Stampante compatibile: Nobel 1.0A
Modelo de resina: F1
Le proprietà della resina calcinabile sono simili a quelli della cera. Non rimane alcun residuo di cenere una volta riscaldata ed è adatta per fusione a cera persa, procedure di risparmio, ovvero modellazione della cera usata nel processo di produzione convenzionale.
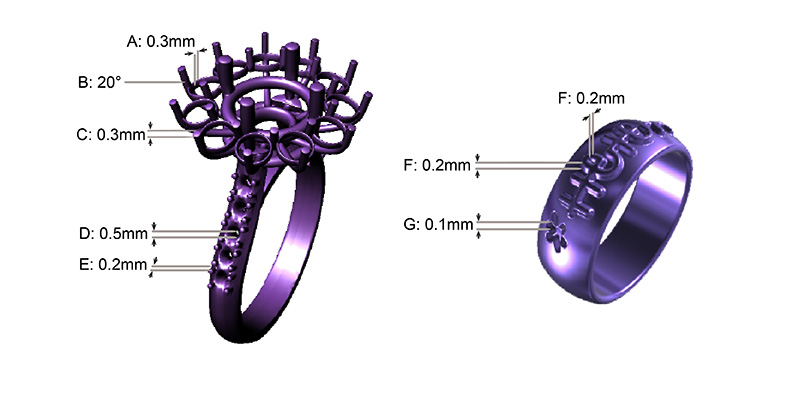
Suggerimenti sul design del modello
Le proprietà della resina calcinabile sono simili a quelle della cera, in quanto entrambi sono strutturalmente morbide e fragili e la stampa può rompersi facilmente a causa della forza di trazione durante il processo di stampa. Seguire i suggerimenti di design di seguito per una stampa ottimizzata.
| # |
Caratteristiche |
Minimo |
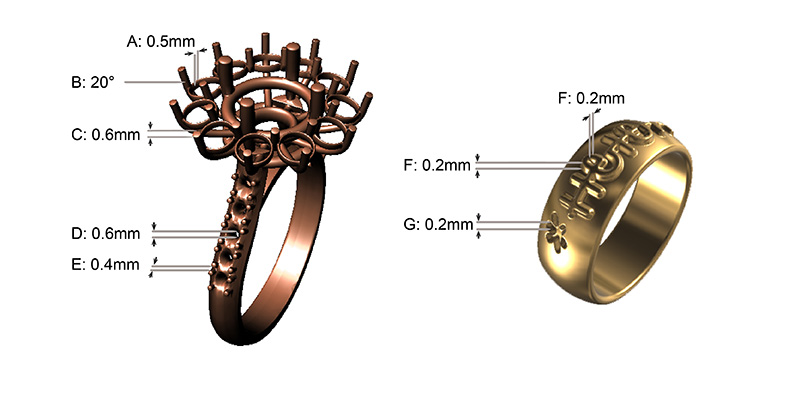
| A |
Spessore parete |
Pareti più sottili del valore raccomandato potrebbero deformarsi o spezzarsi durante il processo di distacco. |
≥0,5mm |
| B |
Angolo parti sporgenti |
Per le strutture sporgenti con un angolo di inclinazione superiore ai limiti raccomandati sono necessarie strutture di supporto. In caso contrario la struttura sporgente potrebbe deformarsi o spezzarsi. |
≥20° |
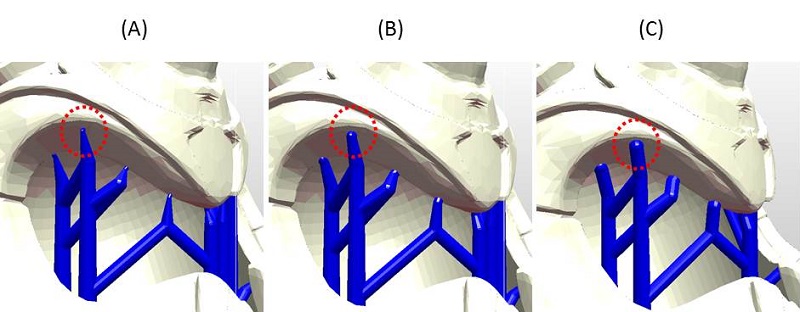
| C |
Diametro minimo filo verticale |
Reti o fili più sottili del valore raccomandato potrebbero deformarsi o spezzarsi durante il processo di distacco. |
≥0,6mm |
| D |
Diametro foro |
Fori più piccoli di quanto raccomandato potrebbero trattenere resina nell’oggetto o chiudersi durante la stampa. |
≥0,6mm |
| E |
Spazio vuoto |
Spazi vuoti di dimensioni inferiori al valore raccomandato potrebbero fondere e chiudersi durante la stampa. In tal modo le parti mobili potrebbero non funzionare. |
≥0,4mm |
| F |
Dettaglio in rilievo |
Dettagli di questo tipo con altezza e spessore inferiore al valore raccomandato potrebbero non risultare visibili sulla stampa. |
≥0,2mm |
| G |
Dettaglio inciso |
Dettagli di questo tipo con altezza e spessore inferiore al valore raccomandato potrebbero non risultare visibili sulla stampa. |
≥0,2mm |
Nota
» I valori raccomandati sono riferiti a risultati di stampa con resina calcinabile e un'altezza dello strato di 0,025 mm.
