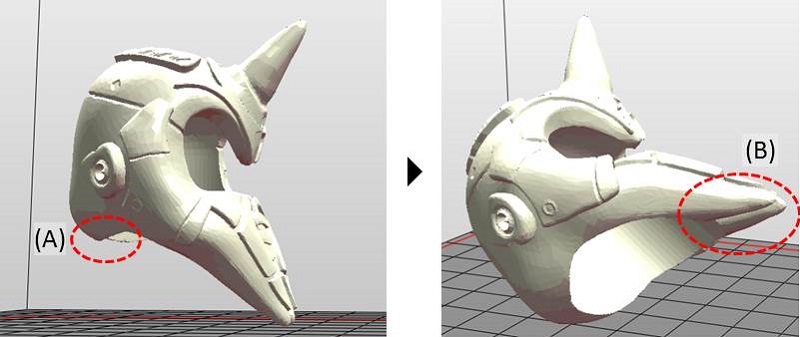
L’orientamento dell’oggetto è particolarmente essenziale per una stampa di successo. L’oggetto sopra è stato ruotato per evitare i problemi seguenti:
(A) La parte più pesante è lontana dal fondo
Gli oggetti possono cadere facilmente quando la parte più pesante è lontana dal fondo, a causa della forza di distacco. Inoltre, possono essere necessari supporti pesanti per sostenere saldamente l’intero oggetto. La pratica migliore è quella di ruotare l’oggetto per spostarne la parte più pesante sul fondo.
(B) Strutture orizzontali
A causa della natura della tecnologia di stampa SLA, le strutture orizzontali sopra la piattaforma possono determinare pendenze tra i supporti.
Fase 2: configurare le impostazioni seguenti in base alle caratteristiche dell’oggetto.
Densità: Strutture sovrastanti di grandi dimensioni richiederanno più strutture di supporto. Tuttavia, più strutture di supporto significano tempi di stampa più lunghi.
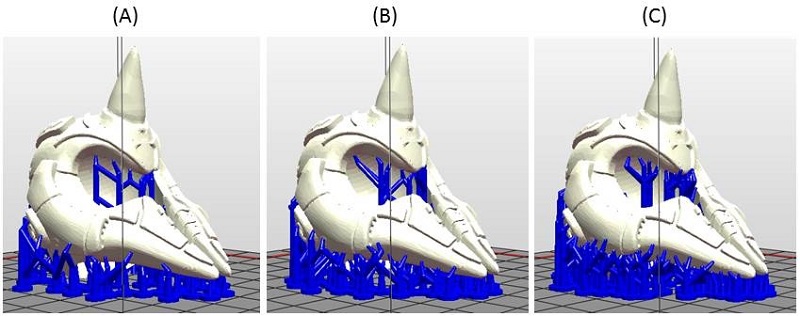
(A) Bassa densità
(B) Media densità
(C) Alta densità
Contatto: un punto di contatto più spesso determinerà una resistenza superiore ma può richiedere maggiore sforzo per la rimozione nelle fasi di post-elaborazione.
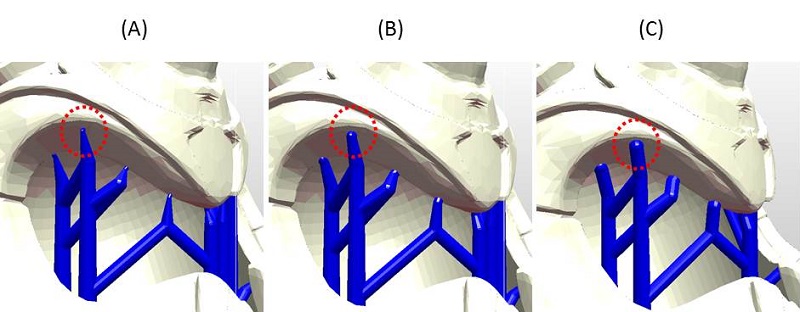
(A) Contatto piccolo / 0,4 mm
(B) Contatto medio / 0,9 mm
(C) Contatto grande / 1,3 mm
Solleva: sollevare gli oggetti sopra la piattaforma di stampa è necessario per gli oggetti senza alcuna superficie piatta o non idonei alla posa sulla piattaforma. Assicurarsi di verificare se i supporti sono sufficienti a sostenere gli oggetti sulla piattaforma prima della stampa.
