Stampante compatibile: Nobel Superfine
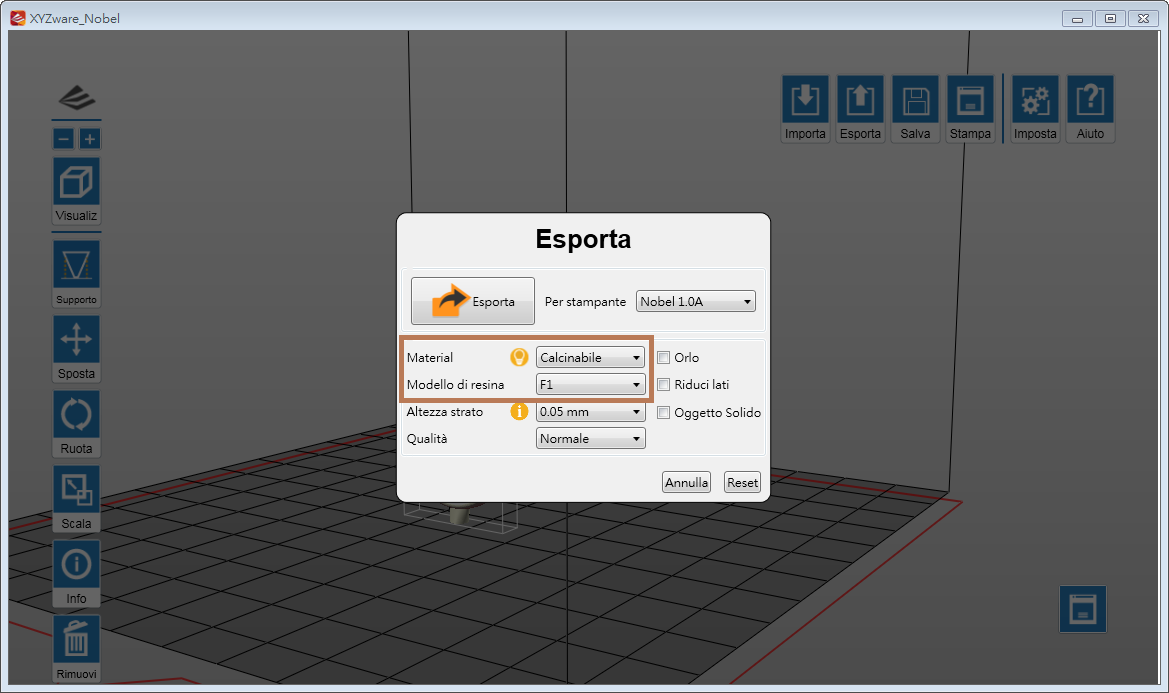
Modelo de resina: D3
Il materiale rigido e resistente mostra elevata rigidità, rendendola resistente alle deformazioni. Il materiale tecnico è adatto per la prototipazione di oggetti a pareti sottili.
Suggerimenti sul design del modello
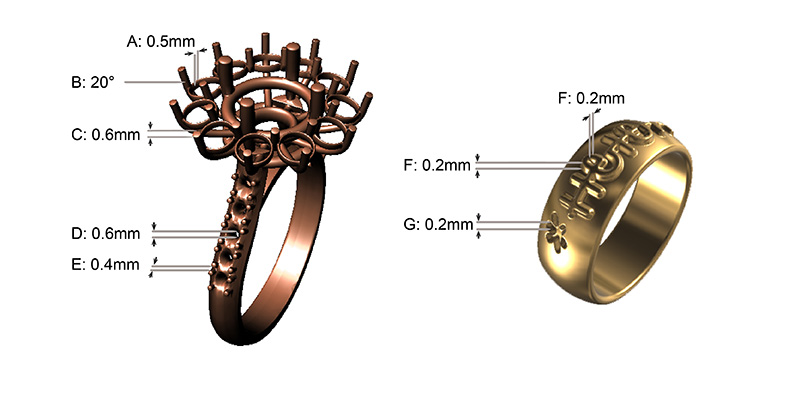
Per ottenere il risultato di stampa ottimale e la riproduzione completa di tutti i dettagli del progetto, si prega di seguire, per la progettazione dei modelli, le istruzioni fornite qui di seguito.