» Evitare di graffiare il fondo del serbatoio con uno strumento appuntito. Il rivestimento potrebbe danneggiarsi. La superficie del serbatoio danneggiata può influire sulla qualità di stampa.
Installazione boccetta di resina
La boccetta di resina è stata cambiata per compatibilità di un altro modello di stampante. La boccetta potrebbe essere più sottile. Collocare la boccetta di resina al centro dello slot cartidge per un migliore rilevamento dell’etichetta.

Impostazioni software
Consigli sulle impostazioni di stampa
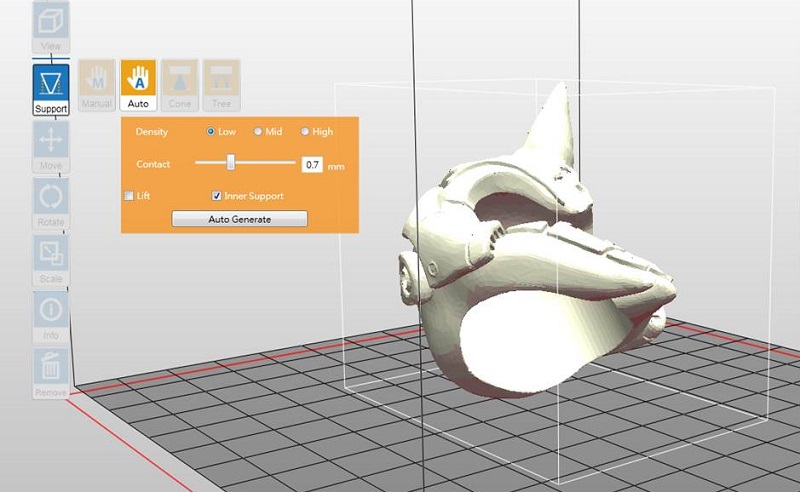
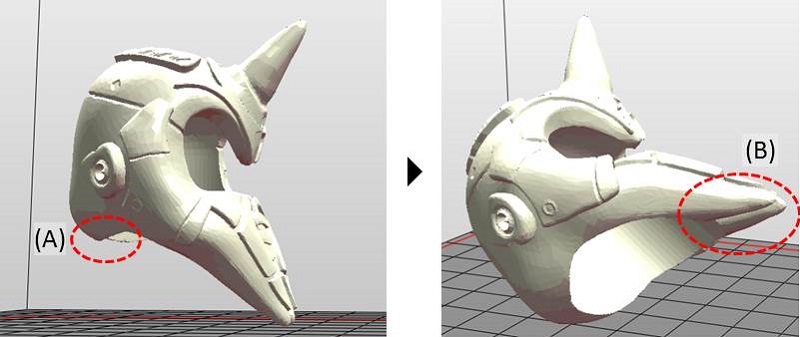
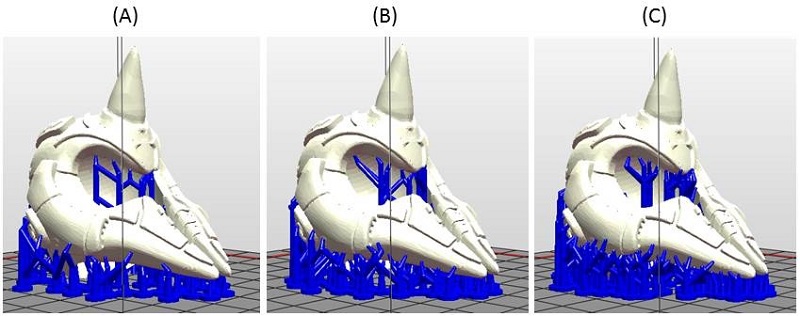
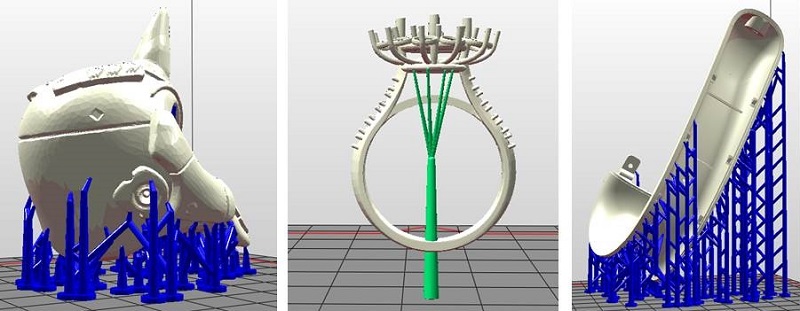
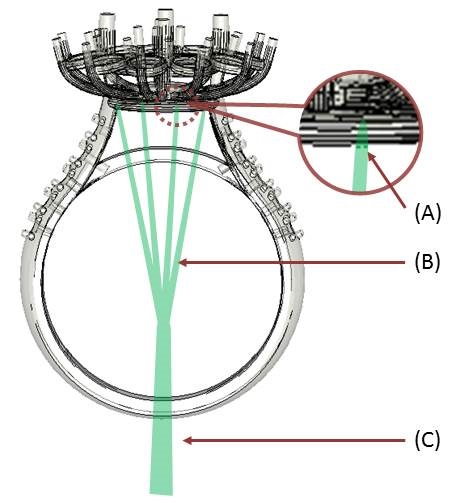
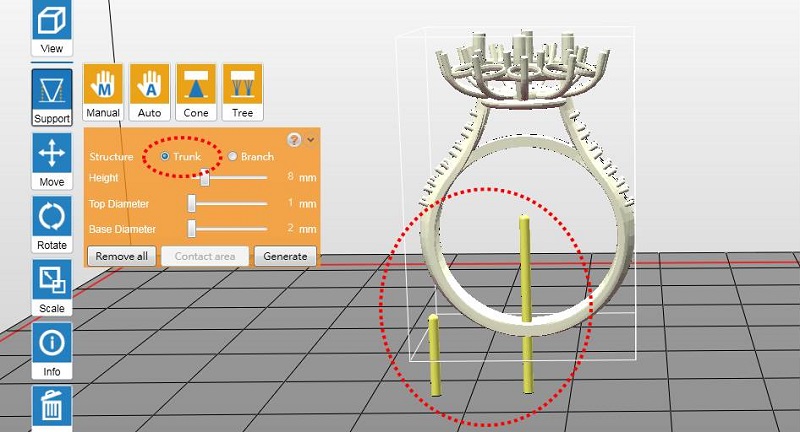
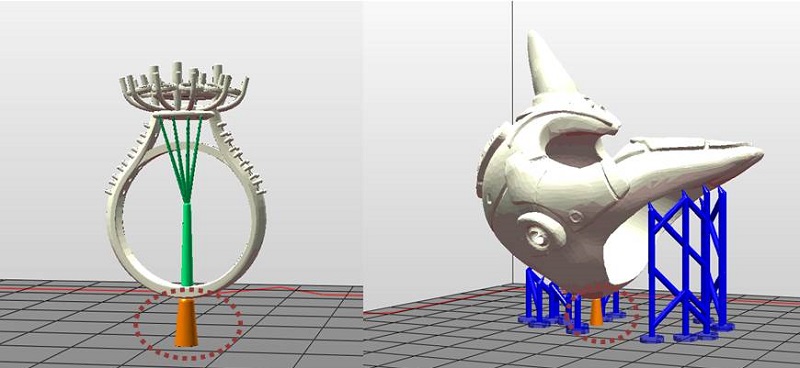
Come per l’uso della resina per scopi generici, quando vi sono sporgenze nel modello o quando l’area di contatto con la piattaforma è ridotta, sono necessarie delle strutture di supporto aggiuntive per assicurarsi che l’oggetto possa essere stampato completamente.