Supporto interno: per gli oggetti con una struttura interna sporgente, verranno aggiunti supporti quando viene selezionato “Supporto interno”. Tuttavia il supporto all’interno può essere difficoltoso da rimuovere per alcune strutture con piccole aperture, può quindi essere opportuno considerare la stampa senza supporto interno.

(A) Senza supporto interno
(B) Con supporto interno
Fase 3: fare clic su “Generazione automativa” per aggiungere i supporti.
Nota » Quando sulla piattaforma è presente più di un oggetto, sarà necessario selezionare uno dei modelli prima di poter lanciare le opzioni di supporto. » Se l'oggetto viene ridimensionato, ruotato o spostato verticalmente, la struttura di supporto verrà ripristinata. Configurare nuovamente i supporti. » Per modificare le dimensioni o la posizione della struttura di supporto individuale, modificarle nella Modalità manuale.
Supporto dell'albero
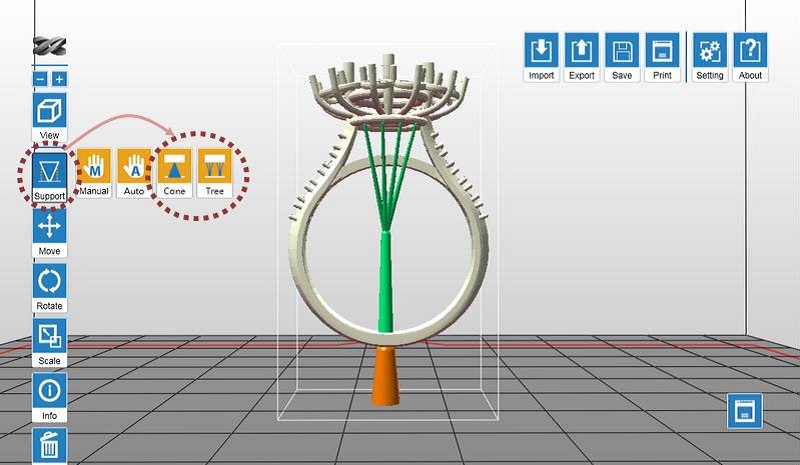
Il supporto dell’albero è una nuova funzione di supporto in XYZware_Nobel. Esegui l’aggiornamento al software più recente per utilizzare questa funzione.
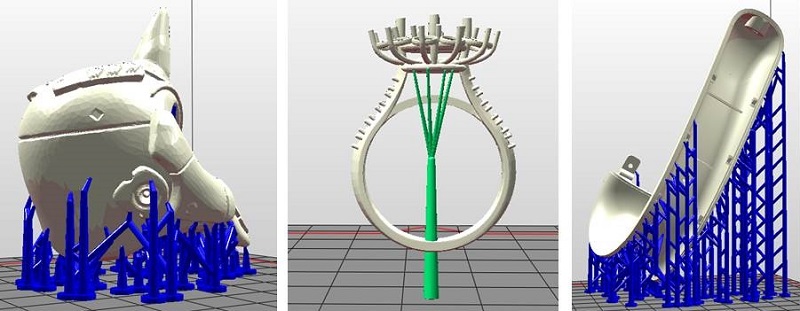
I supporti dell’albero collegano i tuoi oggetti 3D con pochissimo contatto. Sono adatti a supportare i dettagli dei design di gioielli.