| Caratteristiche | Minimo | |
|---|---|---|
| Spessore parete | Pareti più sottili del valore raccomandato potrebbero deformarsi o spezzarsi durante il processo di distacco. | ≥0,3mm |
| Angolo parti sporgenti | Per le strutture sporgenti con un angolo di inclinazione superiore ai limiti raccomandati sono necessarie strutture di supporto. In caso contrario la struttura sporgente potrebbe deformarsi o spezzarsi. | ≥20° |
| Diametro minimo filo verticale | Reti o fili più sottili del valore raccomandato potrebbero deformarsi o spezzarsi durante il processo di distacco. | ≥0,3mm |
| Diametro foro | Fori più piccoli di quanto raccomandato potrebbero trattenere resina nell’oggetto o chiudersi durante la stampa. | ≥0,5mm |
| Spazio vuoto | Spazi vuoti di dimensioni inferiori al valore raccomandato potrebbero fondere e chiudersi durante la stampa. In tal modo le parti mobili potrebbero non funzionare. | ≥0,2mm |
| Dettaglio in rilievo | Dettagli di questo tipo con altezza e spessore inferiore al valore raccomandato potrebbero non risultare visibili sulla stampa. | ≥0,1mm |
| Dettaglio inciso | Dettagli di questo tipo con altezza e spessore inferiore al valore raccomandato potrebbero non risultare visibili sulla stampa. | ≥0,1mm |
Nota » La raccomandazione si basa sul risultato di stampa con altezza strato di 0,05 & 0,025 mm. » Evitare di graffiare il fondo del serbatoio con uno strumento appuntito. Il rivestimento potrebbe danneggiarsi. La superficie del serbatoio danneggiata può influire sulla qualità di stampa.
Consigli sulla finitura
Pulizia
Dopo aver rimosso l’oggetto stampato dalla piattaforma, pulirlo con alcol etilico in concentrazione superiore al 95%.
Risciacquare accuratamente gli oggetti con alcol puro, strofinando delicatamente la superficie.
Nota » Non immergere l'elemento stampato nell'alcool per oltre 10 minuti, in quanto l'alcool potrebbe erodere la struttura dell'elemento, danneggiandolo.
Lasciare asciugare all’aperto l’alcool sulla superficie
Vi saranno residui alcool sulla superficie dell’elemento stampato una volta lavato.
Continuare a tenere l’elemento stampato dopo che è stato lavato e non eseguire la post-polimerizzazione finché non si verifica che l’alcool si è completamente volatilizzato. Dopo l’alcool si asciuga all’aperto, verificare attentamente che non vi sia alcun residuo di resina nelle caratteristiche. Assicurarsi di rimuovere la resina non polimerizzata per evitare che si ostruiscano i dettagli di design del modello originale.
Post-polimerizzazione
L’oggetto stampato prodotto con la resina deve essere post-polimerizzato utilizzando la luce UV per garantire che il materiale sia completamente polimerizzato per ottenere le migliori proprietà del materiale. Inoltre, eseguire la post-polimerizzazione dell’oggetto NON APPENA evaporato l’alcol sulla superficie.
In condizioni di lunghezza d’onda UV a 375~405 nm e intensità di radiazione di 11~12 mW/cm², si consiglia di eseguire la post-polimerizzazione dell’oggetto per 10 minuti.
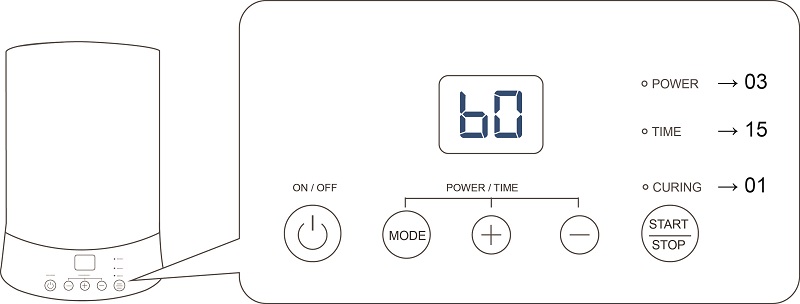
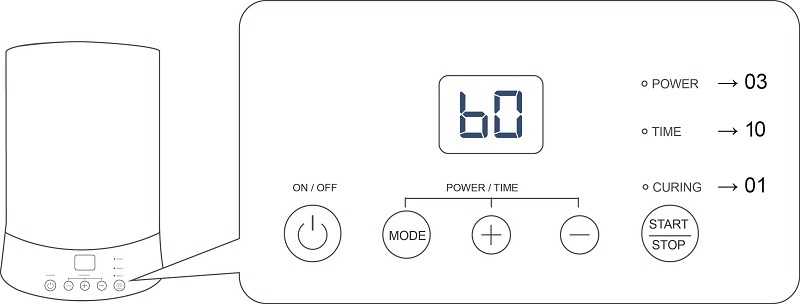
Quando si usa la camera di polimerizzazione UV XYZprinting, eseguire le seguenti impostazioni:
Rimozione del supporto
Utilizzare strumenti per tagliare il supporto piuttosto che tirando direttamente (tirando si può facilmente danneggiare la superficie dell’elemento).
Conservazione della resina non polimerizzata
La resina non polimerizzata all’interno del serbatoio di resina non deve essere esposta alla luce. La resina non polimerizzata può essere conservata in un contenitore opaco una volta filtrata. Versare di nuovo la resina nel serbatoio prima della successiva stampa.