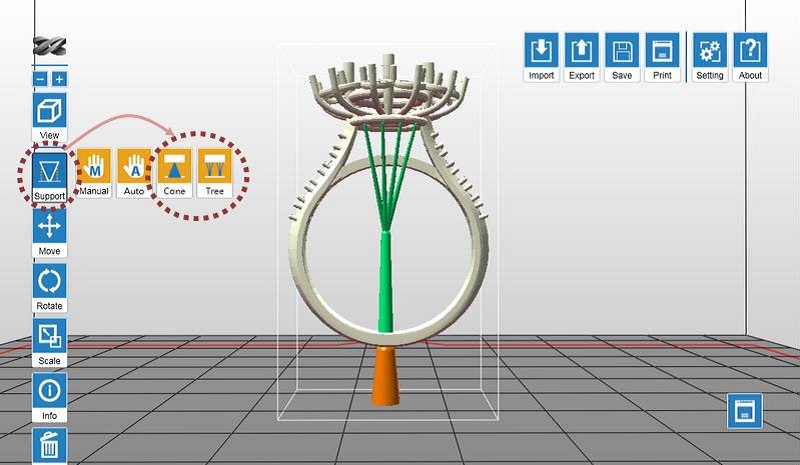
Il software di stampa XYZware_Nobel dispone di una funzione di “supporto automatico”, che può essere utilizzata per analizzare la struttura del modello e generare automaticamente le strutture controventate. A volte potrebbe essere necessario utilizzare la modalità “manuale” per aggiungere più supporti e garantire l’adesione dell’oggetto.
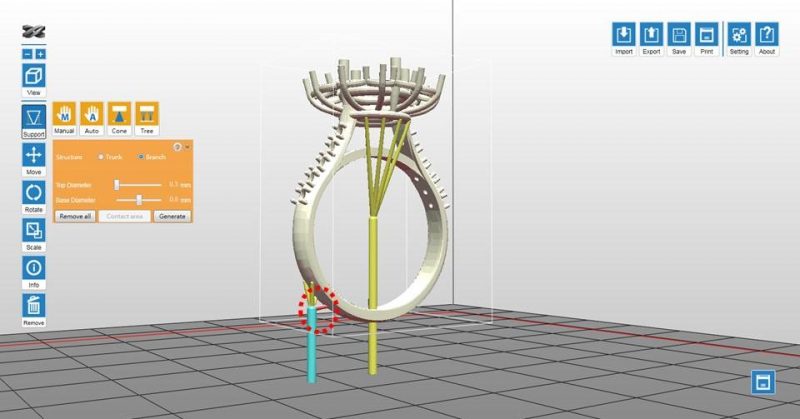
In caso di errore di stampa, modificare la posizione dell’oggetto e regolare l’impostazione dell’angolo e delle strutture controventate.