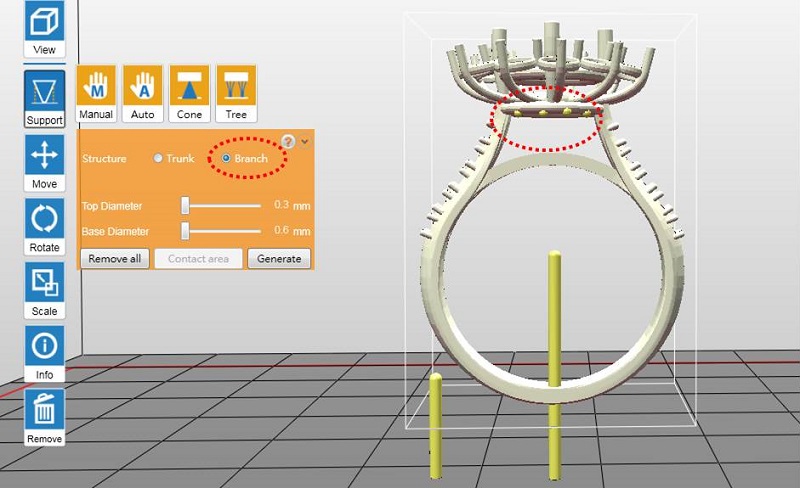
Struttura dei supporti dell’albero
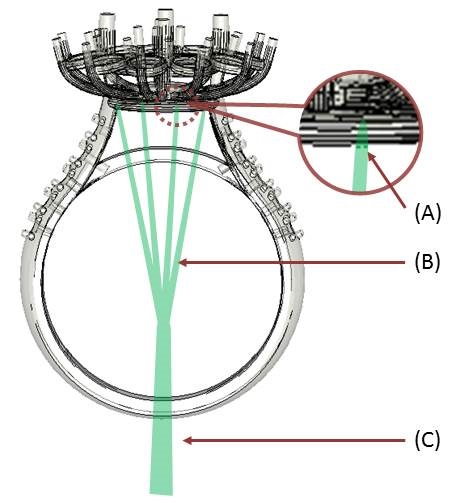
(A) Area di contatto: l’area di contatto in cui il supporto dell’albero si collega agli oggetti. Può essere necessaria un’area di contatto maggiore per gli oggetti pesanti.
(B) Ramo: il supporto sottile direttamente a contatto con gli oggetti.
(C) Tronco: la base del supporto dell’albero.
Per aggiungere i supporti dell’albero
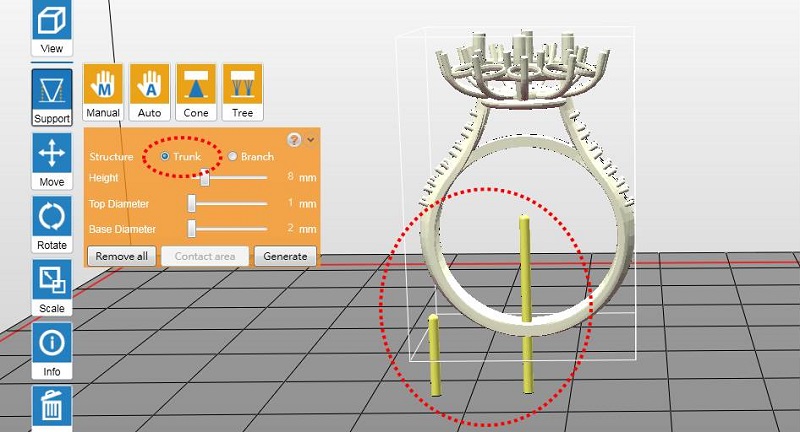
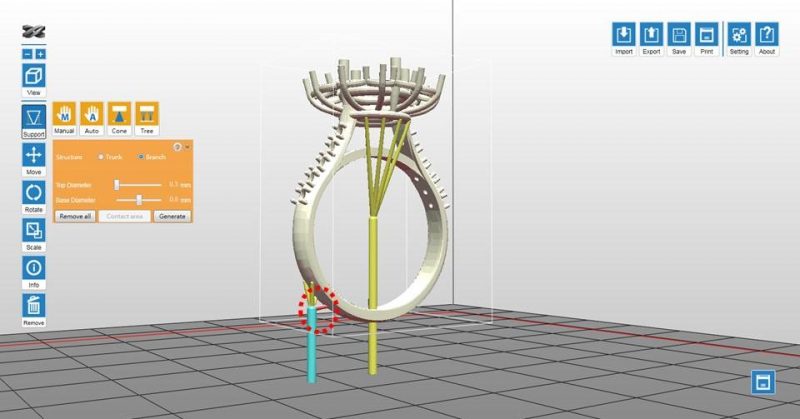
Fase 1: imposta il tronco
Fai clic sulla posizione desiderata sulla piattaforma per aggiungere un tronco.
Per spostare un tronco, fai clic e trascina il tronco.
Per eliminare un tronco, fai clic direttamente su di esso.