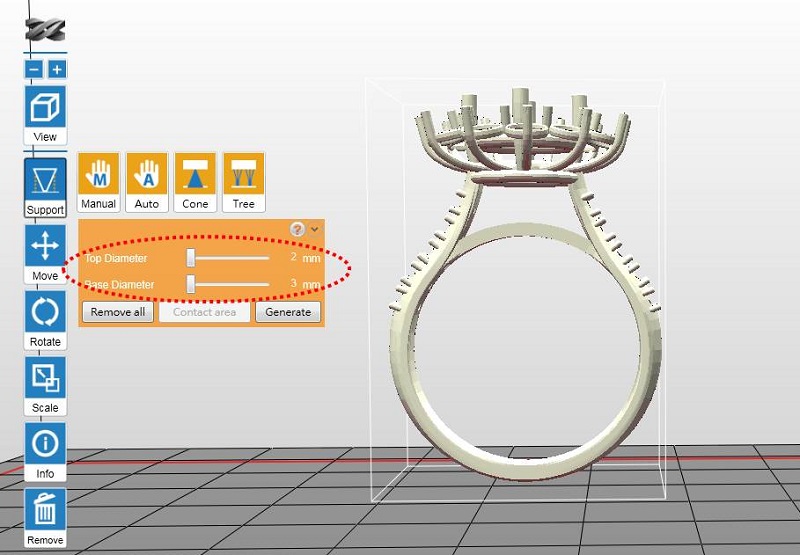
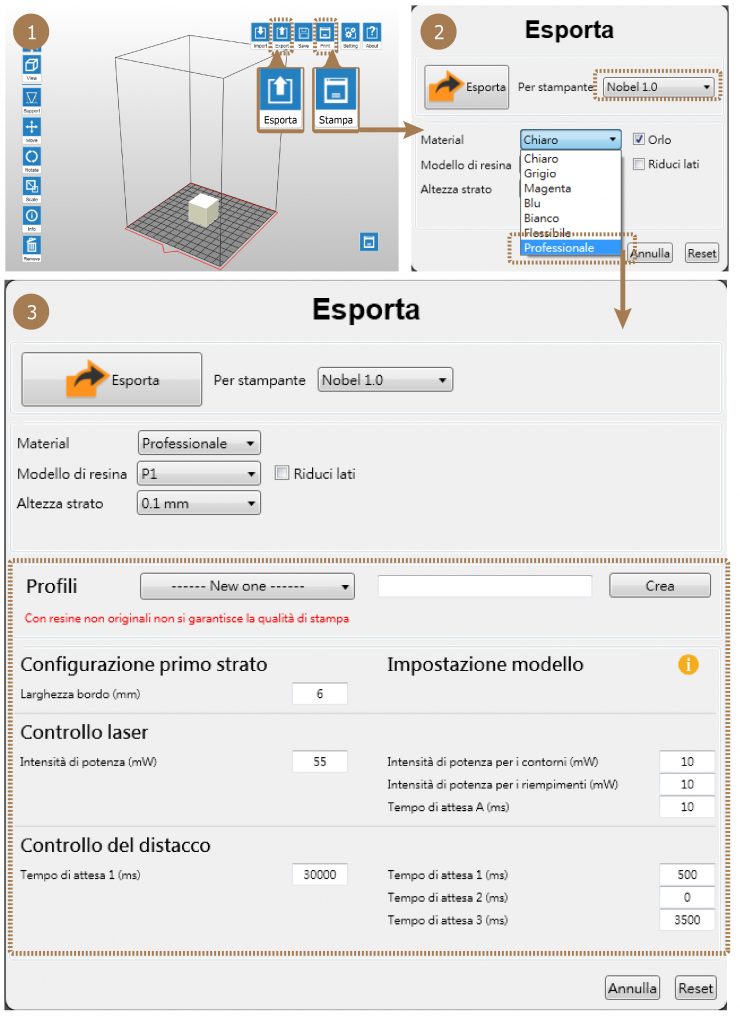
Impostazioni per sezionamento
Seguire le selezioni di seguito per la stampa con questo materiale e selezionare “F1” per “Modello di resina”.