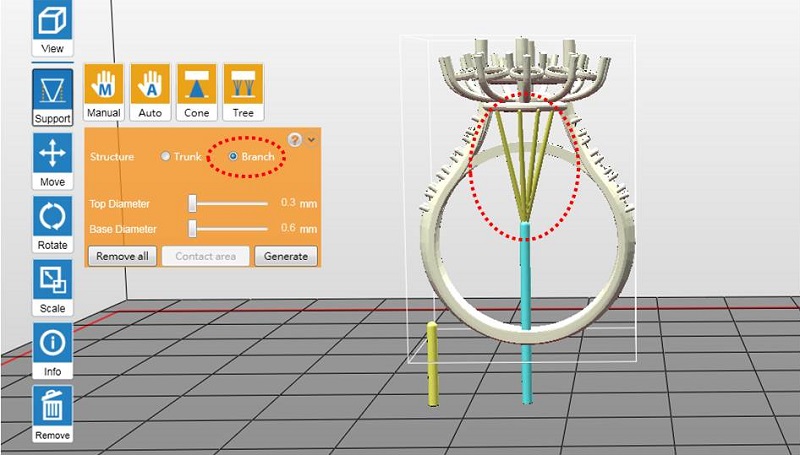
Fase 2: imposta i rami
Passa all’impostazione “Branch” (Ramo). Fai clic sul tronco target. Fai clic sulle strutture sovrastanti sul modello per aggiungere rami al tronco selezionato.
Per eliminare un ramo, fai clic sul bastone sottile per eliminarlo.
Fase 3: fai clic su “Generate” (Genera) dopo aver impostato tutti i contrassegni
Fase 4: regola l’area di contatto dei rami, se necessario
Per regolare l’area di contatto di rami, torna alla funzione menu “Supporto” > “Albero” e seleziona il pulsante “Area di contatto”
Fai clic sul ramo target (il ramo selezionato diventerà blu) e trascina la barra di scorrimento per regolare l’area di contatto.
Fai clic su “Done” (Fatto) una volta regolata l’area di contatto di tutti i coni.
Suggerimento Per regolare tutti i rami collegati a un tronco contemporaneamente, fai clic sul pulsante "Area di contatto", quindi fai clic sul tronco per selezionare tutti i rami.
Avviso
1. Quando non è selezionato nessun tronco, i rami saranno visualizzati come contrassegni gialli. Basta fare clic su un tronco e i contrassegni dei rami saranno collegati al tronco selezionato.
2. Il contrassegno del ramo sarà più alto della parte superiore del tronco selezionato.
3. Il contrassegno del ramo è disabilitato se non è disponibile alcun tronco.
4. I rami con una pendenza maggiore di 45 gradi saranno visualizzati in rosso, in quanto potrebbero spostarsi durante il processo di stampa.
5. I tronchi senza alcun ramo saranno eliminati durante la generazione dei supporti.
Supporto del Cono
Il supporto del cono è una nuova funzione di supporto in XYZware_Nobel. Esegui l’aggiornamento al software più recente per utilizzare questa funzione.
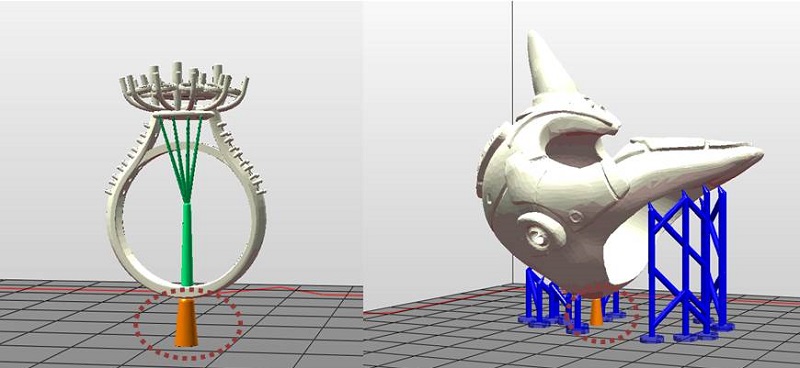
Il supporto del cono è più spesso del supporto originale. È ideale per aggiungere spine di colata alla base delle stampe colabili. Quando si utilizza il supporto del cono come spina di colata, basta lasciarlo sulle stampe per la fusione.
Il supporto del cono fornisce inoltre una migliore aderenza alla piattaforma, rendendolo uno strumento utile per fissare la base di oggetti pesanti alla piattaforma. Quando il supporto del cono viene aggiunto all’oggetto, si raccomanda di levigarlo per una migliore finitura di superficie.