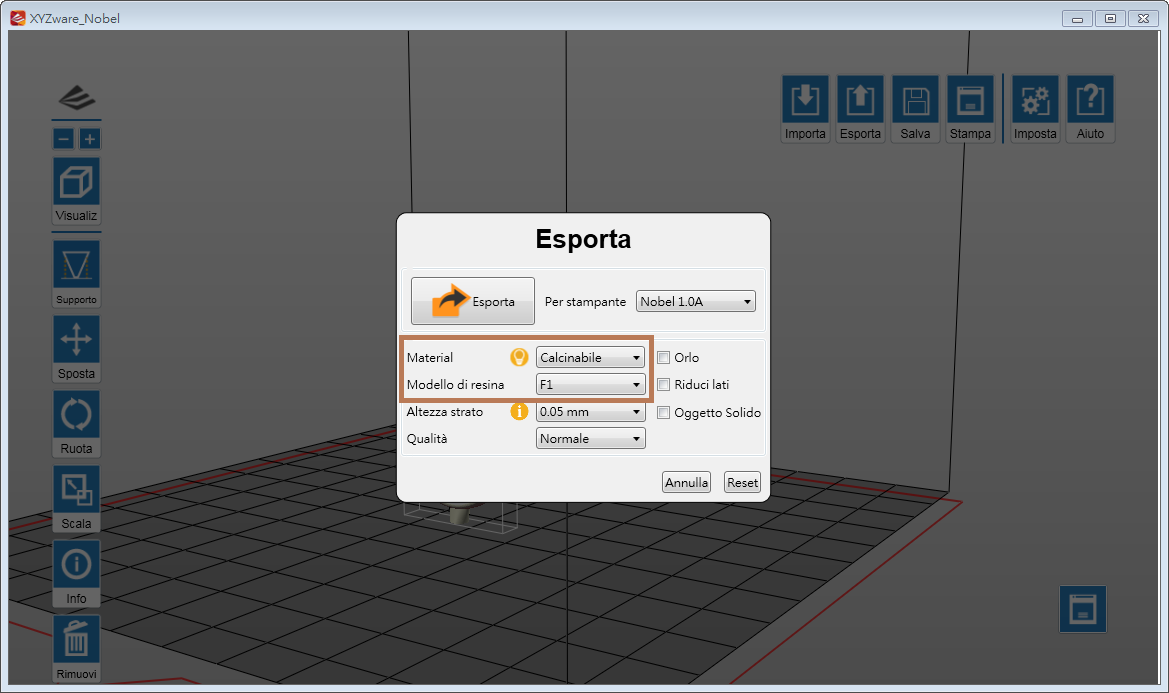
I parametri di stampa sono leggermente diversi tra parete sottile e oggetti solidi. Per la qualità di stampa ottimale, selezionare “Oggetto solido” durante la stampa dei modelli con tale caratteristica.
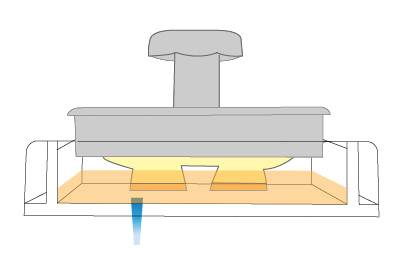
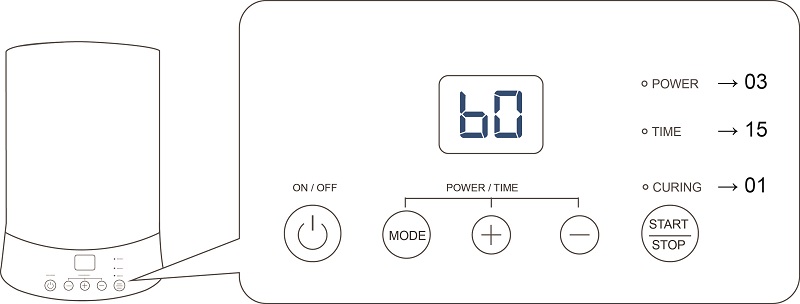
Processo di calcinazione consigliato
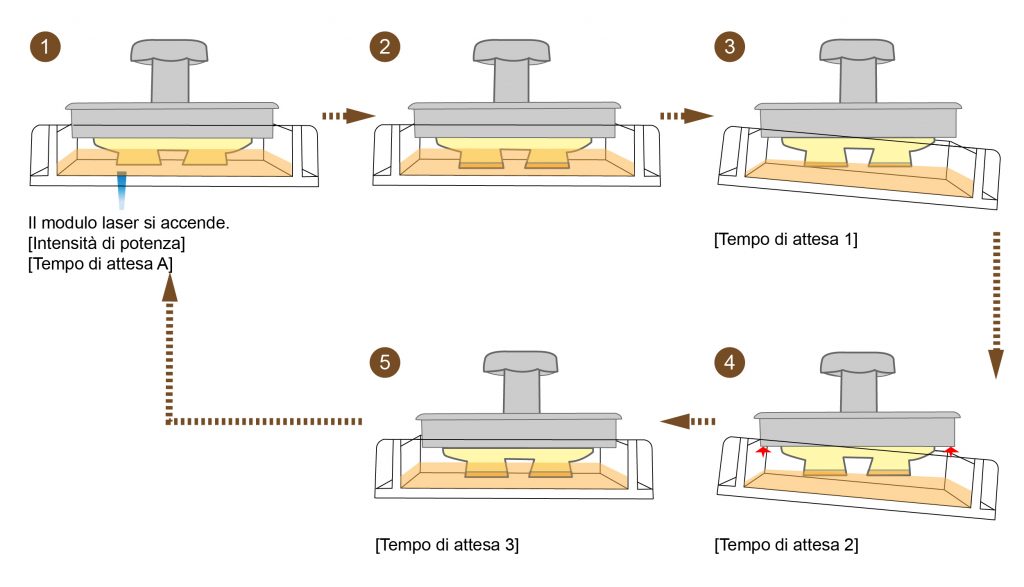
Quando si esegue la fusione delle stampe, si può lavorare in base ai suggerimenti di controllo della temperatura, come descritto nel seguente schema, in modo da garantire la combustione completa della resina e una superficie liscia e senza difetti dell’oggetto di fusione.

Consigli sulla finitura
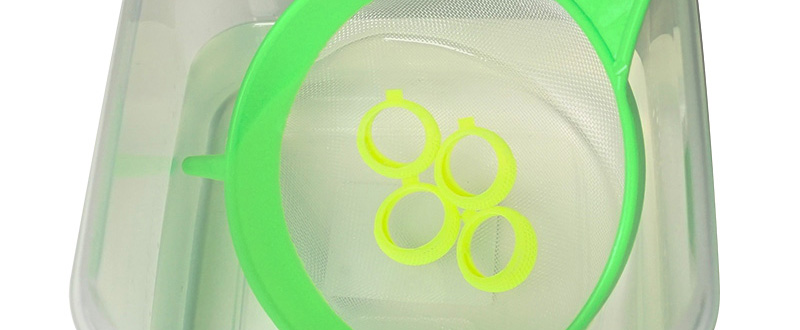
Pulizia
Dopo aver rimosso l’oggetto stampato dalla piattaforma, pulirlo con alcool etilico in una concentrazione superiore al 75%. Durante il processo di pulizia, si consiglia di utilizzare una rete per tenere l’elemento stampato e immergere la rete nell’alcool per pulire il residuo di resina dalla superficie dell’elemento stampato.
Spruzzare alcol sulle strutture dettagliate con uno spray per eliminare la resina non polimerizzata.
Rimuovere l’elemento stampato dall’alcool una volta pulito e attendere che l’alcool presente sulla superficie evapori.
Nota
» A causa della fragilità di questa resina, non utilizzare una spazzola per pulire l'elemento stampato. Si potrebbe graffiare la superficie dell'elemento stampato.
» Non immergere l'elemento stampato nell'alcool per oltre 10 minuti, in quanto l'alcool potrebbe erodere la struttura dell'elemento, danneggiandolo.
» È normale che si verifichi dissolvenza dopo che l'elemento stampato viene immerso nell'alcool. La dissolvenza non influisce sul risultato della fusione.
Lasciare asciugare all’aperto l’alcool sulla superficie
Vi saranno residui alcool sulla superficie dell’elemento stampato una volta lavato.
Continuare a tenere l’elemento stampato dopo che è stato lavato e non eseguire la post-polimerizzazione finché non si verifica che l’alcool si è completamente volatilizzato. Dopo l’alcool si asciuga all’aperto, verificare attentamente che non vi sia alcun residuo di resina nelle caratteristiche. Assicurarsi di rimuovere la resina non polimerizzata per evitare che si ostruiscano i dettagli di design del modello originale.
Nota
» Se la polimerizzazione viene eseguita quando sono ancora presenti residui di alcool sulla superficie dell'elemento stampato, la superficie appare bianca e nebulosa, influendo sul risultato della fusione.
Post-polimerizzazione
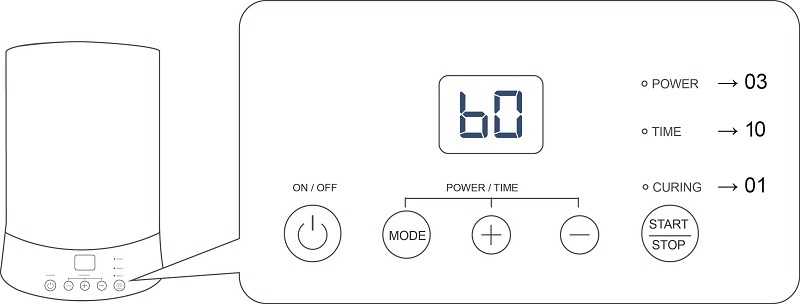
L’elemento stampato prodotto dalla resina calcinabile deve essere sottoposto a post-polimerizzazione tramite luce UV per garantire la durezza per la fusione a cera persa.