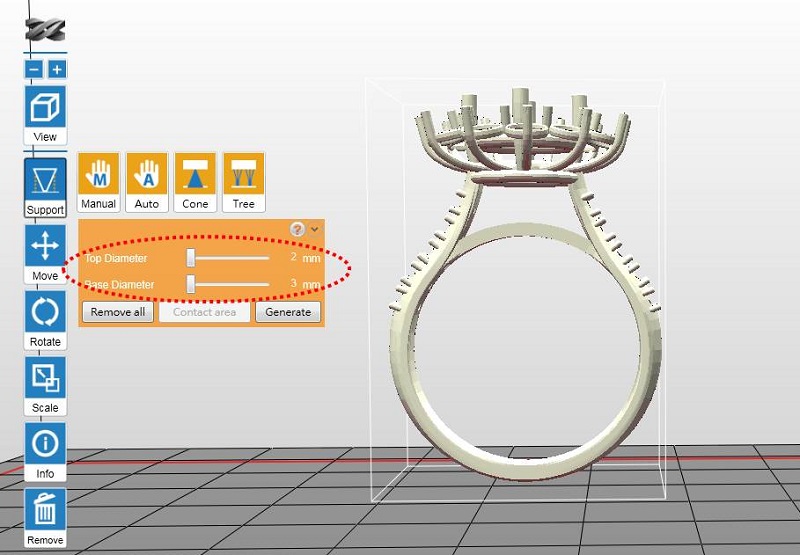
Struttura dei supporti dei coni
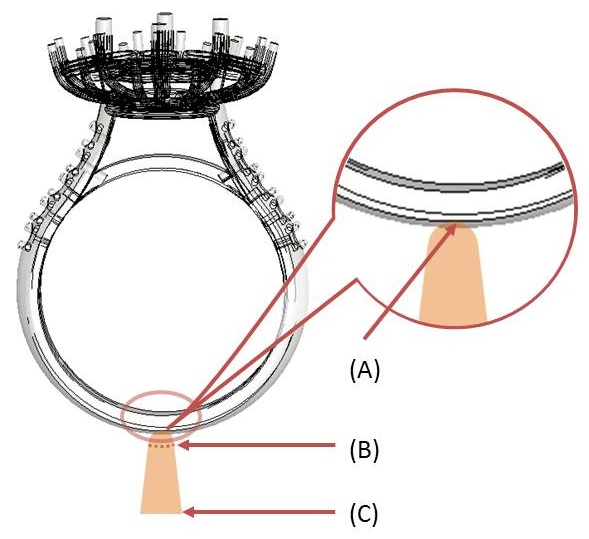
(A) Area di contatto: può essere necessaria un’area di contatto maggiore per gli oggetti pesanti.
(B) Diametro superiore: diametro minimo: 2 mm.
(C) Diametro della base: diametro minimo: 3 mm. Il diametro di base del supporto deve essere maggiore di almeno 1 mm del diametro superiore.
Per aggiungere supporti dei coni
Fase 1: imposta i contrassegni dei coni (mostrati come punti arancioni)
Fai clic sulle strutture sovrastanti sul modello per aggiungere i contrassegni dei coni. Per eliminare il contrassegno del cono, fai clic sul punto arancione per eseguire la rimozione.

Fase 2: genera la struttura del cono
Genera il cono: fai clic su “Genera” dopo aver impostato i contrassegni del cono.
Fase 3: regola l’area di contatto del supporto del cono, se necessario
Per regolare l’area di contatto del supporto del cono, torna alla funzione menu “Supporto” > “Cono” e seleziona il pulsante “Area di contatto”.
Fai clic sul cono target (il cono selezionato diventerà blu) e trascina la barra di scorrimento per regolare l’area di contatto.
Fai clic su “Fatto” una volta regolata l’area di contatto di tutti i coni.
Avviso
1. Il supporto del cono è disponibile solo quando la struttura sovrastante è al di sopra della piattaforma di almeno 6 mm. Il software solleverà l’oggetto quando necessario.
2. Il diametro del supporto, una volta aggiunto, è fisso. Per regolare il supporto, elimina il contrassegno, modifica i diametri e aggiungi nuovamente il contrassegno del cono.