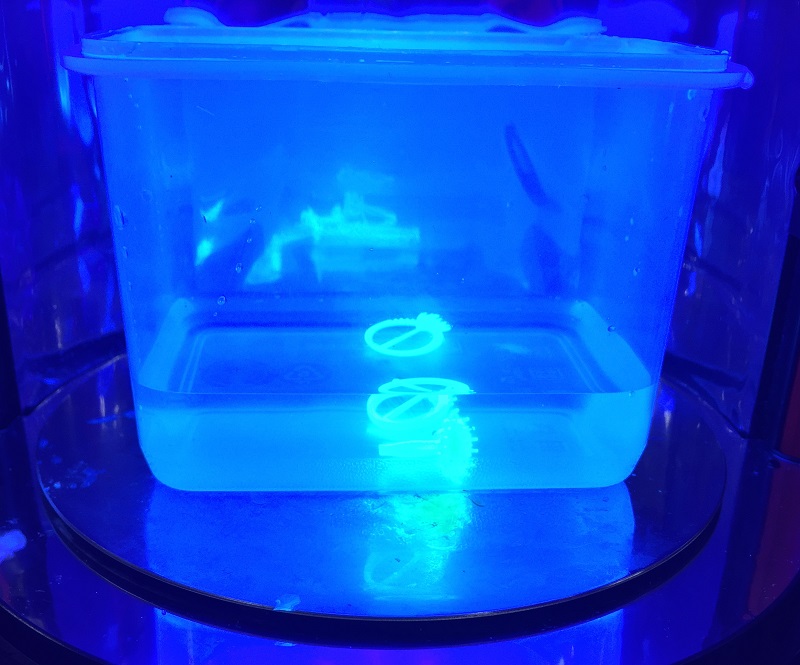
Per proprietà del materiale ottimali, eseguire la post-polimerizzazione UV delle parti stampate in acqua per 5 minuti.
Consiglio
» Quando si usa la camera di polimerizzazione UV XYZprinting, eseguire la post-polimerizzazione delle parti stampate in acqua per 5 minuti.
» In condizioni di lunghezza d'onda UV a 385 nm e intensità di radiazione di 14mW/cm²,quando lo spessore della struttura dell'oggetto supera 7 mm, si consiglia di eseguire la post-polimerizzazione dell'oggetto per 10 minuti.
Rimozione del supporto
Utilizzare strumenti per tagliare il supporto piuttosto che tirando direttamente (tirando si può facilmente danneggiare la superficie dell’elemento).
Conservazione della resina non polimerizzata
La resina non polimerizzata all’interno del serbatoio di resina non deve essere esposta alla luce. La resina non polimerizzata può essere conservata in un contenitore opaco una volta filtrata. Versare di nuovo la resina nel serbatoio prima della successiva stampa.


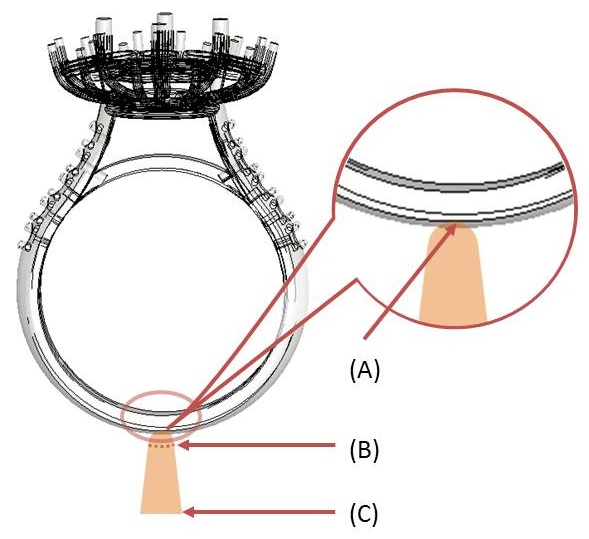





 (A) i contorni
(B) i riempimenti
(A) i contorni
(B) i riempimenti